造形装置、造形物的制造方法以及运送装置
1.关于本技术,主张在以2020年3月19日申请的日本专利申请特愿2020
‑
048587号和在2020年3月19日申请的日本专利申请特愿2020
‑
048588号为基础的优先权,将该基础申请的内容全都引入到本技术中。
技术领域
2.本发明涉及造形装置、造形物的制造方法以及运送装置。
背景技术:
3.已知对介质(热膨胀性薄片)照射光来形成立体图像(造形物)的技术,其中该介质具备含有由于热而膨胀的热膨胀材料的热膨胀层,用有光吸收性的材料形成了像(例如特开2013
‑
178353号公报)。
4.特开2013
‑
178353号公报公开了用于形成立体图像的图像形成装置。图像形成装置具备:在具备含有热膨胀材料的热膨胀层的介质形成基于含有有光吸收性的材料的显影剂的显影剂像的显影单元;对形成了显影剂像的介质照射显影剂所吸收的波长的光的照射单元。
5.在特开2013
‑
178353号公报在图像形成装置中,形成了显影剂像的介质在装载于运送带的状态下被照射光。在该图像形成装置中,形成了显影剂像的介质只是单纯装载于运送带。介质由于是由基材层和热膨胀层那样性质不同的层形成,因此会由于时间的经过、湿度等而在介质产生翘曲、挠曲等。进而,伴随热膨胀层的膨胀,而在介质产生翘曲、挠曲等。由此,难以稳定地形成立体图像。
技术实现要素:
6.本发明鉴于上述实情而提出,目的在于,提供能稳定制造造形物的造形装置、造形物的制造方法以及运送装置。
7.为了达成上述目的,本发明的第1观点所涉及的造形装置具备:运送组件,其将通过照射电磁波而膨胀的成形薄片在对所述成形薄片施予了使得按照凸状弯曲的运送路而翘曲的张紧的状态下沿着所述运送路运送;照射部,其对正在由所述运送组件在施予了所述张紧的状态下运送的所述成形薄片照射所述电磁波。
8.本发明的第2观点所涉及的造形物的制造方法包含:运送工序,将通过照射电磁波而膨胀的成形薄片沿着凸状弯曲的运送路运送;赋予工序,对正运送的所述成形薄片施予使得按照所述运送路而翘曲的张紧;和照射工序,对被施予所述张紧的状态的所述成形薄片照射所述电磁波。
9.本发明的第3观点所涉及的运送装置具备:照射部,其照射电磁波;运送组件,其将通过照射所述电磁波而膨胀的成形薄片在对所述成形薄片施予使得按照凸状弯曲的运送路而翘曲的张紧状态下,沿着所述运送路运送到照射所述电磁波的区域。
10.根据本发明,由于对成形薄片施予使得按照凸状弯曲的运送路而翘曲的张紧,因
此能稳定地制造造形物。
附图说明
11.图1是表示实施方式所涉及的成形薄片的截面的示意图。
12.图2是表示实施方式所涉及的造形物的立体图。
13.图3是在a
‑
a线箭头方向观察图2所示的造形物的截面图。
14.图4是表示实施方式所涉及的造形装置的结构的图。
15.图5是表示实施方式所涉及的造形装置的示意图。
16.图6是表示实施方式所涉及的运送带、张紧部和成形薄片的侧视图。
17.图7是表示实施方式所涉及的被照射电磁波的区域和被运送的成形薄片的示意图。
18.图8是表示实施方式所涉及的运送带、张紧部和成形薄片的顶视图。
19.图9是表示实施方式所涉及的照射部的示意图。
20.图10是表示实施方式所涉及的造形物的制造方法的流程图。
21.图11是表示实施方式所涉及的成形薄片的基材和热膨胀层的示意图。
22.图12是表示变形例所涉及的成形薄片的截面的示意图。
23.图13是表示变形例所涉及的造形物的截面的示意图。
24.图14是表示变形例所涉及的成形薄片的截面的示意图。
25.图15是表示变形例所涉及的造形物的截面的示意图。
26.图16是表示变形例所涉及的成形薄片的截面的示意图。
27.图17是表示变形例所涉及的造形物的截面的示意图。
28.图18是用于说明变形例所涉及的张紧部和对成形薄片施予的张紧的示意图。
29.图19是表示变形例所涉及的被照射电磁波的区域和被运送的成形薄片的示意图。
具体实施方式
30.以下参考附图来说明本发明的实施方式所涉及的造形装置。
31.本实施方式的造形装置100,从成形薄片10制造造形物50。造形物50作为加饰薄片、壁纸等而使用。在本说明书中,“造形物”是在给定的面造型(形成)凹凸的薄片,凹凸构成几何学形状、文字、纹样、装饰等。在此,所谓“装饰”,是经过视觉以及/或者触觉来使人想起美感的概念。“造形(或造型)”是指做出有形的物品,还包含加进装饰的加饰、形成装饰的造饰这样的概念。另外,本实施方式的造形物50由于是在给定的面有凹凸的立体物,但为了与用所谓的3d打印机制造的立体物区别,将本实施方式的造形物50也称作2.5维(2.5d)物件或伪三维(pseudo
‑
3d)物件。制造本实施方式的造形物50的技术也称作2.5d印刷技术或pseudo
‑
3d印刷技术。
32.(成形薄片)
33.首先,参考图1来说明成形薄片10。成形薄片10通过照射给定的电磁波(例如红外光)而膨胀。通过成形薄片10膨胀而形成造形物50。成形薄片10具备:基材20;层叠于基材20的第1主面22上的热膨胀层30;和层叠于基材20的第2主面24上的热变换层40。热变换层40以与后述的造形物50的凹凸52对应的图案层叠在第2主面24上。在本实施方式中,热膨胀层
30层叠在第1主面22的整面。
34.成形薄片10的基材20,具有:第1主面22;和与第1主面22相反侧的第2主面24。基材20支承热膨胀层30。基材20例如形成为薄片状。构成基材20的材料例如是聚烯烃系树脂(聚乙烯(pe)、聚丙烯(pp)等)、聚酯系树脂(聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二醇酯(pbt)等)等热可塑性树脂。构成基材20的材料的种类和基材20的厚度对应于造形物50的用途来选择。
35.成形薄片10的热膨胀层30层叠于基材20的第1主面22上。热膨胀层30包含粘合剂31和分散在粘合剂31中的热膨胀材料(膨胀前的热膨胀材料)32a。粘合剂31是乙酸乙烯酯系聚合物、丙烯酸系聚合物等任意的热可塑性树脂。热膨胀材料32a通过被加热成给定的温度以上而膨胀成与加热的热量(具体是加热温度、加热时间等)相应的大小。热膨胀材料32a例如通过被加热成80℃~120℃以上而膨胀。热膨胀材料32a例如是热膨胀性微胶囊。
36.热膨胀性微胶囊是将包含丙烷、丁烷、其他低沸点物质的发泡剂包进热可塑性树脂制的壳体内的微胶囊。热膨胀性微胶囊的壳体例如用聚苯乙烯、聚氯乙烯、聚偏二氯乙烯、聚乙酸乙烯酯、聚丙烯酸酯、聚丙烯腈、聚丁二烯、它们的共聚物等热可塑性树脂形成。热膨胀性微胶囊若被加热成给定的温度(膨胀开始温度)以上,则壳体软化,并且发泡剂气化。壳体通过发泡剂气化的压力而气球状膨胀。热膨胀性微胶囊膨胀到膨胀前的粒径的5倍程度。膨胀前的热膨胀性微胶囊的平均粒径例如是5μm~50μm。
37.成形薄片10的热膨胀层30,通过热膨胀材料32a的膨胀而膨胀,在与基材20相反侧的面35形成凹凸52。
38.成形薄片10的热变换层40为了形成造形物50的凹凸52而设。热变换层40以与凹凸52对应的图案层叠在基材20的第2主面24上。
39.热变换层40将照射的给定的电磁波变换成热,将变换的热放出。由此,成形薄片10的热膨胀层30(即膨胀前的热膨胀材料32a)被加热成给定的温度。膨胀前的热膨胀材料32a被加热的温度通过包含后述的热变换材料的热变换层40的浓淡、和照射到热变换层40的给定的电磁波的每单位面积和单位时间的能量量来控制。热变换层40由于与成形薄片10的其他部分相比更快速地将给定的电磁波变换成热,因此热变换层40的近旁的区域(热膨胀层30)被选择性地加热。以下,将给定的电磁波仅记载为电磁波。
40.热变换层40包含将吸收的电磁波变换成热的热变换材料。热变换材料是碳黑、六硼化金属化合物、氧化钨系化合物等。例如碳黑吸收可见光、红外光等,将其变换成热。另外,六硼化金属化合物和氧化钨系化合物吸收近红外光,将其变换成热。由于在六硼化金属化合物和氧化钨系化合物中,在近红外光区域吸收率高,且可见光区域的透过率高,因此优选六硼化镧(lab6)和氧化铯钨。另外,还有由于构成热变换层40的热变换材料在基材20、热膨胀层30等被吸收,热变换层40没有具有明确的边界的层结构的情况。在本说明书中,为了使理解容易,将热变换层40图示为具有明确的边界的层。
41.(造形物)
42.接下来参考图2、图3来说明造形物50。造形物50包含成形薄片10。造形物50如图2所示那样是薄片状的造形物,在表面有凹凸52。
43.造形物50如图3所示那样具备:基材20;层叠于基材20的第1主面22上且在与基材20相反侧有凹凸52的热膨胀层30;和层叠于基材20的第2主面24上的热变换层40。造形物50
的基材20和热变换层40的结构,由于与成形薄片10的基材20和热变换层40同样,因此在此对造形物50的热膨胀层30进行说明。
44.造形物50的热膨胀层30,如图3所示那样包含粘合剂31、热膨胀材料(膨胀前的热膨胀材料)32a和膨胀完毕的热膨胀材料32b。造形物50的热膨胀层30的粘合剂31与成形薄片10的热膨胀层30的粘合剂31同样。另外,造形物50的热膨胀层30的热膨胀材料32a与成形薄片10的热膨胀层30的热膨胀材料32a同样。膨胀完毕的热膨胀材料32b是热膨胀材料32a被加热成给定的温度以上而膨胀的热膨胀材料。热膨胀层30的凹凸52包含:包含膨胀完毕的热膨胀材料32b的凸部54;和包含膨胀前的热膨胀材料32a的凹部56。
45.(造形装置)
46.参考图4~图9来说明造形装置100。造形装置100通过对成形薄片10照射使成形薄片10膨胀的给定的电磁波,来从成形薄片10制造造形物50。造形装置100如图4所示那样具备:以对成形薄片10施予张紧的状态运送成形薄片10的运送组件110;对成形薄片10照射使成形薄片10膨胀的给定的电磁波的照射部140;和控制各部的控制部150。运送组件110具备:运送成形薄片10的运送部120;和对成形薄片10施予张紧的张紧部130。如图5所示那样,运送部120、张紧部130、照射部140和控制部150设于外壳105的内。外壳105具有:将成形薄片10运入的运入口105a;和将制造的造形物50运出的运出口105b。
47.另外,为了使理解容易,在本说明书中,将图5中的造形装置100的纵长右方向(纸面的右方向)设为 x方向,将上方向(纸面的上方向)设为 z方向,将与 x方向和 z方向垂直的方向(纸面的跟前方向)设为 y方向,来进行说明。在本说明书中,
‑
z方向是铅直方向。另外,有将
‑
z侧记载为下方、将 z侧记载为上方的情况。
48.(运送组件)
49.造形装置100的运送组件110,在对成形薄片10施予使得成形薄片10按照凸状弯曲的运送路r而翘曲的张紧的状态下,沿着运送路r运送从外壳105的运入口105a运入的成形薄片10。在本实施方式中,凸状弯曲的运送路r向 z方向突出并弯曲。另外,凸状弯曲的运送路r的顶部t1位于向
‑
z方向照射电磁波的照射部140的
‑
z侧(下方)。运送组件110将成形薄片10沿着运送路r从 x侧向
‑
x方向运送。运送组件110具备:沿着运送路r运送成形薄片10的运送部120;和对成形薄片10施予使得按照运送路r而翘曲的张紧的张紧部130。
50.(运送部)
51.运送组件110的运送部120,将从外壳105的运入口105a运入的成形薄片10沿着凸状弯曲的运送路r向
‑
x方向运送。具体地,运送部120将成形薄片10,向着照射电磁波的区域s,从相对于与照射电磁波的给定的第1方向d1(
‑
z方向)相反方向( z方向)成钝角θ的第2方向d2前往与照射电磁波的给定的第1方向d1相反方向来运送。进而,运送部120将成形薄片10从照射电磁波的区域s起,向着对相对于照射电磁波的给定的第1方向d1(
‑
z方向)成锐角的第3方向d3照射电磁波的给定的第1方向d1来运送。另外,运送部120运送制造的造形物50,将造形物50从外壳105的运出口105b运出。运送部120具备引导部122、从动辊124a、驱动辊124b、张紧辊124c和运送带126。运送部120还具备运入辊128a和运出辊128b。
52.运送部120的引导部122如图5、图6所示那样,将运送带126的去路部分从
‑
z侧支承成沿着凸状弯曲的运送路r而弯曲的状态。
53.运送部120的从动辊124a如图5所示那样缠绕运送带126。从动辊124a配置于外壳
105的运入口105a侧( x侧)。从动辊124a的旋转轴配置在与成形薄片10的运送方向(
‑
x方向)和运送路r的突出方向( z方向)正交的方向(y方向)上。从动辊124a在外壳105的侧板被轴支撑。
54.运送部120的驱动辊124b缠绕运送带126。驱动辊124b配置于外壳105的运出口105b侧(
‑
x侧)。驱动辊124b的旋转轴与从动辊124a的旋转轴同样地配置于y方向上。驱动辊124b在外壳105的侧板被轴支承。驱动辊124b通过未图示的电动机的旋转,而从 y方向来看逆时针地旋转,从而使运送带126行进。
55.运送部120的张紧辊124c从
‑
z侧推压运送带126的归路部分,对运送带126施予张紧。张紧辊124c的旋转轴与从动辊124a的旋转轴同样地配置于y方向上。张紧辊124c在外壳105的侧板被轴支承。
56.运送部120的运送带126是无端带。运送带126运送成形薄片10和制造的造形物50。运送带126缠绕在从动辊124a和驱动辊124b。运送带126的去路部分通过在引导部122被支承而沿着凸状弯曲的运送路r凸状弯曲。凸状弯曲的运送带126的去路部分的顶部t2位于照射部140的下方(
‑
z侧)。运送带126通过驱动辊124b的旋转而行进。运送带126的去路部分沿着运送路r而向
‑
x方向行进,运送带126的归路部分向 x方向行进。成形薄片10如图5所示那样,从外壳105的运入口105a起被装载在运送带126并向
‑
x方向运送。出于高效率加热热膨胀层30的观点,优选热变换层40与照射部140的距离更短,成形薄片10优选在使热变换层40朝向照射部140侧的状态下运送。即,成形薄片10优选将热膨胀层30朝向运送带126的运送面126a而装载于运送带126。
57.运送部120的运入辊128a与从动辊124a同样地在外壳105的侧板被轴支承。运入辊128a和运送带126如图5所示那样,夹入从外壳105的运入口105a插入的成形薄片10,将成形薄片10运入外壳105内。
58.运送部120的运出辊128b与驱动辊124b同样地在外壳105的侧板被轴支承。运出辊128b和运送带126夹入制造的造形物50,将造形物50从外壳105的运出口105b运出。
59.在本实施方式中,将成形薄片10在对成形薄片10施予使得按照凸状弯曲的运送路r而翘曲的张紧的状态下沿着运送路r运送。具体地,运送部120将成形薄片10从相对于与照射电磁波的给定的第1方向d1(
‑
z方向)相反方向( z方向)成钝角θ的第2方向d2,向照射照射部140的电磁波的区域s运送。然后,运送部120将成形薄片10从照射电磁波的区域s向相对于照射电磁波的给定的第1方向d1(
‑
z方向)成锐角的第3方向d3运送。由此,如图7所示那样,照射电磁波的区域s的运送方向的周边部中的照射部140与成形薄片10的距离l2,比照射电磁波的区域s的中央部中的照射部140与成形薄片10的距离l1长。在照射电磁波的区域s的运送方向的周边部,由于照射部140与成形薄片10的距离l2长,因此照射到成形薄片10的电磁波的能量量变小,因此膨胀前的热膨胀材料32a的加热温度变低。即,能防止形成造形物50的凸部54的位置(与热变换层40对应的部分)以外的热膨胀材料32a预料外地膨胀。因此,造形装置100抑制了在照射电磁波的区域s的周边部产生的预料外的加热,能抑制在造形物50的凸部54的边缘部分产生的钝化。造形装置100由于能抑制在造形物50的凸部54的边缘部分产生的钝化,因此能制造具有高精细的凹凸52的造形物50。
60.(张紧部)
61.运送组件110的张紧部130对成形薄片10施予使得按照凸状弯曲的运送路r而翘曲
的张紧。张紧部130如图8所示那样具备一对的按压带131、132。按压带131、132分别将成形薄片10的运送带126的宽度方向的端部( y方向的端部和
‑
y方向的端部)的各自推压到运送带126,来对成形薄片10施予使得按照运送路r而翘曲的张紧f。张紧部130还具备:缠绕按压带131的第1滑轮133a和第2滑轮133b;缠绕按压带132的第3滑轮134a和第4滑轮134b;和4个弯曲滑轮136~139。
62.首先,对按压带131、第1滑轮133a和第2滑轮133b进行说明。按压带131将成形薄片10的 y方向的端部推压到运送带126,来对成形薄片10的 y侧的端部施予使得按照运送路r而翘曲的张紧f。第1滑轮133a和第2滑轮133b被按压带131缠绕。
63.第1滑轮133a如图6、图8所示那样,在比凸状弯曲的运送带126的去路部分的顶部t2更靠运送路r的上游侧( x侧),配置于运送带126的运送面126a的 y侧的端部的上方( z侧)。进而,在本实施方式中,如图6所示那样,第1滑轮133a的被按压带131缠绕的外周133c的下端b1位于比运送带126的去路部分的顶部t2更低的位置(
‑
z侧)。第1滑轮133a将固定于外壳105的侧板的轴106作为旋转轴,来进行旋转。另外,以下,也将运送带126的去路部分的顶部t2记载为运送带126的顶部t2。
64.第2滑轮133b如图6、图8所示那样,在比运送带126的去路部分的顶部t2更靠运送路r的下游侧(
‑
x侧),配置于运送带126的运送面126a的 y侧的端部的上方( z侧)。第2滑轮133b的被按压带131缠绕的外周133d的下端b2,如图6所示那样,位于比运送带126的顶部t2低的位置(
‑
z侧)。第2滑轮133b将固定于外壳105的侧板的轴107作为旋转轴,来进行旋转。
65.按压带131是无端带。按压带131缠绕在第1滑轮133a和第2滑轮133b。在本实施方式中,第1滑轮133a和第2滑轮133b分别夹着运送带126的顶部t2而配置于 x侧和
‑
x侧的各侧。进而,第1滑轮133a的外周133c的下端b2和第2滑轮133b的外周133d的下端b2位于比运送带126的顶部t2更靠
‑
z侧。因此,按压带131的去路部分,能将由运送部120(运送带126)运送的成形薄片10的 y侧的端部推压到运送带126。按压带131由于推压沿着凸状弯曲的运送路r运送的成形薄片10的 y侧的端部,因此如图7所示那样,对成形薄片10的 y侧的端部施予使得按照运送路r来使成形薄片10翘曲的张紧f。
66.按压带131的去路部分由于推压正在运送带126运送的成形薄片10,因此伴随运送带126的行进而向
‑
x方向行进。另外,按压带131的归路部分向 x方向行进。
67.接下来说明按压带132、第3滑轮134a和第4滑轮134b。按压带132将成形薄片10的
‑
y方向的端部推压到运送带126,来对成形薄片10的
‑
y侧的端部施予使得按照运送路r使成形薄片10翘曲的张紧f。第3滑轮134a和第4滑轮134b被按压带132缠绕。
68.第3滑轮134a如图8所示那样,除了配置于运送带126的运送面126a的
‑
y侧的端部的上方( z侧)以外,都与第1滑轮133a同样地配置。另外,第4滑轮134b除了配置于运送带126的运送面126a的
‑
y侧的端部的上方( z侧)以外,都与第2滑轮133b同样地配置。
69.按压带132的结构除了缠绕在第3滑轮134a和第4滑轮134b、并将正运送的成形薄片10的
‑
y侧的端部推压到运送带126以外,都与按压带131的结构同样。按压带132由于将正运送的成形薄片10的
‑
y侧的端部推压到运送带126,因此能与按压带131同样地对成形薄片10的
‑
y侧的端部施予使得按照运送路r使成形薄片10翘曲的张紧f。
70.在本实施方式中,一对按压带131、132分别对成形薄片10的 y侧的端部和
‑
y侧的端部施予使得按照运送路r使成形薄片10翘曲的张紧f。因此,造形装置100能抑制成形薄片
10的翘曲、挠曲等,且能在使成形薄片10紧贴运送带126的状态下对成形薄片10照射电磁波。进而,在造形装置100中,成形薄片10在凸状弯曲的运送带126上被施予使得按照运送路r使成形薄片10翘曲的张紧f的同时被运送,因此与水平运送成形薄片10的情况相比,能抑制在成形薄片10产生的褶皱。
71.2个弯曲滑轮136、137推压按压带131的归路部分,从而改变按压带131的归路部分的行进方向。由此,按压带131的归路部分如图5、图6所示那样通过照射部140之下(
‑
z侧)。
72.弯曲滑轮136如图6、图8所示那样,在比运送带126的顶部t2更靠运送路r的上游侧( x侧)的照射部140与第1滑轮133a之间配置于运送面126a的 y侧的端部的上方( z侧)。弯曲滑轮136的推压运送带126的外周的下端位于比照射部140的下端低的位置(
‑
z侧)。弯曲滑轮136将固定于外壳105的侧板的轴108作为旋转轴而进行旋转。
73.另外,弯曲滑轮137在比运送带126的顶部t2更靠运送路r的下游侧(
‑
x侧)的照射部140与第2滑轮133b之间配置于运送面126a的 y侧的端部的上方( z侧)。弯曲滑轮137的推压运送带126的外周的下端也位于比照射部140的下端低的位置(
‑
z侧)。弯曲滑轮137将固定于外壳105的侧板的轴109作为旋转轴而进行旋转。
74.2个弯曲滑轮138、139推压按压带132的归路部分来改变按压带132的归路部分的行进方向。由此,按压带132的归路部分通过照射部140之下(
‑
z侧)。
75.弯曲滑轮138在比运送带126的顶部t2更靠运送路r的上游侧( x侧)的照射部140与第3滑轮134a之间配置于运送面126a的
‑
y侧的端部的上方( z侧)。弯曲滑轮138的其他结构与弯曲滑轮136的结构同样。弯曲滑轮139在比运送带126的顶部t2更靠运送路r的下游侧(
‑
x侧)的照射部140与第4滑轮134b之间配置于运送面126a的
‑
y侧的端部的上方( z侧)。弯曲滑轮139的其他结构与弯曲滑轮137的结构同样。
76.(照射部)
77.造形装置100的照射部140对成形薄片10(热变换层40)照射给定的电磁波,使热变换层40放出热,将热膨胀层30(膨胀前的热膨胀材料32a)加热成给定的温度以上。在本实施方式中,热变换层40以与造形物50的凹凸52对应的图案层叠于基材20的第2主面24。因此,成形薄片10的与热膨胀层30的凸部54对应的部分被加热成给定的温度以上,形成膨胀完毕的热膨胀材料32b。通过形成膨胀完毕的热膨胀材料32b,热膨胀层30膨胀,从而在热膨胀层30形成凸部54(即凹凸52)。由此制造造形物50。
78.在本实施方式中,在成形薄片10通过区域s时,照射部140将使成形薄片10膨胀的电磁波向给定的第1方向d1照射。照射部140配置于凸状弯曲的运送路r的凸侧,对正在施予使得按照运送路r而翘曲的张紧f的状态下运送的成形薄片10照射电磁波。具体地,照射部140如图5、图6所示那样,配置于运送带126的顶部t2的上方( z侧)。照射部140如图7所示那样,从凸状弯曲的运送路r的顶部t1的上方( z侧)向给定的第1方向d1即
‑
z方向照射电磁波。然后,成形薄片10如图6所示那样,在由张紧部130施予使得按照运送路r而翘曲的张紧f的状态下,通过运送部120沿着运送路r运送,从而通过照射电磁波的区域s。由此,将来自照射部140的电磁波照射到正在施予使得按照运送路r而翘曲的张紧f的状态下运送的成形薄片10。然后制造造形物50。
79.在本实施方式中,成形薄片10的翘曲、挠曲等通过按照运送路r而施予的张紧f而得以抑制。进而,运送部120将成形薄片10从相对于与照射电磁波的给定的第1方向d1(
‑
z方
向)相反方向( z方向)成钝角θ的第2方向d2向照射照射部140的电磁波的区域s运送。然后,运送部120将成形薄片10从被从照射部140照射电磁波的区域s向相对于照射电磁波的给定的第1方向d1(
‑
z方向)成锐角的第3方向d3运送。因此,照射部140能对抑制了翘曲、挠曲等的成形薄片10照射使成形薄片10膨胀的电磁波。由此,造形装置100能稳定地制造具有高精细的凹凸52的造形物50。
80.照射部140如图9所示那样,具备外罩142、灯144、反射板146和风扇148。外罩142收纳灯144、反射板146和风扇148。灯144例如包含直管状的卤素灯。灯144对成形薄片10(热变换层40)照射近红外区域(波长750nm~1400nm)、可见光区域(波长380nm~750nm)、中红外区域(波长1400nm~4000nm)等电磁波,作为给定的电磁波。反射板146是将从灯144照射的电磁波向成形薄片10反射的反射板。风扇148对外罩142内送入空气,将灯144和反射板146冷却。
81.(控制部)
82.造形装置100的控制部150控制运送组件110的运送部120和照射部140。控制部150如图4所示那样具备:执行各种处理的cpu(central processing unit,中央处理器)152;存储程序和数据的rom(read only memory,只读存储器)154;存储数据的ram(random access memory,随机存取存储器)156;和输入输出各部之间的信号的输入输出接口158。控制部150的功能通过cpu152执行存储于rom154的程序来实现。输入输出接口158输入输出cpu152、与运送部120和照射部140之间的信号。
83.(造形物的制造方法)
84.参考图10、图11来说明造形物50的制造方法。在本实施方式中,使用造形装置100,来从薄片状(例如a4用纸尺寸)的成形薄片10制造造形物50。
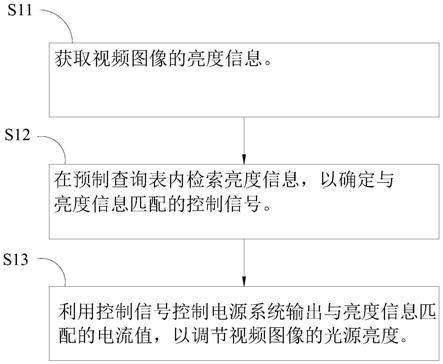
85.图10是表示造形物50的制造方法的流程图。造形物50的制造方法包含:准备通过照射电磁波而膨胀的成形薄片10的准备工序(步骤s10);将成形薄片10沿着凸状弯曲的运送路r运送的运送工序(步骤s20);对正运送的成形薄片10施予使得按照运送路r而翘曲的张紧f的赋予工序(步骤s30);和通过对给定的第1方向d1照射使成形薄片10膨胀的电磁波来对施予了张紧f的状态的成形薄片10照射使成形薄片10膨胀的电磁波的照射工序(步骤s40)。
86.在准备工序(步骤s10)中,准备成形薄片10。首先,在基材20的第1主面22丝网印刷混合了粘合剂31和热膨胀材料32a的涂布液。然后,通过使印刷的涂布液干燥,来如图11所示那样在基材20的第1主面22上层叠热膨胀层30。接下来,由印刷装置在基材20的第2主面24上以与凹凸52相应的浓淡图案印刷包含热变换材料的墨水。印刷装置例如是喷墨打印机。通过以上,能制造成形薄片10。
87.回到图10,在运送工序(步骤s20)中,将成形薄片10从造形装置100的运入口105a插入,由运送部120沿着凸状弯曲的运送路r进行运送。出于高效率地加热热膨胀层30的观点,优选热变换层40与照射部140的距离更短,优选在将热变换层40朝向照射部140侧的状态下运送成形薄片10。即,成形薄片10优选通过运送部120在将热膨胀层30朝向运送带126的运送面126a的状态下进行运送。
88.具体地,在运送工序(步骤s20),将成形薄片10从相对于与给定的第1方向d1相反方向成钝角θ的第2方向d2向照射电磁波的区域s运送。然后,将成形薄片10从照射电磁波的
区域s向相对于给定的第1方向d1成锐角的第3方向d3运送,来使其通过照射电磁波的区域s。由此,在照射电磁波的区域s的运送方向的周边部,由于照射部140与成形薄片10的距离l2变长,因此膨胀前的热膨胀材料32a的加热温度变低。因此,本实施方式的造形物50的制造方法抑制了在照射电磁波的区域s的运送方向的周边部产生的预料外的加热,从而能抑制在凸部54的边缘部分产生的钝化。本实施方式的造形物50的制造方法由于能抑制在造形物50的凸部54的边缘部分产生的钝化,因此能制造具有高精细的凹凸52的造形物50。
89.在赋予工序(步骤s30),由张紧部130的按压带131、132将正由运送部120运送的成形薄片10推压到运送部120的运送带126,来对成形薄片10施予使得按照运送路r而翘曲的张紧f。在本实施方式中,由于对成形薄片10施予使得按照凸状弯曲的运送路r而翘曲的张紧f,因此能抑制成形薄片10的翘曲、挠曲等。
90.在照射工序(步骤s40),从照射部140向给定的第1方向照射使成形薄片10膨胀的电磁波。由此,对由运送部120运送、由张紧部130的按压带131、132施予使得按照运送路r而翘曲的张紧f的状态的成形薄片10照射使成形薄片10膨胀的电磁波。然后,成形薄片10的热膨胀层30膨胀而形成凹凸52,制造造形物50。施予了使得按照运送路r而翘曲的张紧f的状态的成形薄片10,由于被抑制了翘曲、挠曲等,因此能稳定制造造形物50。通过以上制造的造形物50由运送部120从造形装置100的运出口105b运出。
91.如以上那样,在造形装置100中,张紧部130对成形薄片10施予使得按照凸状弯曲的运送路r而翘曲的张紧f。运送部120将成形薄片10从相对于与照射电磁波的给定的第1方向d1相反方向成钝角θ的第2方向d2向照射电磁波的区域s运送。另外,运送部120将成形薄片10从照射电磁波的区域s向相对于照射电磁波的给定的第1方向d1成锐角φ的第3方向d3运送。照射部140通过向给定的第1方向d1照射使成形薄片10膨胀的电磁波,来对施予了使得按照运送路r而翘曲的张紧f的状态的成形薄片10照射使成形薄片10膨胀的电磁波。通过对成形薄片10施予使得按照运送路r而翘曲的张紧f,造形装置100抑制了成形薄片10的翘曲、挠曲等,且能抑制在照射电磁波的区域s的周边部产生的预料外的加热。因此,造形装置100能制造具有高精细的凹凸52的造形物50。
92.在本实施方式的造形物50的制造方法中,运送部120运送施予了使得按照运送路r而翘曲的张紧f的状态的成形薄片10。运送部120将施予了张紧f的成形薄片10从相对于与照射电磁波的给定的第1方向d1相反方向成钝角θ的第2方向d2向照射电磁波的区域s运送。另外,运送部120将施予了张紧f的成形薄片10从照射电磁波的区域s向相对于照射电磁波的给定的第1方向d1成锐角的第3方向d3运送。通过照射部140向给定的第1方向d1照射使成形薄片10膨胀的电磁波,来对施予了张紧f的成形薄片10照射使成形薄片10膨胀的电磁波。通过使得按照运送路r而翘曲的张紧f抑制了成形薄片10的翘曲、挠曲等,且抑制了在照射电磁波的区域s的周边部产生的向成形薄片10的预料外的加热,因此本实施方式的造形物50的制造方法能稳定地制造具有高精细的凹凸52的造形物50。
93.(变形例)
94.以上说明了本发明的实施方式,本发明能在不脱离本发明的要旨的范围内进行种种变更。
95.例如造形物50可以从卷筒状的成形薄片10卷筒状制造。
96.构成基材20的材料并不限于热可塑性树脂。构成基材20的材料可以是纸、布等。构
成基材20的热可塑性树脂并不限于聚烯烃系树脂和聚酯系树脂。构成基材20的热可塑性树脂可以是聚酰胺系树脂、聚氯乙烯(pvc)系树脂、聚酰亚胺系树脂等。
97.实施方式的热变换层40层叠于基材20的第2主面24之上,但热变换层40也可以如图12所示那样层叠在热膨胀层30之上。使用造形装置100,来从在热膨胀层30之上层叠热变换层40的成形薄片10a制造图13所示的在热膨胀层30之上层叠热变换层40的造形物50a。在该情况下,成形薄片10a优选由运送部120(运送组件110)在将热变换层40朝向照射部140侧的状态下运送。即,优选成形薄片10a由运送部120(运送组件110)在将基材20的第2主面24朝向运送带126的运送面126a的状态下运送。
98.另外,热变换层40可以层叠在设于基材20的第2主面24上的剥离层60上。例如,成形薄片10b如图14所示那样,具备:设于基材20的第2主面24之上的剥离层60;和层叠于剥离层60之上的热变换层40。使用造形装置100来从成形薄片10b制造图15所示的造形物50b。造形物50b具备:设于基材20的第2主面24之上的剥离层60;层叠于剥离层60之上的热变换层40。在该情况下,成形薄片10b优选由运送部120在将热变换层40朝向照射部110侧的状态下运送。即,成形薄片10b优选由运送部120在将热膨胀层30朝向运送带126的运送面126a的状态下运送。另外,通过从造形物50b将剥离层60剥离,能从造形物50b容易地除去热变换层40。
99.进而,热变换层40可以层叠在设于热膨胀层30之上的剥离层60之上。例如,成形薄片10c如图16所示那样具备:设于热膨胀层30之上的剥离层60;和层叠于剥离层60之上的热变换层40。使用造形装置100从成形薄片10c制造图17所示的造形物50c。造形物50c具备:设于热膨胀层30之上的剥离层60;和层叠于剥离层60之上的热变换层40。在该情况下,成形薄片10c优选由运送部120在将热变换层40朝向照射部110侧的状态下运送。即,成形薄片10c优选由运送部120在将基材20的第2主面24朝向运送带126的运送面126a的状态下运送。通过从造形物50c将剥离层60剥离,能从造形物50c将热变换层40容易地除去。由此,能消除热变换层40引起的颜色的暗淡。
100.成形薄片10、10a~10c、和从成形薄片10、10a~10c制造的造形物50、50a~50c,可以在各层之间形成其他任意的材料的层。例如可以在基材20与热膨胀层30之间形成使基材20和热膨胀层30更加紧贴的紧贴层。紧贴层例如包含表面改性剂。
101.另外,造形物50、50a、50b、50c也可以印刷彩色图像。例如造形物50可以在热膨胀层30之上层叠由青、洋红、黄和黑这4色的墨水构成、表达彩色图像的彩色墨水层。
102.实施方式的造形装置100,将成形薄片10运送到照射电磁波的区域s。因此,实施方式的造形装置100还表征为运送装置,其具备:照射电磁波的照射部140;和将通过照射电磁波而膨胀的成形薄片10在施予了使得按照凸状弯曲的运送路r而翘曲的张紧f的状态下沿着运送路r运送到照射电磁波的区域s的运送组件110。
103.在实施方式中,第1滑轮133a的外周133c的下端b1和第2滑轮133b的外周133d的下端b2位于比运送带126的顶部t2低的位置(
‑
z侧)。第1滑轮133a的外周133c的下端b1和第2滑轮133b的外周133d的下端b2,也可以位于与运送带126的顶部t2相同的高度( z方向上相同的位置)。由此,按压带131能将成形薄片10的 y侧的端部向运送带126推压与成形薄片10的厚度与按压带131的厚度之和相应的量。另外,第3滑轮134a的被缠绕按压带132的外周的下端和第4滑轮134b的被缠绕按压带132的外周的下端,也可以位于与运送带126的顶部t2
相同的高度。由此,按压带132能将成形薄片10的
‑
y侧的端部向运送带126推压与形薄片10的厚度与按压带132的厚度之和相应的量。
104.实施方式的张紧部130用一对按压带131、132对成形薄片10施予沿着运送路r的张紧f,但张紧部130的结构并不限于具有一对按压带131、132的结构。例如如图18所示那样,作为张紧部130,可以在比照射部140更靠运送路r的上游侧( x侧),设置和运送带126一起夹入成形薄片10的辊162。辊162和运送带126将正运送的成形薄片10夹入,辊162施予针对成形薄片10的运送的负荷。由此能对成形薄片10施予使得按照运送路r而翘曲的张紧f。
105.造形装置100的运送部120可以如图19所示那样,沿着在照射电磁波的区域s的上游侧向相对于与给定的第1方向d1相反方向成钝角θ的方向倾斜、并在照射电磁波的区域s的下游侧向相对于给定的第1方向d1成锐角的方向倾斜的运送路,来运送成形薄片10。
106.在实施方式的造形装置100中,照射部140向
‑
z方向即铅直方向照射给定的电磁波,运送部120配置于照射部140的下方。另外,运送部120将成形薄片10从相对于与给定的第1方向d1相反方向成钝角θ的第2方向d2向照射给定的电磁波的区域s运送,从照射给定的电磁波的区域s向相对于给定的第1方向d1成锐角的第3方向d3运送。因此,实施方式的造形装置100具备:向铅直方向照射给定的电磁波的照射部140;和配置于照射部140的下方、使通过照射给定的电磁波而膨胀的成形薄片10通过照射给定的电磁波的区域s的运送部120,运送部120在通过将成形薄片10向斜上方运送来将成形薄片10运入照射给定的电磁波的区域s内之后,通过将成形薄片10向斜下方运送,来将成形薄片10运出到照射给定的电磁波的区域s之外。
107.造形装置100的控制部150具备cpu152,通过cpu152的功能执行各处理。在本发明所涉及的造形装置中,控制部也可以取代cpu而具备例如asic(application specific integrated circuit,特定用途集成电路)、fpga(field
‑
programmable gate array,现场可编程门阵列)、控制电路等专用硬件。在该情况下,可以通过个别的硬件执行各个处理。另外,也可以将各个处理汇总来由单一的硬件执行。也可以由专用硬件执行处理的一部分,由软件或固件执行处理的另一部分。
108.另外,能作为预先具备用于实现本发明所涉及的功能的结构的造形装置而提供自不必说,还能通过程序的运用来使控制造形装置的计算机实现实施方式的造形装置100的各功能结构。即,能运用成控制已有的信息处理装置等的cpu等执行用于实现实施方式的造形装置100的各功能结构的程序。
109.另外,这样的程序的运用方法是任意的。能将程序例如存放到软盘、cd(compact disc)
‑
rom、dvd(digital versatile disc,数字多功能盘)
‑
rom、存储卡等计算机可读的存储介质来运用。进而,还能将程序叠加在载波,经由因特网等通信介质而运用。例如可以在通信网络上的公告板(bbs:bulletin board system)公告发布程序。然后,也可以构成为启动该程序,在os(operating system,操作系统)的控制下与其他应用程序同样执行,从而能执行上述的处理。
110.以上说明了本发明的优选的实施方式,但本发明并不限定于相关的特定的实施方式,在本发明中包含记载于权利要求书的发明和其等同的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。