一种yoke与pipe一体式汽车转向轴件及其制造方法
技术领域
1.本发明涉及汽车转向系统领域,特别涉及一种yoke与pipe一体式汽车转向轴件及其制造方法。
背景技术:
2.用于yoke和pipe一体式成型的工艺是一种进行汽车转向轴件制造的方法,目前行业内产品主要分为两类:一类是yoke与pipe通过焊接在一起方式生产;第二类是yoke与pipe一体式通过锻造来生产,其中第一类产品的明显缺点是焊接处有断裂风险,会造成方向盘失控;第二类产品是通过整体锻造生产,重量增加,同时锻造产品的花键齿尺寸精度不好,对产品耐久性有影响,yoke&pipe一体式的转向轴是汽车转向系统中的一个部件,是将驾驶员作用于方向盘的转向操纵机构力矩传给转向器的传力轴,该产品分为两个部分,yoke部件是连接万向节的部件,pipe是圆管带有花键齿的部件,与另一个转向轴滑动连接,其作用是可以沿着轴向上下调节移动,避免刚性连接,传统生产工艺是分为两类,一类是分别生产yoke与pipe圆管,然后再焊接在一起,其中yoke部件一般是冲压或者锻造加工出来,pipe圆管是通过传统行业工艺生产;第二类是yoke与pipe圆管是整体式生产,但是通过整体锻造工艺来生产,随着科技的不断发展,人们对于用于yoke和pipe一体式成型的工艺的制造工艺要求也越来越高。
3.现有技术中,授权公告号为cn201320498904.2的专利公开了汽车转向柱的主轴及汽车转向柱,通过在节叉上设置压装孔,将上段主轴的端部与压装孔进行压装,并设置上段主轴与压装孔为过盈配合,避免了现有技术中容易出现的转向柱松动的问题,同时提高了生产效率,降低了制造成本,现有的用于yoke和pipe一体式成型的工艺在使用时存在一定的弊端,首先,焊接工艺的焊点位置有断裂风险,oem主机厂有过多次焊接断裂导致方向盘失控,整车召回的案例,该工艺有极大的安全隐患;同时yoke部件与pipe焊接同心度不好对产品性能也有影响,不利于人们的使用,还有,整体锻造的生产工艺,受限于生产工艺其产品重量要增加,同时花键齿部位通过锻造工艺生产,精度不如传统工艺,质量不稳定,生产成本也较高,给人们的使用过程带来了一定的不利影响,为此,我们提出一种yoke与pipe一体式汽车转向轴件及其制造方法。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种yoke与pipe一体式汽车转向轴件及其制造方法,首先产品属于一体式构造,没有焊接断裂风险,产品整体同心度管控更好,生产工艺可以优化;同时花键齿成型借鉴于行业内普通中间轴成型工艺,由于是成熟管控工艺,精度较高质量管控较好,同时产品重量与传统的分体式产品重量类似;产品生产成本降低,提高企业利润和行业竞争力,可以有效解决背景技术中的问题。
6.(二)技术方案
7.为实现上述目的,本发明采取的技术方案为:一种yoke与pipe一体式汽车转向轴件,包括一体式转向轴件主体与分体式转向轴件主体,其特征在于:所述一体式转向轴件主体的一端固定连接有一号u型槽,所述一号u型槽的中部开设有一号连接孔,所述一体式转向轴件主体的另一端固定连接有一号端部,所述一号端部的内壁开设有一号花键齿。
8.作为一种优选的技术方案,所述分体式转向轴件主体的一端固定连接有二号u型槽,所述二号u型槽的中部开设有二号连接孔,所述分体式转向轴件主体的另一端固定连接有二号端部,所述二号端部的内壁开设有二号花键齿。
9.作为一种优选的技术方案,所述一体式转向轴件主体与一号连接孔、一号u型槽、一号端部之间通过冲压、切割等方式一体成型,所述一号端部与一号花键齿之间通过两次成型方式一体成型。
10.作为一种优选的技术方案,所述分体式转向轴件主体、二号连接孔、二号u型槽、二号端部之间通过分体锻造的方式成型。
11.一种yoke与pipe一体式汽车转向轴件的制造方法,包括以下操作步骤:
12.s1:材料准备与上料检查:准备管柱原材料,对管柱原材料的质量、硬度、外表面进行检查,剔除不合格品,对产品进行送料操作,设备前端自动送料采用私服电机送机构板,到切刀位置用ccd进行切胶带定位,提高了切胶带的精度,搬运至翻转台上采用私服电机加高精度电缸提高了精度,进行精准上料操作;
13.s2:扩管操作:将扩管机的一端插入准备好的管柱的一端的位置,进行扩管操作,使管柱的一端部分位置进行扩张;
14.s3:一次花键齿成型操作:对管柱的另一端未扩张的位置进行花键齿成型操作,采用液压模具涨型工艺进行花键齿成型;
15.s4:冲压操作:对管柱扩管的一端进行压扁成型操作,采用模具冲压的方式将其压扁;
16.s5:二次花键齿成型操作:对管柱内部花键齿的部分进行二次成型操作,采用液压模具涨型工艺进行花键齿成型;
17.s6:切割操作:将s4步骤中利用模具冲压压扁的位置进行切割操作,采用激光切割的方法,将压扁的位置切割成u型槽的形状;
18.s7:孔加工:对u型槽的内部进行孔加工操作,采用mct铣车复合加工的方式进行孔钻削加工;
19.s8:端面加工:对孔加工完毕后的u型圆管端面进行加工,采用cnc数控机床对圆管端面部位进行加工,一体式汽车转向轴件成型;
20.s9:表面处理:对成型后的一体式汽车转向轴件的外表面进行处理,采用电镀或者磷化的方式进行加工;
21.s10:标识:加工完毕后的一体式汽车转向轴件通过输送带进行出料操作,在输送带上通过刻印机对轴件进行批次刻印操作;
22.s11:出料检查:整体加工完毕后的一体式汽车转向轴件进行完成品全数检查操作,对其数量、质量、外表面进行检查,剔除不合格品,合格品即为加工完毕后的物件,操作结束。
23.作为一种优选的技术方案,所述s3步骤与s5步骤中分别对花键齿进行两次成型操
作,均采用液压模具涨型工艺进行花键齿成型。
24.作为一种优选的技术方案,所述s4步骤中冲压操作采用模具冲压的方式,所述s6步骤中切割操作采用激光切割的方式。
25.作为一种优选的技术方案,所述管柱原材料依次进行扩管、一次花键齿成型、压扁成型、二次花键齿成型、切割、孔加工、端面加工、外表面处理、刻印操作、成品检查操作得出一体式汽车转向轴件。
26.(三)有益效果
27.与现有技术相比,本发明提供了一种yoke与pipe一体式汽车转向轴件及其制造方法,具备以下有益效果:该一种yoke与pipe一体式汽车转向轴件及其制造方法,首先产品属于一体式构造,没有焊接断裂风险,产品整体同心度管控更好,生产工艺可以优化;同时花键齿成型借鉴于行业内普通中间轴成型工艺,由于是成熟管控工艺,精度较高质量管控较好,同时产品重量与传统的分体式产品重量类似;产品生产成本降低,提高企业利润和行业竞争力,可以减少生产工序,提高生产效率,同时能够提高产品质量稳定性,管柱原材料依次进行扩管、一次花键齿成型、压扁成型、二次花键齿成型、切割、孔加工、端面加工、外表面处理、刻印操作、成品检查操作得出一体式汽车转向轴件,成型更加简单方便,整个用于yoke和pipe一体式成型的工艺结构简单,操作方便,使用的效果相对于传统方式更好。
附图说明
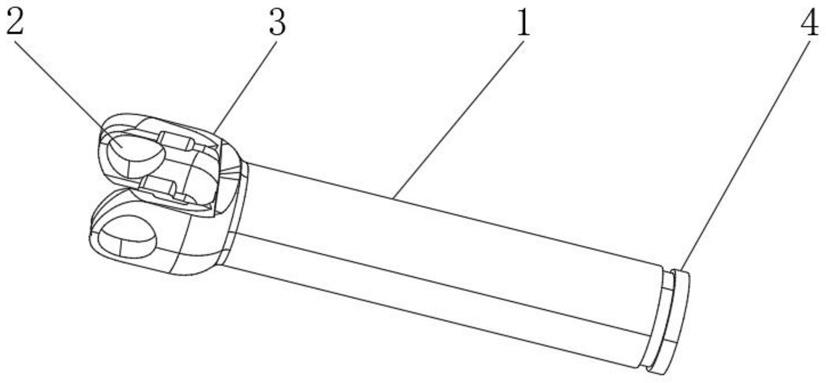
28.图1为本发明一种yoke与pipe一体式汽车转向轴件及其制造方法的一体式转向轴件其一的结构示意图。
29.图2为本发明一种yoke与pipe一体式汽车转向轴件及其制造方法中一体式转向轴件其二的结构示意图。
30.图3为本发明一种yoke与pipe一体式汽车转向轴件及其制造方法中一体式转向轴件其三的结构示意图。
31.图4为本发明一种yoke与pipe一体式汽车转向轴件及其制造方法中分体式转向轴件其一的结构示意图。
32.图5为本发明一种yoke与pipe一体式汽车转向轴件及其制造方法中分体式转向轴件其二的结构示意图。
33.图6为本发明一种yoke与pipe一体式汽车转向轴件及其制造方法中分体式转向轴件其三的结构示意图。
34.图中:1、一体式转向轴件主体;2、一号连接孔;3、一号u型槽;4、一号端部;5、一号花键齿;6、分体式转向轴件主体;7、二号连接孔;8、二号u型槽;9、二号端部;10、二号花键齿。
具体实施方式
35.下面将结合附图和具体实施方式对本发明的技术方案进行清楚、完整地描述,但是本领域技术人员将会理解,下列所描述的实施例是本发明一部分实施例,而不是全部的实施例,仅用于说明本发明,而不应视为限制本发明的范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保
护的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
36.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
37.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
38.如图1
‑
6所示,一种yoke与pipe一体式汽车转向轴件,包括一体式转向轴件主体1与分体式转向轴件主体6,一体式转向轴件主体1的一端固定连接有一号u型槽3,一号u型槽3的中部开设有一号连接孔2,一体式转向轴件主体1的另一端固定连接有一号端部4,一号端部4的内壁开设有一号花键齿5。
39.进一步的,分体式转向轴件主体6的一端固定连接有二号u型槽8,二号u型槽8的中部开设有二号连接孔7,分体式转向轴件主体6的另一端固定连接有二号端部9,二号端部9的内壁开设有二号花键齿10。
40.进一步的,一体式转向轴件主体1与一号连接孔2、一号u型槽3、一号端部4之间通过冲压、切割等方式一体成型,一号端部4与一号花键齿5之间通过两次成型方式一体成型。
41.进一步的,分体式转向轴件主体6、二号连接孔7、二号u型槽8、二号端部9之间通过分体锻造的方式成型。
42.一种yoke与pipe一体式汽车转向轴件的制造方法,包括以下操作步骤:
43.s1:材料准备与上料检查:准备管柱原材料,对管柱原材料的质量、硬度、外表面进行检查,剔除不合格品,对产品进行送料操作,设备前端自动送料采用私服电机送机构板,到切刀位置用ccd进行切胶带定位,提高了切胶带的精度,搬运至翻转台上采用私服电机加高精度电缸提高了精度,进行精准上料操作;
44.s2:扩管操作:将扩管机的一端插入准备好的管柱的一端的位置,进行扩管操作,使管柱的一端部分位置进行扩张;
45.s3:一次花键齿成型操作:对管柱的另一端未扩张的位置进行花键齿成型操作,采用液压模具涨型工艺进行花键齿成型;
46.s4:冲压操作:对管柱扩管的一端进行压扁成型操作,采用模具冲压的方式将其压扁;
47.s5:二次花键齿成型操作:对管柱内部花键齿的部分进行二次成型操作,采用液压模具涨型工艺进行花键齿成型;
48.s6:切割操作:将s4步骤中利用模具冲压压扁的位置进行切割操作,采用激光切割的方法,将压扁的位置切割成u型槽的形状;
49.s7:孔加工:对u型槽的内部进行孔加工操作,采用mct铣车复合加工的方式进行孔
钻削加工;
50.s8:端面加工:对孔加工完毕后的u型圆管端面进行加工,采用cnc数控机床对圆管端面部位进行加工,一体式汽车转向轴件成型;
51.s9:表面处理:对成型后的一体式汽车转向轴件的外表面进行处理,采用电镀或者磷化的方式进行加工;
52.s10:标识:加工完毕后的一体式汽车转向轴件通过输送带进行出料操作,在输送带上通过刻印机对轴件进行批次刻印操作;
53.s11:出料检查:整体加工完毕后的一体式汽车转向轴件进行完成品全数检查操作,对其数量、质量、外表面进行检查,剔除不合格品,合格品即为加工完毕后的物件,操作结束。
54.进一步的,s3步骤与s5步骤中分别对花键齿进行两次成型操作,均采用液压模具涨型工艺进行花键齿成型。
55.进一步的,s4步骤中冲压操作采用模具冲压的方式,s6步骤中切割操作采用激光切割的方式。
56.进一步的,管柱原材料依次进行扩管、一次花键齿成型、压扁成型、二次花键齿成型、切割、孔加工、端面加工、外表面处理、刻印操作、成品检查操作得出一体式汽车转向轴件。
57.工作原理:本发明包括一体式转向轴件主体1、一号连接孔2、一号u型槽3、一号端部4、一号花键齿5、分体式转向轴件主体6、二号连接孔7、二号u型槽8、二号端部9、二号花键齿10,在进行制作成型的时候,包括以下操作步骤,s1:材料准备与上料检查:准备管柱原材料,对管柱原材料的质量、硬度、外表面进行检查,剔除不合格品,对产品进行送料操作,设备前端自动送料采用私服电机送机构板,到切刀位置用ccd进行切胶带定位,提高了切胶带的精度,搬运至翻转台上采用私服电机加高精度电缸提高了精度,进行精准上料操作;
58.s2:扩管操作:将扩管机的一端插入准备好的管柱的一端的位置,进行扩管操作,使管柱的一端部分位置进行扩张;
59.s3:一次花键齿成型操作:对管柱的另一端未扩张的位置进行花键齿成型操作,采用液压模具涨型工艺进行花键齿成型;
60.s4:冲压操作:对管柱扩管的一端进行压扁成型操作,采用模具冲压的方式将其压扁;
61.s5:二次花键齿成型操作:对管柱内部花键齿的部分进行二次成型操作,采用液压模具涨型工艺进行花键齿成型;
62.s6:切割操作:将s4步骤中利用模具冲压压扁的位置进行切割操作,采用激光切割的方法,将压扁的位置切割成u型槽的形状;
63.s7:孔加工:对u型槽的内部进行孔加工操作,采用mct铣车复合加工的方式进行孔钻削加工;
64.s8:端面加工:对孔加工完毕后的u型圆管端面进行加工,采用cnc数控机床对圆管端面部位进行加工,一体式汽车转向轴件成型;
65.s9:表面处理:对成型后的一体式汽车转向轴件的外表面进行处理,采用电镀或者磷化的方式进行加工;
66.s10:标识:加工完毕后的一体式汽车转向轴件通过输送带进行出料操作,在输送带上通过刻印机对轴件进行批次刻印操作;
67.s11:出料检查:整体加工完毕后的一体式汽车转向轴件进行完成品全数检查操作,对其数量、质量、外表面进行检查,剔除不合格品,合格品即为加工完毕后的物件,操作结束。
68.需要说明的是,在本文中,诸如第一和第二(一号、二号)等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
69.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。