1.本发明属于复合成形相关技术领域,更具体地,涉及一种基于熔融沉积技术的复杂承力部件成形装置。
背景技术:
2.在纤维增强热塑性复合材料领域,现有的熔融沉积(fdm)技术由于技术不够成熟,其打印的原材料只能是短纤维增强材料或者纯树脂,由于短纤增强材料相对于连续纤维而言强度一般弱了一个数量级,这就注定了其只能制备功能性部件而不能用于制备承力部件。而在航空航天、深海船舶、汽车制造等领域,随着装备轻量化与性能要求的不断提高,上述领域关键承力部件日趋整体化、复杂化,往往会在薄壁承力结构的基础上增加高筋、卷边、卡槽等功能附属结构,现有的方法一般都是将承力部件和功能性部件分体成形然后进行焊接组装,组装后组合件的力学性能尤其是层间剪切强度很差,且工艺繁琐,效率低下,成本高昂。因此鲜有人应用熔融沉积技术来制备承力部件。但熔融沉积技术确实是一体化制造最好的方式,如何将其应用于承力部件的制备具有重大的意义。如何整体化制备复杂承力部件成为热塑性复合材料领域的瓶颈问题。
技术实现要素:
3.针对现有技术的以上缺陷或改进需求,本发明提供了一种基于熔融沉积技术的复杂承力部件成形装置,通过设置红外预热单元和加热单元使得熔融沉积在开放的环境中快速恒温成形成为可能,进而通过结合可以铺放连续纤维高强度材料的纤维铺放系统实现承力部件的构造,使得复杂承力结构件的一体化制造成为可能,具有重大的工程应用价值。
4.为实现上述目的,按照本发明的一个方面,提供了一种基于熔融沉积技术的承力部件成形装置,所述装置包括纤维铺放系统以及熔融沉积系统:纤维铺放系统,包括送料盘、压辊以及激光加热单元,其中,送料盘用于装设预浸带,压辊用于将预浸带加压成形后送至所述熔融沉积系统的成形台,所述激光加热单元的光斑照射到压辊下方与成形台接触部位,用于对预浸带进行加热便于压辊压制成形;熔融沉积系统,包括打印头、成形台以及设于所述打印头上方的红外预热单元,所述成形台设有电加热单元,用于对所述成形台进行加热,所述加热单元与所述红外预热单元为所述打印头提供特定工作环境;工作模式切换与防干涉系统,所述工作模式切换与防干涉系统包括气缸螺杆和步进螺杆,其中,所述气缸螺杆设于所述压辊上,用于控制所述压辊的行程;所述步进螺杆的一端连接于所述熔融沉积系统,另一端与所述气缸螺杆连接,且其中部与一支点活动连接,当所述气缸螺杆向上移动时,所述步进螺杆绕支点向下运动,当所述气缸螺杆向下移动时,所述步进螺杆绕支点向上运动。
5.优选地,所述红外预热单元包括红外加热灯以及设于所述红外加热灯上部的反光罩,所述反光罩用于反射红外加热灯发射的光至打印区域以实现打印区域的加热。
6.优选地,所述红外加热灯为长管状,所述反光罩的开口为方形,所述红外加热灯其
布置方向与纤维铺放系统送入的预浸带方向平行。
7.优选地,所述红外加热灯通过螺杆与所述反光罩的外缘连接实现联动,通过所述螺杆调节所述反光罩的高度与位置从而调节其与所述红外加热灯的相对距离以实现对加热区域的控制;或者所述反光罩为褶皱伞状,通过调节所述褶皱伞状的褶皱程度调节所述反光罩的开度进而实现对加热区域大小的控制。
8.优选地,所述红外预热单元还包括红外温度探针和控制系统,所述控制系统连接所述红外温度探针和红外加热灯,所述红外温度探针用于探测打印区域的温度,所述控制系统用于根据所述红外温度探针探测的温度控制所述红外加热灯的功率以使打印区域的温度在预设范围内。
9.优选地,所述纤维铺放系统还包括前送料轮、测量轮、后送料轮、气动剪刀,所述测量轮设于所述前送料轮和后送料轮之间,用于对送料长度进行实时统计,所述前送料轮紧邻所述送料盘,所述压辊设于所述后送料轮后,所述气动剪刀设于所述后送料轮与所述压辊之间。
10.优选地,所述前送料轮、后送料轮以及压辊通过气缸或液压缸控制,其中所述前送料轮和后送料轮均包括两个配合的转轮,两者之间有间隙,所述间隙宽度等于所述预浸带的厚度。
11.总体而言,通过本发明所构思的以上技术方案与现有技术相比,本发明提供的一种基于熔融沉积技术的复杂承力部件成形装置具有如下有益效果:
12.1.由于熔融沉积技术对成形区域的环境要求十分严格,因此都是将成形区域进行密封成形,不与外界环境接触,加之熔融沉积技术的浆料强度提升有限所以不能实现承力结构件的制备,本技术通过设置红外预热单元和加热单元可以实现加工区域环境要求,因此使得加工区域位于开放的环境成为可能,进而与铺放高强度材料的纤维铺放系统联合实现高强度结构件的一体化成形。
13.2.红外加热灯优选为长管红外加热灯其布置方向与纤维铺放系统送入的预浸带方向平行,由于预浸带在传送过程中被激光加热,加热温度比较高,该红外加热灯与预浸带平行可以对预浸带进行接力加热使得所述预浸带缓慢降温,避免温度骤降对材料性能的影响。
14.3.通过可调节反光罩使得加热区域大小可控,通过调节红外加热灯的功率实现对加热区温度的控制,实现对不同零件大小和厚度的成形需求。
15.4.本技术的工作模式切换与防干涉系统包括气缸螺杆和步进螺杆,其中,所述气缸螺杆设于所述压辊上,用于控制所述压辊的行程;所述步进螺杆的一端连接于所述熔融沉积系统,另一端与所述气缸螺杆连接,且其中部与一支点活动连接,一则可以实现工作模式的切换,二则可以实现一个螺杆上升另一个螺杆下降,进而可以避免工作过程中两个系统之间、未工作系统与模具、平台等环境的干涉碰撞问题。
16.5.纤维铺放系统包括送料盘、压辊、激光加热单元、前送料轮、测量轮、后送料轮、气动剪刀可以实现长纤维高硬度材料的铺放要求,适用范围非常的广,可用于任何材料的铺放,可以实现任何高强度结构的制备,具有显著的应用价值。
附图说明
17.图1是本技术实施例的基于熔融沉积技术的复杂承力部件成形装置的结构示意图;
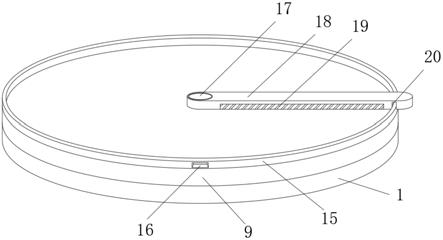
18.图2是本技术实施例的纤维铺放系统的结构示意图;
19.图3是本技术实施例的熔融沉积系统的结构示意图;
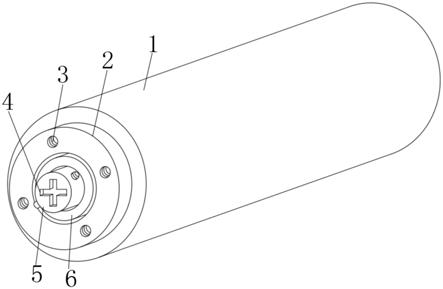
20.图4是本技术实施例成形的承力部件的结构示意图。
21.在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:
22.100
‑
纤维铺放系统:
23.110
‑
送料盘;111
‑
预浸带;120
‑
压辊;130
‑
激光加热单元;140
‑
前送料轮;150
‑
测量轮;160
‑
后送料轮;170
‑
气动剪刀;
24.200
‑
熔融沉积系统:
25.210
‑
成形台;220
‑
打印头;230
‑
红外预热单元;231
‑
红外加热灯;232
‑
反光罩;
26.310
‑
气缸螺杆;320
‑
步进螺杆;321
‑
支点;
27.a
‑
加热区域;b
‑
打印材料;c
‑
角撑;d
‑
卡扣;e
‑
高筋。
具体实施方式
28.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
29.熔融沉积技术对成形区域的环境要求十分严格,因此都是将成形区域进行密封成形,不与外界环境接触,加之熔融沉积技术的浆料强度提升有限所以不能实现承力结构件的制备,使得现有的熔融沉积技术只能用于功能结构的制备而不能实现承力结构的制备。通过设置红外预热单元和加热单元可以实现加工区域环境要求,因此使得加工区域位于开放的环境成为可能,因此结合可以铺放高强度材料的纤维铺放系统实现高强度结构件的一体化成形,具有显著的应用价值。
30.请参阅图1,本发明提供了一种基于熔融沉积技术的复杂承力部件成形装置,该装置包括纤维铺放系统100以及熔融沉积系统200。
31.如图2所示,纤维铺放系统100包括送料盘110、压辊120以及激光加热单元130,其中,送料盘110用于装设预浸带111,压辊120用于将预浸带111加压成形后送至所述熔融沉积系统200的成形台210,所述激光加热单元130的光斑照射到压辊下方与成形台210接触部位,用于对预浸带111进行加热便于压辊120压制成形。
32.本实施例中预浸带的材料为纤维增强热塑性复合材料。送料盘110的宽度与预浸带111宽度一致。激光加热单元130优选为二极管激光器,可以提供15mm
×
45mm矩形光斑,最高功率3kw,其光斑大小和功率可以根据预浸带的材料和需求进行调节。所述压辊120由刚性材料组成,z向自由度10mm行程,可以采用气缸或液压缸进行加压控制。
33.所述纤维铺放系统100还包括前送料轮140、测量轮150、后送料轮160、气动剪刀170。所述前送料轮140位于送料盘110与测量轮150中间,对预浸带111进行主动送料,所述测量轮150设于所述前送料轮140和后送料轮160之间,测量轮150设置有编码器用于对送料
长度进行实时统计。所述后送料轮160位于测量轮150与气动剪刀170中间,用于对预浸带111进行重送。所述前送料轮140紧邻所述送料盘110,所述压辊120设于所述后送料轮160后,所述气动剪刀170设于所述后送料轮160与所述压辊120之间,用于对预浸带111进行切断送料。
34.所述前送料轮140、后送料轮160以及压辊120通过气缸或液压缸控制,其中所述前送料轮140和后送料轮160均包括两个配合的转轮,两者之间有间隙,所述间隙的宽度等于所述预浸带111的厚度。
35.如图3所示,熔融沉积系统200,包括打印头220、成形台210以及设于所述打印头上方的红外预热单元230,所述成形台210设有电加热单元211,用于对所述成形台210进行加热,所述电加热单元211与所述红外预热单元230为所述打印头220提供特定工作环境。
36.与现有的熔融沉积系统不同的是,本技术中的熔融沉积系统200不包括密封成形区域的密封腔室,是开放式设置,并在打印头220上方设置红外预热单元230,在成形台210下设有电加热单元211,进而可以为打印头220提供特定温度的工作环境,本实施例中成形区域的温度控制在200~300℃。熔融沉积系统200的打印头220上方设有高温融腔,打印材料b通过该高温融腔熔化,加热温度为200~400℃,喷头的孔径为1.75mm,位于高温融腔下方。
37.所述红外预热单元230包括红外加热灯231以及设于所述红外加热灯上部的反光罩232,所述反光罩用于反射红外加热灯发射的光至打印区域以实现打印区域的加热。
38.所述红外加热灯为长管状,所述反光罩的开口为方形,所述红外加热灯其布置方向与纤维铺放系统送入的预浸带方向平行,并照射延伸至压辊处,例如该红外加热灯的加热区域a为15mm
×
30mm。
39.进一步的,所述红外加热灯通过螺杆与所述反光罩的外缘连接实现联动,通过所述螺杆调节所述反光罩的高度与位置从而调节其与所述红外加热灯的相对距离以实现对加热区域的控制;或者所述反光罩为褶皱伞状,通过调节所述褶皱伞状的褶皱程度调节所述反光罩的开度进而实现对加热区域大小的控制。
40.进一步的,所述红外预热单元230还包括红外温度探针和控制系统,所述控制系统连接所述红外温度探针和红外加热灯,所述红外温度探针用于探测打印区域的温度,所述控制系统用于根据所述红外温度探针探测的温度控制所述红外加热灯的功率以使打印区域的温度在预设范围内。例如,可以采用15mm宽度的红外灯在80w功率下对打印头前后0
‑
10mm范围内基材进行预热,使预沉积基材温度达到250℃,采用红外温度探针进行实时测温并进行pid反馈恒温控制
41.所述装置还包括工作模式切换与防干涉系统,包括气缸螺杆310和步进螺杆320,所述工作模式切换与防干涉系统包括气缸螺杆和步进螺杆,其中,所述气缸螺杆设于所述压辊上,用于控制所述压辊的行程;所述步进螺杆的一端连接于所述熔融沉积系统,另一端与所述气缸螺杆连接,且其中部与一支点321活动连接,当所述气缸螺杆向上移动时,所述步进螺杆绕支点向下运动,当所述气缸螺杆向下移动时,所述步进螺杆绕支点向上运动。熔融沉积系统的打印头上和压辊上附加两个独立的螺杆机构给予较大的上下行程来避免互相干涉的问题。通过纤维铺放系统进行承力结构的高效快速铺放成型,气缸螺杆310运动使纤维铺放系统工作机构上升进入停止工作状态,还可以通过气缸螺杆310的行程控制压辊
的压力进行控制其成形形状,步进螺杆320下降使熔融沉积系统下降进入工作状态,在铺放好的平板上进行熔融沉积成形角撑c、高筋e、卡扣d等功能结构,如图4所示。
42.综上所述,本技术采用复合成形头一体化成形复杂结构件整体性能好,精度高,无需考虑分体制造的装配问题,同时节省传统模具制造所需的成本和时间,实现低成本制造,本技术解决目前复杂热塑性结构件的高强高精整体制造瓶颈难题。
43.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。