1.本发明涉及模具技术领域,具体地,涉及一种复合材料壳体成型模具。
背景技术:
2.火箭、航天器及其分系统需要各种压力容器以贮存液体和气体,而航天器发射的巨额成本和可能的技术风险促进了空间压力容器在可靠性、压力容限、贮存寿命等方面的不断进步。近年来随着航空航天技术的发展,各种新型复合材料陆续应用于复合材料壳体的研制,促使纤维缠绕复合材料壳体展现出重量轻、比强度高、比模量高、可靠性高、安全性好、耐候性、耐腐蚀性好等优异特点。
3.大多数纤维缠绕构件均由模具保证内型面要求,复合材料壳体缠绕用模具目前主要有:纯金属芯模、可溶性芯模、冲洗式芯模、泡沫芯模、组合装配式芯模等。表1分别比较了几种模具的优缺点。
4.表1
5.序号模具类型优点缺点1纯金属精度高,稳定性好重量大,价格贵,脱模困难2可溶性可成型复杂形状制备困难,脱模环境要求高3冲洗式脱模方便精度低,稳定性差4泡沫重量轻,易制造复杂形状脱模难度大,精度偏低5组合装配式重量较轻,精度良好脱模周期较长
6.由于航空航天用复合材料壳体对内腔尺寸精度具有较高的要求,且对内壁的洁净度和内腔密封性的要求很高,因此需采用重量较轻,成型精度高,脱模彻底、无残留物的模具形式。尤其对于两极孔尺寸不一,且两极孔半径比偏大的复合材料壳体,对构件成型后模具的可脱模性要求更高。
7.综合比较表1中的几种模具形式,其中组合装配式芯模为最佳的模具形式。传统组合装配式芯模常为骨架式组合芯模,且常常选用金属骨架,金属骨架由于重量较大,适用性差。
8.经现有技术检索发现,中国实用新型专利公开号为cn212331911u,公开了一种分段复合材料发射筒模具,包括:模具筒体,包括多个分段筒体,多个分段筒体依次连接得到模具筒体;封头,设于模具筒体的端部;轴头,与封头连接;t型腹板筋,设于模具筒体内部,且位于相连的分段筒体之间和/或分段筒体与封头之间的接缝处,在过模具筒体轴线的面上,t型腹板筋的截面的端部形状为t形。该专利技术就存在上述相关问题。
技术实现要素:
9.针对现有技术中的缺陷,本发明的目的是提供一种复合材料壳体成型模具。
10.根据本发明提供的一种复合材料壳体成型模具,包括筒体、芯轴以及端板;
11.沿所述筒体的轴向方向切割为多块条状的瓣模,多块所述瓣模合抱于所述芯轴后
围成所述筒体,所述芯轴的两端位于所述筒体之外,所述瓣模的周向包络尺寸小于所述筒体的两端开口中至少一端开口的尺寸;
12.所述端板包括第一端板和第二端板,所述第一端板与所述第二端板分别套接于所述芯轴的两端,所述瓣模夹紧于所述第一端板和所述第二端板之间。
13.一些实施方式中,所述瓣模的侧边向内延伸形成筋板,相邻两个所述瓣模的两个所述筋板的外表面贴合接触。
14.一些实施方式中,所述筋板上设有插键和\或插槽,相邻两个所述筋板贴合接触时,所述插键适配插接于所述插槽内。
15.一些实施方式中,所述筋板的一端设有通孔,相邻两个所述筋板贴合接触后通过所述通孔进行紧固连接。
16.一些实施方式中,所述筋板与所述瓣模内表面之间的夹角记为α,所述夹角α的范围为80
°
~100
°
。
17.一些实施方式中,多块所述瓣模中包括第一瓣模、第二瓣模和第三瓣模,所述第一瓣模的夹角α为92
°‑
100
°
,两块所述第二瓣模成镜像对称地连接于所述第一瓣模的两侧,多块所述第三瓣模依次连接于两所所述第二瓣模之间。
18.一些实施方式中,所述芯轴的一端设有连接法兰,所述连接法兰设有钩槽,所述瓣模的一端设有钩头,所述钩头适配卡接于所述钩槽内。
19.一些实施方式中,所述瓣模的另一端设有螺孔,所述瓣模的另一端通过所述螺孔与所述第二端板紧固连接。
20.一些实施方式中,所述筒体为玻璃钢纤维材料。
21.与现有技术相比,本发明具有如下的有益效果:
22.1、本发明通过将壳体成型中用于纤维缠绕的筒体轴向分割为条状结构的瓣模,且设计瓣模的周向包络尺寸与筒体开口的尺寸,在壳体成型后能够极为方便地将瓣模抽出,解决了脱模难的问题,提高成型壳体的质量,同时瓣模可重复利用,降低了生产成本。
23.2、本发明通过优化筒体的材质,降低模具的质量,实现轻质化的同时,提高壳体的成型精度。
24.3、本发明通过芯轴与瓣模两者相适配连接结构的优化设计,提高模具的表面平整度和整体结构强度。
25.4、本发明通过瓣模结构设计的优化,提高瓣模围合成筒体后的结构稳定度和结构强度。
26.5、本发明通过瓣模上筋板角度的优化设计,降低脱模难度,提高脱模效率。
附图说明
27.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
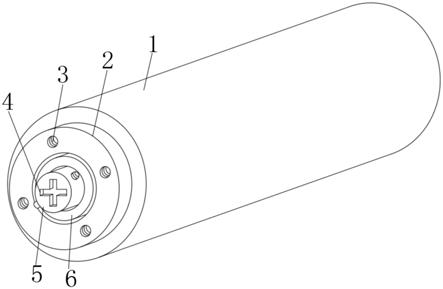
28.图1为本发明整体结构示意图;
29.图2为本发明瓣模结构示意图;
30.图3为本发明中不同型号瓣模组合示意图;
31.图4为本发明芯轴结构示意图;
32.图5为本发明第一端板结构示意图;
33.图6为本发明第二端板结构示意图。
具体实施方式
34.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
35.实施例1
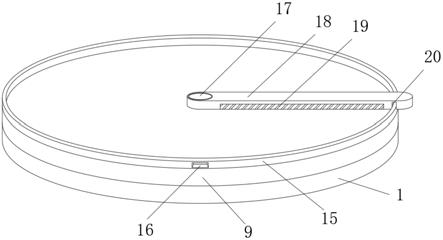
36.本发明提供了一种复合材料壳体成型模具,具体的是一种适用于通过缠绕方式成型为复合材料壳体结构的模具,包括有筒体1、芯轴2以及端板3。筒体1为两端具有开口的敞口结构,且筒体1通过纵向切割的方式形成多块瓣模10,其纵向切割的方式是指沿筒体1的轴向方向切割为大于等于2块数量的瓣模10,其中,可以均匀方式切割为相同弧度大小的多块瓣模10,亦可通过非均匀方式切割为弧度大小不同的多块瓣模10。被切割的多块瓣模10中的每一块的周向包络尺寸均小于筒体1两端开口中的至少一端开口的尺寸,亦可为被切割的多块瓣模10中的每一块的周向包络尺寸均小于筒体1两端开口中任意一端开口的尺寸。芯轴2的一端自筒体1的一端穿过至其另一端,且芯轴2的两端均延伸至筒体1的外侧,此时,由筒体1分割为的多块瓣模10合抱于芯轴2上,芯轴2用于被分割的多块瓣模10的紧固连接,同时还作为转轴带动围合成筒体1的多块瓣模10的转动。端板3包括有第一端板31和第二端板32,第一端板31和第二端板32安装于芯轴2的两端上,筒体1的两端置于第一端板31和第二端板32之间并被夹紧,其紧固方式可通过螺纹连接等方式实现。分体的瓣模10通过芯轴2、第一端板31以及第二端板32三者的结合获得良好的轴向与周向的紧固效果。第一端板31和第二端板32两者的形状可为圆盘形、方形或多边形,可根据筒体1两端的端面的形状进行相应的变化。
37.本发明的工作原理为:筒体1被分割为多块条状瓣模10,多块瓣模10通过拼接的方式合抱于芯轴2上形成筒体1,将第一端板31和第二端板32两者分别套设于芯轴2后,其第一端板31和第二端板32相对的两端面分别与筒体1的前后端面相接触并紧固连接,通过将第一端板31和第二端板32两者紧固于芯轴2上即可形成模具。通过芯轴2带动第一端板31和第二端板32同步转动,第一端板31和第二端板32带动由瓣模10围合成的筒体1进行转动,以此实现纤维的缠绕。通过纤维缠绕筒体1完成壳体成型后,拆除筒体1开口较大一端的第一端板31或第二端板32,进而抽出位于壳体内表面上的瓣模10后即可完成壳体的制作。
38.本发明通过将壳体成型中用于纤维缠绕的筒体进行轴向分割为条状结构的瓣模,且通过瓣模的周向包络尺寸与筒体1开口尺寸大小关系的设计,在壳体成型后可极为方便地将瓣模抽出,解决了脱模难的问题,提高成型壳体的质量,同时瓣模可重复利用,降低了生产成本。
39.实施例2
40.本实施例2是在实施例1的基础上形成,通过优化筒体的材质,降低模具的质量,实现轻质化的同时,提高壳体的成型精度。具体地:
41.筒体1的材质优选为玻璃钢纤维材料,通过玻璃钢纤维材料一体模压成型为分体
的瓣模10,或者通过玻璃钢纤维一体模压成型为整体的筒体1,继而再通过切割工艺将筒体1分割为多块瓣模10。筒体1的材质选用耐高温、高刚度的玻璃钢材料,可与待成型的复合材料壳体的固化温度和热膨胀性能相匹配,实现模具在高温下的可靠使用,有效保证产品的尺寸精度。
42.实施例3
43.本实施例3是在实施例1或实施例2的基础上形成,通过芯轴与瓣模两者相适配连接结构的优化设计,提高模具的表面平整度和整体结构强度。具体地:
44.芯轴2的一端设有连接法兰21,连接法兰21用于和瓣模10的端部连接。连接法兰21的外侧面沿周向方向设有一圈钩槽211,其钩槽211可为连续,亦可为非连续。相适配的,瓣模10与连接法兰21相适配连接的一端(记为前端)的端部内表面上通过开设沟槽的形式形成有钩头102。当瓣模10搭接于连接法兰21上时,其钩头102卡接于钩槽211内,此时,瓣模10的前端面可通过第一端板31的板面接触进行止挡,同时第二端板32与瓣模10的后端通过螺栓等形式连接后,其钩头102与钩槽211的配合可使瓣模10轴向形成一定的拉伸预紧力,提高瓣模10表面的平整度,进而提升模具表面的平整度。另外,钩头102与钩槽211的配合,还可使得第一端板31与瓣模10间无需通过螺栓等进行连接固定,减少了工艺操作步骤,提高组装效率。
45.优选的,瓣模10的后端上设置有通孔103,通孔103用于和第二端板32进行紧固连接,其紧固连接的方式优选为螺栓连接,方便拆卸,并可有效调节瓣模10的轴向拉伸预紧力。此时,为提高第一端板31与芯轴2的固定效果,可增加有挡块,挡块紧靠于第一端板31的外侧面,挡块与芯轴2进行螺纹连接。
46.实施例4
47.本实施例4是在实施例1
‑
3任一实施例的基础上形成,通过瓣模结构设计的优化,提高瓣模围合成筒体后的结构稳定性和结构强度。具体地:
48.经筒体1分割为多块的瓣模10,于瓣模10的侧边设置有筋板101,筋板101是自瓣模10的侧边向内延伸形成具有一定高度和厚度的筋板,此处,向内延伸是指自瓣模10内表面朝向筒体的内部方向延伸。当瓣模10拼接成筒体1时,其筋板101位于筒体1内。优选的,筋板101设置于每一块瓣模10的两侧边,更进一步的,每一块瓣模10两侧边的筋板101对称设置。当多块瓣模10合抱于芯轴2并拼接成筒体1时,相邻瓣模10上的筋板101的表面相贴合接触,此时,筋板101贴合接触的情况有以下几种:其一,当每一块瓣模10的两侧边均设置有筋板101时,多块瓣模10合抱形成筒体1后,其相贴合接触的筋板101的对数与瓣模10的数量相同;其二,当瓣模10仅一侧设置有筋板101时,形成筒体1后的相贴合接触的筋板101的对数则为瓣模10数量的一半(瓣模数量为偶数时)或少于瓣模10数量的一半(瓣模数量为奇数时);其三,部分瓣模10的两侧均设置有筋板101,部分瓣模10仅单侧形成筋板101,此时,形成筒体1后其相贴合接触的筋板101的对数则可根据设计要求而定。瓣模10的侧边向内延伸形成筋板101,在瓣模10拼接成筒体1时,通过相贴合接触的筋板10对瓣模10形成有效限位,提高形成筒体1的结构强度。
49.进一步的,在筋板101上设置有相互配合的插键1011和插槽1012,当两块筋板101相互贴合接触时,其一块筋板101中的插键1011插入另一块筋板101上的插槽1012内。通过插键和插槽的配合插接设置,对形成筒体1的瓣模10之间进行轴向和周向位移的限制,确保
筒体1的结构稳定性。其插键1011和插槽1012于筋板101上的设置方式,可为相配合接触的两块筋板101上分别设置1组或多组相匹配的插键1011、插槽1012,也可在同一块筋板101上设置有插键1011和插槽1012,两块筋板101贴合接触时实现相互的插接。插键1011的形状可为圆柱型、锥台型或跑道型,插槽1012与插键1011的位置与形状适配即可。
50.优选的,在筋板101上还设有通孔1013,至少相邻并相接触的筋板101上的通孔1013的位置相匹配,通过将螺栓穿过相接触的筋板101上的两个通孔1013后拧上螺母进行紧固连接,此时,可进一步提高瓣模10的连接牢固度,提升由多个瓣模10形成筒体1后的整体结构强度。
51.实施例5
52.本实施例5是在实施例1
‑
4任一实施例的基础上形成,通过瓣模上筋板角度的优化设计,降低脱模难度,提高脱模效率。具体地:
53.以每一个瓣模10两侧均设置有筋板101为例进行说明,设置于瓣模10侧边的筋板101与瓣模10内表面之间的夹角记为α,其夹角α的范围设置为80
°‑
100
°
之间。当夹角α为90
°
时,即当筋板101与瓣模10的内表面成垂直关系时,由筒体1分割成的每个瓣模10上的筋板101与瓣模10内表面的夹角均为90
°
,此时每两个筋板101可相互贴合接触。而当夹角α的范围在80
°
至90
°
或90
°
至100
°
时(不包括90
°
),此时由筒体1分割成的多个瓣模10将变为多种型号,例如,相邻的两块筋板101中的一块的夹角为85
°
时,相配合接触的另一块的夹角α记为95
°
,达到两者贴合接触的效果。筋板101与瓣模10内表面的夹角α的范围过大(大于100
°
)或过小(小于80
°
)时,不仅影响相互贴合接触的筋板101之间的支撑强度,而且夹角α过大或过小将增大筋板101相互叠压的力,导致脱模困难。
54.进一步优选的,多块瓣模10中包括有三种型号,分别记为第一瓣模10a、第二瓣模10b和第三瓣模10c,其中,第一瓣模10a为一块,第一瓣模10a中筋板101和瓣模内表面的夹角α为92
‑
100
°
,即第一瓣模10a两侧边的筋板101为外扩形式,两块第二瓣模10b分列于第一瓣模10a的两侧,且每一块第二瓣模10b与第一瓣模10a相邻接的筋板101的夹角α的范围为80
°‑
88
°
,与第一瓣模10a上两筋板适配接触,同时,位于每一块第二瓣模10b上另一侧的一块筋板101与瓣模内表面的夹角α为90
°
,其第三瓣模10c为多块,依次连接于两块第二瓣模之间,此时第三瓣模10c上的筋板101和瓣模10内表面的夹角α为90
°
。上述设计可总结为:第一瓣模10a为一块,位于其两侧的筋板101对称设置,夹角α为92
‑
100
°
,第二瓣模10b为两块,位于其两侧的筋板101为非对称设置,一边用于和第一瓣模10a相匹配,另一边用于和第三瓣模10c相适配,第三瓣模10c为两侧筋板101对称设置的同一型号的多块,夹设于两块第二瓣模10b之间。此种设计,即可通过部分筋板的倾斜设计保证瓣模形成筒体后的结构强度,进一步简化了瓣模的制作工艺,同时还可通过瓣模间形成适度的挤压力而降低脱模难度,提高脱模效率。
55.本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
56.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影
响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。