1.本发明涉及制鞋设备技术领域,具体为一种定制鞋垫的快速成型设备。
背景技术:
2.随着3d打印技术的不断发展,采用数字技术材料打印机来实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。例如珠宝、鞋类、工业设计等制造行业。
3.根据专利号cn201610076403.3,公开了一种个性化3d打印鞋垫及其制作方法.方法为:(1)获取足部尺寸基本数据,建立足部三维模型:将足底分区,通过足底每个区的相关数据,分析足部的健康状况,确定每个区的三维曲面和足部的三维曲面:(2)所述鞋垫包括底层、中层和上层,底层材料为热塑性聚合物硬质材料,中层材料为改性聚氨酯弹性体,顶层材料为尼龙植物纤维复合材料:(3)根据足部三维模型、足底各区的相关数据、足部的健康状况以及个人需求推导出贴合足部的鞋垫结构模型:(4)鞋垫3d打印。本发明的方法经济、便捷、高效,并可以针对足底不同区域进行局部材料性能的个性化调节,制备出能够满足不同人需求的鞋垫。
4.而3d打印技术对鞋类制造而言,带来的飞跃的发展,通过数据编辑,极大的提高了鞋垫制作的速度、质量。使得制作出来的鞋垫和设计参数相差无几,使得鞋垫更加符合人工工程学的设计要求。
5.而目前的3d打印设备在对鞋垫进行制作的时候,会在作业区放置一块底板,而鞋垫则是直接打印在该底板,完成之后工人人工跟换底板,并将底板上的鞋垫取出。
技术实现要素:
6.解决的技术问题
7.本发明提供的一种定制鞋垫的快速成型设备,旨在解决先阶段3d打印设备使用占用人力资源较多,无法进行流水线自动生产。
8.技术方案
9.为解决上述技术问题,本发明的实施例采用的技术方案是:一种定制鞋垫的快速成型设备,包括3d打印机本体,还包括:
10.沿竖直堆放于码放架组件内的多个鞋垫板;
11.设置于机架中心处的传送机构;
12.所述码放架组件和所述3d打印机本体沿着所述传送机构的输送方向对称安装于所述机架的顶部,所述传送机构被装配用于将所述码放架组件内逐个下落的鞋垫板运输至所述码放架组件的打印机头正下方脱离、并在预定时间内再次被输送。
13.作为优选,所述传送机构上分别设置有呈线性阵列交错排布的推板组件i和推板组件ii,所述机架上设置有切换组件,所述切换组件被装配用于以下两个工位活动设置:工位一,驱使由所述推板组件i推送至所述3d打印机本体作业区的鞋垫板解除抵推状态;工位
二,驱使位于所述推板组件i后方的推板组件ii抵推鞋垫板驶离3d打印机本体作业区。
14.作为优选,所述码放架组件上设置有下料组件,所述下料组件被装配用于堆放的鞋垫板逐个下放,并被传送机构上的推板组件i抵推移动。
15.作为优选,所述码放架组件由四根关于所述传送机构两两对称分布的立柱组成,四个所述立柱相邻一侧的边角均开设有缺槽,且四个缺槽组合形成可供所述鞋垫板堆放的腔室;
16.四个所述立柱靠近所述机架一端的外壁开设有彻底贯穿其中一侧内壁的凹槽,且四个凹槽组合形成导滑轨,而导滑轨的出口方向与所述传送机构的输送方向一致;
17.所述下料组件被装配用于使腔室内堆放的鞋垫板逐个下放至所述导滑轨内,并随传送机构传送被所述推板组件i推走。
18.作为优选,所述下料组件包括红外线感应器、气缸、抵推杆以及安装板,所述安装板的数量为两个、并对称安装于所述码放架组件相邻两侧的外壁上,所述安装板位于所述机架的顶部,所述安装板相对所述机架一侧的外壁居中设置有铰接座,所述抵推杆轴向转动设置于所述铰接座上,所述气缸安装于所述安装板上、且输出端安装于有导轨块,所述导轨块被装配用于受所述气缸驱动使所述抵推杆摆动以逐个释放鞋垫板,所述红外线感应器被装配用于受逐个通过的推板组件i使所述气缸电路接通。
19.作为优选,所述传送机构包括对称分布的支架、传送带以及辊轴,所述辊轴的数量为四个、且每两个辊轴沿竖直方向轴向转动设置于一个支架上,所述传送带套设于四个所述辊轴的外侧,所述辊轴外壁居中开设有避让槽,所述避让槽被装配用于避让所述推板组件i和推板组件ii。
20.作为优选,所述推板组件i和所述推板组件ii包括安装座和拨杆,所述安装座的数量为若干个、并呈线性阵列安装于所述传送机构的传送带带面上,所述拨杆轴向转动设置于所述安装座的端口内、且位于所述传送带内侧的一端为抵触部、而延伸至所述传送带上表面的一端为推挡部,所述抵触部与所述切换组件相配合。
21.作为优选,所述安装座相对两侧的内壁均安装有旋转盘,两个所述旋转盘相邻一侧的外壁分别设置有转轴杆,所述转轴杆插接于所述拨杆相对两侧的外壁开设的镗孔内以形成轴接配合,所述转轴杆上套设有扭簧,所述拨杆和所述镗孔内均设置有卡板、并通过所述卡板使所述拨杆旋转角度保持在预定范围内。
22.作为优选,所述推板组件i上的抵触部和所述推板组件ii上的抵触部朝向相反,所述推板组件i上的扭簧和所述推板组件ii上的扭簧扭矩方向互逆。
23.作为优选,所述抵触部的尾端上轴向转动设置有转杆,所述切换组件包括设置于机架上、并位于传送带内侧的顶推板,所述顶推板被装配用于与所述转杆相切以使所述拨杆偏转;所述机架内部对称开设有凹槽,且凹槽内安装有弹性件,所述弹性件被装用于顶推所述顶推板以靠近所述机架顶部。
24.与现有技术相比,本发明的实施例所提供的一种定制鞋垫的快速成型设备,具备以下有益效果:在原有的3d打印机本体基础增加了传送机构以及码放架组件,通过利用传送机构传送的原理进行改进,利用在传送机构上增加的推板组件i、推板组件ii以及切换组件三者之间的配合,推板组件i、推板组件ii是交错呈线性阵列安装于传送带上的,且每个推板组件i、推板组件ii保持预定间距,当推板组件i行至接近码放架组件的时候,下料组件
检测并逐个释放鞋垫板,而推板组件i则推动鞋垫板前进,而当前进的鞋垫板位于3d打印机本体的作业区域的时候,推板组件i受到切换组件的作用而解除对鞋垫板的推挡,此时,3d打印机本体开始打印鞋垫,而此时的传送机构传输速率降低,当3d打印机本体完成打印鞋垫的时候,刚好推板组件ii行至此,受到切换组件的作用而对鞋垫板的推挡,带动鞋垫板脱离传送机构。整个生产环节极大的降低了人工的参与,使得该技术可应用于流水线生产,提高了整体的生产效率,并降低了相应的人工成本。
25.应当理解,前面的一般描述和以下详细描述都仅是示例性和说明性的,而不是用于限制本公开。
26.本技术文件提供本公开中描述的技术的各种实现或示例的概述,并不是所公开技术的全部范围或所有特征的全面公开。
附图说明
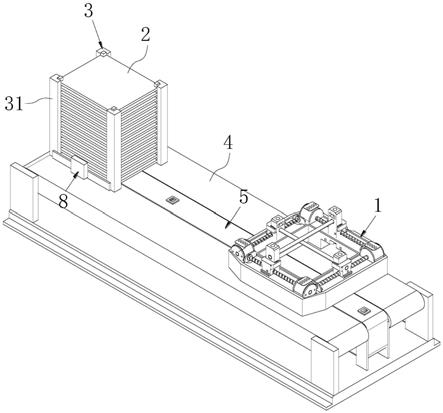
27.图1为本发明提供的一种定制鞋垫的快速成型设备的整体结构示意图;
28.图2为本发明提供的一种定制鞋垫的快速成型设备的传送机构、推板组件i和推板组件ii装配关系结构示意图;
29.图3为本发明提供的一种定制鞋垫的快速成型设备的传送机构结构示意图;
30.图4为本发明提供的一种定制鞋垫的快速成型设备的推板组件i结构示意图;
31.图5为本发明提供的一种定制鞋垫的快速成型设备的推板组件ii结构示意图;
32.图6为本发明提供的一种定制鞋垫的快速成型设备的拨杆结构示意图;
33.图7为本发明提供的一种定制鞋垫的快速成型设备的码放架组件和下料组件装配关系结构示意图;
34.图8为本发明提供的一种定制鞋垫的快速成型设备的鞋垫板结构示意图;
35.图9为本发明提供的一种定制鞋垫的快速成型设备的切换组件和推板组件i、推板组件ii的关系结构示意图。
36.图中:1、3d打印机本体;2、鞋垫板;3、码放架组件;31、立柱;324、机架;5、传送机构;51、传送带;52、辊轴;521、避让槽;6、推板组件i;7、推板组件ii;300、安装座;301、拨杆;3010、抵触部;3011、推挡部;3012、转杆;302、旋转盘;303、转轴杆;304、扭簧;305、卡板;8、下料组件;81、气缸;82、抵推杆;83、安装板;9、切换组件;91、顶推板;92、弹性件;100、腔室;200、导滑轨。
具体实施方式
37.使得本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
38.除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连
接,还可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
39.如图1至图9所示,本发明提供的一种定制鞋垫的快速成型设备,包括3d打印机本体1,还包括:
40.沿竖直堆放于码放架组件3内的多个鞋垫板2。进一步的,码放架组件3上设置有下料组件8,下料组件8被装配用于堆放的鞋垫板2逐个下放,并被传送机构5上的推板组件i6抵推移动。
41.设置于机架4中心处的传送机构5,进一步的,传送机构5上分别设置有呈线性阵列交错排布的推板组件i6和推板组件ii7,机架4上设置有切换组件9,切换组件9被装配用于以下两个工位活动设置:工位一,驱使由推板组件i6推送至3d打印机本体1作业区的鞋垫板2解除抵推状态;工位二,驱使位于推板组件i6后方的推板组件ii7抵推鞋垫板2驶离3d打印机本体1作业区。
42.再者,根据图1可知,码放架组件3和3d打印机本体1沿着传送机构5的输送方向对称安装于机架4的顶部,传送机构5被装配用于将码放架组件3内逐个下落的鞋垫板2运输至码放架组件3的打印机头正下方脱离、并在预定时间内再次被输送。
43.在具体的实施过程中,每个推板组件i6、推板组件ii7保持预定间距,当推板组件i6行至接近码放架组件3的时候,下料组件8检测并逐个释放鞋垫板2,而推板组件i6则推动鞋垫板2前进,而当前进的鞋垫板2位于3d打印机本体1的作业区域的时候,推板组件i6受到切换组件9的作用而解除对鞋垫板2的推挡,此时,3d打印机本体1开始打印鞋垫,而此时的传送机构5传输速率降低,当3d打印机本体1完成打印鞋垫的时候,刚好推板组件ii7行至此,受到切换组件9的作用而对鞋垫板2的推挡,带动鞋垫板2脱离传送机构5,周而复始进行工作。
44.需要说明的是,该流水线整体的运行程序以及相应的程序语言属于本领域技术人员所公知的技术常识,且不属于本发明保护的客体范围,因此在本发明中不做详细的赘述。
45.上述方案中,根据图7可知,该码放架组件3由四根关于传送机构5两两对称分布的立柱31组成,四个立柱31相邻一侧的边角均开设有缺槽,且四个缺槽组合形成可供鞋垫板2堆放的腔室100。并且四个立柱31靠近机架4一端的外壁开设有彻底贯穿其中一侧内壁的凹槽,且四个凹槽组合形成导滑轨200,而导滑轨200的出口方向与传送机构5的输送方向一致。简言之就是,鞋垫板2是堆放在腔室100内的,而下料组件8被装配用于使腔室100内堆放的鞋垫板2逐个下放至导滑轨200内,并随传送机构5传送被推板组件i6推走。
46.在实施例中,该下料组件8包括红外线感应器、气缸81、抵推杆82以及安装板83,安装板83的数量为两个、并对称安装于码放架组件3相邻两侧的外壁上,安装板83位于机架4的顶部,安装板83相对机架4一侧的外壁居中设置有铰接座,抵推杆82轴向转动设置于铰接座上,气缸81安装于安装板83上、且输出端安装于有导轨块,导轨块被装配用于受气缸81驱动使抵推杆82摆动以逐个释放鞋垫板2,红外线感应器被装配用于受逐个通过的推板组件i6使气缸81电路接通。即当推板组件i6行至接近码放架组件3的时候,红外线感应器的射线被推板组件i6阻断,此时气缸8电路接通,驱使抵推杆82摆动,失去对鞋垫板2的依托,最下层的鞋垫板2释放,2s之后气缸8驱使抵推杆82摆动,使得推杆82再次依托鞋垫板2,而被传动机构5传送移动的推板组件i6则推动鞋垫板2前进驶向3d打印机本体1。
47.更为进一步的,本发明作为进一步提供的技术方案,根据图2和图3可知,该传送机构5包括对称分布的支架、传送带51以及辊轴52,辊轴52的数量为四个、且每两个辊轴52沿竖直方向轴向转动设置于一个支架上,传送带51套设于四个辊轴52的外侧,辊轴52外壁居中开设有避让槽521,避让槽521被装配用于避让推板组件i6和推板组件ii7。在具体的实施过程中,该传送机构5的驱动导动力为步进电机,步进电机驱动其中一个辊轴52旋转,而使得传送带51旋转。并且避让槽521的设置则是为了方便旋转过程中推板组件i6和推板组件ii7部件的通过,在此不做详细的赘述。
48.作为本发明作为进一步提供的技术方案,根据图4和图5可知,推板组件i6和推板组件ii7包括安装座300和拨杆301,安装座300的数量为若干个、并呈线性阵列安装于传送机构5的传送带51带面上,拨杆301轴向转动设置于安装座300的端口内、且位于传送带51内侧的一端为抵触部3010、而延伸至传送带51上表面的一端为推挡部3011,抵触部3010与切换组件9相配合。
49.再者,安装座300相对两侧的内壁均安装有旋转盘302,两个旋转盘302相邻一侧的外壁分别设置有转轴杆303,转轴杆303插接于拨杆301相对两侧的外壁开设的镗孔内以形成轴接配合,转轴杆303上套设有扭簧304,拨杆301和镗孔内均设置有卡板305、并通过卡板305使拨杆301旋转角度保持在预定范围内。
50.同时,推板组件i6上的抵触部3010和推板组件ii7上的抵触部3010朝向相反,推板组件i6上的扭簧304和推板组件ii7上的扭簧304扭矩方向互逆。
51.在上述方案中,根据图9可知,抵触部3010的尾端上轴向转动设置有转杆3012,切换组件9包括设置于机架4上、并位于传送带51内侧的顶推板91,顶推板91被装配用于与转杆3012相切以使拨杆301偏转;机架4内部对称开设有凹槽,且凹槽内安装有弹性件92,弹性件92被装用于顶推顶推板91以靠近机架4顶部。推板组件i6、推板组件ii7上的拨杆301接触顶推板91的时候,其原始的推挡部3011朝向就会发生变化,从而实现方案中的,推板组件i6送达鞋垫板2的避让以及鞋垫板2完成打印之后被推板组件ii送离传送机构5的目的(图4和图5为推板组件i6、推板组件ii7的拨杆301原始状态下的位置状态)。
52.以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。