1.本实用新型涉及无纺布生产设备,具体涉及一种无纺布袋成型机的侧边焊接机构。
背景技术:
2.焊接机构是无纺布袋成型机的重要组成部分,当无纺布料在通过成型机构成行为所需形状的无纺布袋后,需要通过焊接封机构将还未无纺布袋侧边未连接的部位热封粘接在一起。
3.中国专利文献(公开号:cn103817974a,公开日:2014年5月28日)公开了一种无纺布袋成型机,包括支架(1),所述的支架(1)上设有切料机构(2)、送料机构(3)、成型机构(4)、热封机构(5),其特征在于:所述的成型机构(4)包括有模具(41)、第一成型挡板(42)、第二成型挡板(43)、侧边成型推板(44)、底边成型推板(45),所述的第一成型挡板(42)、第二成型挡板(43)对称设置,所述的热封机构(5)包括对称设置的第一热封头(51)、第二热封头(52),所述的第一成型挡板(42)、第二成型挡板(43)位于第一热封头(51)、第二热封头(52)两侧,所述的模具(41)、底边成型推板(45)沿z轴方向滑移运动,所述的侧边成型推板(44)沿x轴方向滑移运动,所述的热封头沿y轴方向滑移运动,所述的模具(41)有抵压带动布料移至成型挡板、热封头之间的第一位置和位于布料上方的第二位置,在所述的第一位置中,所述的侧边成型推板(44)、底边成型推板(45)有移动并使布料贴合至模具(41)表面的第三位置。
4.在上述技术方案中,焊接结构,即其所述的热封机构,该热封机构仅仅是对称设置的第一热封头和第二热封头,在模具上分别安装有与第一热封头、第二热封头对应的热封垫板,在进行热封作业时,第一热封头和第二热封头分别靠近模具将无纺布袋的热封端压合在热封头和模具上的热封垫板之间完成热封作业,对其进行焊接。由于这个焊接过程是热封头的焊接面与热风垫板进行面与面接触,在实际使用过程中,当无纺布袋的厚度或者材质发生变化时,容易发生部分位置热封焊接不完整的情况,影响无纺布袋整体的焊接效率和质量。
技术实现要素:
5.鉴于背景技术的不足,本实用新型所要解决的技术问题是提供一种结构简单,设计合理,将面与面的定焊接改变为动焊接,使得无纺布袋的焊接部位以移动的方式连续改变焊接位置进行,以提高无纺布袋侧边连接的牢固度,进而保证无纺布袋的焊接质量的无纺布袋成型机的侧边焊接机构。
6.为此,本实用新型是采用如下方案来实现的:
7.无纺布袋成型机的侧边焊接机构,包括可升降设置的模具,在所述模具的两侧分别设置有第一热封头组件和第二热封头组件,各个热封头组件与对应的水平驱动组件连接,其特征在于:所述模具在与第一热封头组件和第二热封头组件的对应侧均设置有滚轮,
所述滚轮与升降驱动组件连接。
8.所述滚轮设置升降座上,所述升降座与升降驱动组件连接。
9.所述升降座上连接有滑座,所述模具上设置有与所述滑座配合连接的滑轨。
10.所述升降驱动组件包括安装在模具上的驱动电机、传动带和两个传动轮,所述传动带绕装在两个传动轮上,其中一个传动轮与驱动电机传动连接,所述传动带上连接压合件。
11.模具在与第一热封头组件和第二热封头组件的对应侧均设置有侧板,所述侧板在与压合件的对应处开设有让位槽。
12.所述第一热封头组件和第二热封头组件均采用超声波热封头。
13.所述第一热封头组件包括上热封头和下热封头,所述上热封头上具有呈竖向设置的第一条形热封段,所述下热封头上具有呈横向设置的第二条形热封段。
14.所述上热封头上设有焊接齿,或者在所述滚轮上的轮面上环绕地设置有焊接齿。
15.采用上述技术方案,本实用新型的优点为:通过设置可移动的压合件与热封头组件配合来实现热封头组件进行无纺布袋热封端的压紧热封,将现有技术的面与面定焊接改变为滚动点焊接,使得无纺布袋的焊接部位以移动的方式连续改变焊接位置进行,以提高无纺布袋侧边连接的牢固度,进而保证无纺布袋的焊接质量。即便无纺布袋的厚度、材质等发生变化时,也能够保证其热封端能够完整可靠地热封合在一起。
附图说明
16.本实用新型有如下附图:
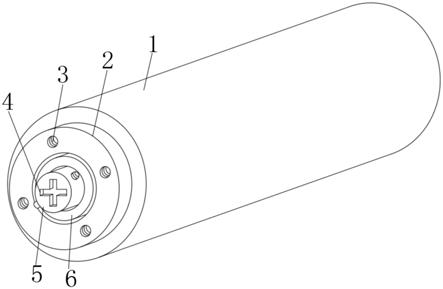
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的模具去掉侧边后的视图;
19.图3为本实用新型的第一热封组件处的结构图;
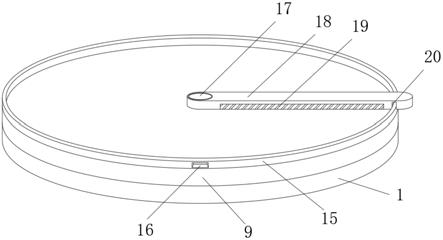
20.图4为热封合后无纺布袋的结构图。
具体实施方式
21.如图所示,本实用新型公开的无纺布袋成型机的侧边焊接机构,包括可升降设置的模具7,在模具7的两侧分别设置有第一热封头组件和第二热封头组件,本实施例中,第一热封头组件和第二热封头组件均采用超声波热封头。各个热封头组件与对应的水平驱动组件连接,本实施例中,热封头组件通过对应热封驱动气缸1带动其进行水平移动,当然也可以采用齿轮齿条、直线电机等常见的结构来实现其动作,模具7在与第一热封头组件和第二热封头组件的对应侧均设置有滚轮10,滚轮10与升降驱动组件连接,将无纺布袋的侧面进行热封焊接时,第一热封头组件和第二热封头组件在气缸1的驱动下,将无纺布袋的侧边热封端压紧在对应的热封头组件和滚轮之间。其中第一热封头组件和第二热封头组件均包括上热封头2和下热封头3,上热封头2上具有呈竖向设置的第一条形热封段13,下热封头3上具有呈横向设置的第二条形热封段15,在第二条形条热封段15的下方具有分别呈左右倾斜设置的第三条形热封段16,通过第一、第二和第三热封段进行热封,将无纺布袋上的对应的第一条形段18、第二条形段19和第三条形段20压合热封焊接一起。其中,升降驱动组件包括安装在模具上驱动电机6、传动带和两个传动轮,传动带绕装在两个传动轮上,其中一个传
动轮与驱动电机6传动连接,传动带8上连接压合件,通过控制驱动电机6带动传动带8动作,即可控制滚轮10进行升降。升降座9上连接有滑座,模具7上设置有与滑座配合连接的滑轨12,对升降座9的升降进行导向。当然,也可以采用齿轮齿条、直线电机等常见的结构来实现其动作。
22.本实施例中,滚轮10可滚动地设置升降座9上,升降座9与升降驱动组件连接,通过升降驱动组件带动滚轮10进行移动,使得滚轮10与热封头组件配合将无纺布袋的侧边热封端压合热封在一起,而滚轮10的轮面上环绕地设置有焊接齿11,因而,滚轮10与上热封头2压紧时,滚轮10以在升降的同时以滚动方式与上热封头2配合,使得其焊接部位呈点接触压紧,能够提供更大的热封作用力,将现有技术中的面与面定焊接改变为滚动点焊接,使得无纺布袋的焊接部位以滚动的方式连续改变焊接位置进行,以提高无纺布袋侧边连接的牢固度,进而保证无纺布袋的焊接质量。即便无纺布袋的厚度、材质等发生变化时,也能够保证其热封端能够完整可靠地热封合在一起。当然,这种焊接齿11也可以设置在上热封头2上,将滚轮10的轮面变成光滑面,其效果也是相同的。模具7在与第一热封头组件和第二热封头组件的对应侧均设置有侧板5,以便滚轮10以及其升降驱动组件的组装,侧板5在与滚轮10的对应处开设有让位槽4,滚轮10露出让位槽4,方便与热封头组件的配合压紧热封作业。本实用新型的工作原理是:无纺布基材经过成型机构成型为无纺布袋17时,无纺布袋两侧边的热封端还没有连接在一起,此时第一、第二热封头组件中的上、下热封头在驱动组件的带动下将无纺布袋两侧的热封端紧压在热封头和滚轮10之间,且滚轮10在升降驱动组件的带动下进行升降,在这一过程中滚轮10与热封头之间呈点接触挤压配合,能够有效提高施加在无纺布袋热封端的热封压合作用力,在滚轮10上下移动的过程中,滚轮10滚动,因此,可以以滚动的方式对无纺布袋热封端进行动焊接,当滚轮上行或者下降一个行程,就将其热封焊接完毕,这种点接触的焊接方式,使得其牢固度极大提高,能够保证无纺布袋在厚度变化或者材质发生变化时,依然能够精准完整地完成热封焊接作业。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。