1.本技术涉及注塑模具技术领域,特别地涉及一种凸模装置及模具设备。
背景技术:
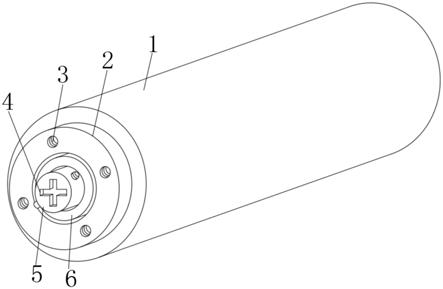
2.传统的模具在产品内槽结构处一直存在困气状况,只能通过在模具侧面设计排气槽(参照附图1)进行排气,但实际效果并不好,仍然会造成困气。气体排出不顺畅将会导致产品缺胶、发黑、烧焦,影响产品注塑成型,会对塑料制品的质量和整个注塑工艺都会产生不良影响,比如出现夹纹,流痕,或加大注塑压力,导致型腔锁模不够,容易形成飞边等问题。
技术实现要素:
3.有鉴于此,本技术实施例的目的在于提供一种凸模装置,所述凸模装置,可有效地解决上述技术问题。
4.第一方面,本技术实施例提供一种的凸模装置,包括凸模部以及排气装置;其中,所述凸模部采用透气材料制成,所述排气装置与所述凸模部连通用于排气或者吸气。
5.在根据第一方面的可选的实施例中,所述凸模部采用透气钢制成。需要说明的,将凸模部采用透气钢制成,透气钢是一种由细颗粒圆球体粉末不锈钢经高温烧结而成,内部各个方向均匀布满微小排气孔,也叫多孔材料或多孔金属,故本技术中的凸模部采用透气钢材料制成可有效地解决注塑模具出现困气的问题。
6.在根据第一方面的可选的实施例中,所述排气装置包括分布于所述凸模部的支管以及与所述支管连通的总管;所述总管被构造为,向所述支管抽气或者排气使得所述支管向所述凸模部抽气或者排气。需要说明的,在本技术中,将所述排气装置包括分布于所述凸模部的支管以及与所述支管连通的总管,在使用过程中,通过向总管抽气或者排气进而实现所述支管向所述凸模部抽气或者排气,进而可根据用户的需求实现排出堵塞颗粒或者排出困气。
7.在根据第一方面的可选的实施例中,所述支管均匀分布于所述凸模部的内侧。需要说明的,在本技术中,将所述支管均匀分布于所述凸模部的内侧便于有效地实现均匀地排气以及反吹自清洗。
8.在根据第一方面的可选的实施例中,所述支管的横截面形状设置为圆形或椭圆形。
9.在根据第一方面的可选的实施例中,所述凸模装置还包括冷却组件,所述冷却组件与所述凸模部连接。需要说明的,所述凸模装置还包括冷却组件,所述冷却组件与所述凸模部连接,设置冷却组件用于给所述凸模部降温。
10.在根据第一方面的可选的实施例中,所述冷却组件设置为循环水冷管。需要说明的,将所述冷却组件设置为循环水冷管,便于实现对凸模部降温。
11.在根据第一方面的可选的实施例中,所述循环水冷管均布于所述凸模部的内侧。
需要说明的,将所述循环水冷管均布于所述凸模部的内侧,便于实现对凸模部均匀降温。在根据第一方面的可选的实施例中,所述凸模部以及所述排气装置通过3d打印一体成型。需要说明的,将所述凸模部以及所述排气装置通过3d打印一体成型,便于提高凸模装置的生产效率,同时免于装配等过程,还可以增强整体结构的稳定性。
12.本技术还提供了一种模具设备,所述模具设备包括凹模装置以及上述的凸模装置。
13.本技术提供的一种凸模装置,与现有技术相比,至少具备有以下有益效果:
14.本技术提供的凸模装置,包括凸模部以及排气装置;其中,所述凸模部采用透气材料制成,所述排气装置与所述凸模部连通用于排气或者吸气。将凸模部采用透气材料制成,在加工过程中,可通过透气材料将压模过程中产生的气体通过凸模部本身的透气性排出至排气装置,通过排气装置排出,进而避免出现气体排出不顺畅将会导致产品缺胶、发黑、烧焦,影响产品注塑成型等现象,进而保证注塑制品的质量,且提升了注塑产品生产效率。同时,通过设置与凸模部连通的排气装置还可用于反吹,进而排出凸模部透气孔内堵塞的注塑料的细微颗粒,使得凸模部的清洗过程更加简单易操作,进一步保证凸模装置的自清洗,提高清洗效率,延长凸模装置的使用寿命,降低生产成本,同时节省了模具保全费用。
15.本技术提供的模具设备由于包括上述的凸模装置,因此也具备有上述的有益效果。
附图说明
16.在下文中将基于实施例并参考附图来对本技术进行更详细的描述。
17.图1是现有技术的凸模装置的结构示意图;
18.图2是本技术实施例的凸模装置以及注塑产品在第一视角下的结构示意图;
19.图3是本技术实施例的凸模装置以及注塑产品在第二视角下的结构示意图;
20.图4是本技术实施例的凸模装置的凸模部在第一视角下的结构示意图;
21.图5是本技术实施例的凸模装置的凸模部在第二视角下的结构示意图;
22.图6是本技术实施例的凸模装置的排气装置的结构示意图;
23.图7是本技术实施例的凸模装置的排气装置以及凸模部的结构示意图;
24.图8是本技术实施例的凸模装置的整体结构示意图;
25.图9是本技术实施例的凸模装置的加工的注塑产品的结构示意图。
26.在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例绘制。
27.附图标记:
28.10
‑
凸模装置;11
‑
凸模部;13
‑
排气装置;131
‑
支管;133
‑
总管;15
‑
冷却组件;17
‑
注塑产品。
具体实施方式
29.下面结合具体实施方式,进一步阐述本技术。应理解,这些具体实施方式仅用于说明本技术而不用于限制本技术的范围。
30.为了简明,本文仅具体地公开了一些数值范围。然而,任意下限可以与任何上限组合形成未明确记载的范围;以及任意下限可以与其它下限组合形成未明确记载的范围,同
样任意上限可以与任意其它上限组合形成未明确记载的范围。此外,每个单独公开的点或单个数值自身可以作为下限或上限与任意其它点或单个数值组合或与其它下限或上限组合形成未明确记载的范围。
31.在本文的描述中,需要说明的是,除非另有说明,“以上”、“以下”为包含本数,“一种或几种”中“几种”的含义是两种及两种以上。
32.除非另有说明,本技术中使用的术语具有本领域技术人员通常所理解的公知含义。除非另有说明,本技术中提到的各参数的数值可以用本领域常用的各种测量方法进行测量(例如,可以按照在本技术的实施例中给出的方法进行测试)。
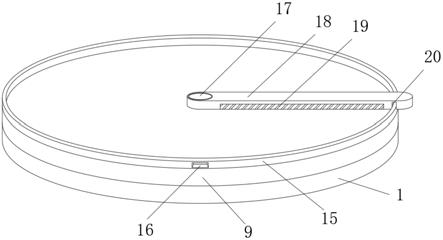
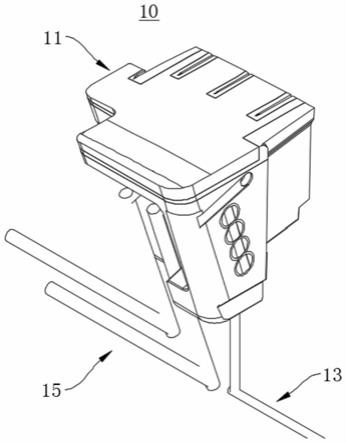
33.请参照图2至图8,本技术实施例提供一种的凸模装置10,包括凸模部11以及排气装置13;其中,所述凸模部11采用透气材料制成,所述排气装置13与所述凸模部11连通用于排气或者吸气。
34.本技术提供的凸模装置10,包括凸模部11以及排气装置13;其中,所述凸模部11采用透气材料制成,所述排气装置13与所述凸模部11连通用于排气或者吸气。将凸模部11采用透气材料制成,在加工过程中,可通过透气材料将压模过程中产生的气体通过凸模部11本身的透气性排出至排气装置13,通过排气装置13排出,进而避免出现气体排出不顺畅将会导致产品缺胶、发黑、烧焦,影响产品注塑成型等现象,进而保证注塑制品的质量,且提升了注塑产品17生产效率。同时,通过设置与凸模部11连通的排气装置13还可用于反吹,进而排出凸模部11透气孔内堵塞的注塑料的细微颗粒,使得凸模部11的清洗过程更加简单易操作,进一步保证凸模装置10的自清洗,提高清洗效率,延长凸模装置10的使用寿命,降低生产成本,同时节省了模具保全费用。
35.还需要说明的,本技术实施例附图中示出的注塑产品17是为了示例说明,并不对本技术提供的凸模装置10所加工的产品的具体结构进行限定。
36.在可选地示例性实施例中,所述凸模部11采用透气钢制成。需要说明的,将凸模部11采用透气钢制成,透气钢是一种由细颗粒圆球体粉末不锈钢经高温烧结而成,内部各个方向均匀布满微小排气孔,也叫多孔材料或多孔金属,故本技术中的凸模部11采用透气钢材料制成可有效地解决注塑模具出现困气的问题。
37.进一步地,所述透气钢采用3d打印制成。需要说明的,将所述透气钢采用3d打印制成,便于根据用户的需求,将透气钢的透气孔设置为适宜的孔径。具体地,所述透气钢采用金属粉末通过3d打印烧结制成。
38.还需要说明的,本技术提供的凸模部11既可以是现有的模具装置中的凸模将其采用透气材料制成,也可以是用户根据需求,创新设计的凸模采用透气材料制成,这里并不对凸模的具体形状结构进行限定。
39.在可选地示例性实施例中,所述排气装置13包括分布于所述凸模部11的支管131以及与所述支管131连通的总管133;所述总管133被构造为,向所述支管131抽气或者排气使得所述支管131向所述凸模部11抽气或者排气。需要说明的,在本技术中,将所述排气装置13包括分布于所述凸模部11的支管131以及与所述支管131连通的总管133,在使用过程中,通过向总管133抽气或者排气进而实现所述支管131向所述凸模部11抽气或者排气,进而可根据用户的需求实现排出堵塞颗粒或者排出困气。还需要说明的,本技术中并不对排气装置13的排气方向进行限定,可以根据用户的需求进行设置,不局限于单面方向排气,排
气的结构设计自由度更高且排气效果更好,保证了注塑产品17的质量。同时,透气部分自带的反吹清洁功能,延长了透气零件使用寿命,节省了模具保全费用。
40.在可选地示例性实施例中,所述支管131均匀分布于所述凸模部11的内侧。需要说明的,在本技术中,将所述支管131均匀分布于所述凸模部11的内侧便于有效地实现均匀地排气以及反吹自清洗。可以理解的,这里并不对支管131的具体分布形式进行限定,可以根据用户的需求,将支管131采用其他模式进行分布设置。
41.进一步地,在本技术中,所述支管131的横截面形状设置为圆形或椭圆,直径大小设置为1mm~6mm。需要说明的,将所述支管131的横截面形状设置为圆形或椭圆,且将直径大小设置为1mm~6mm,可有效地保证在不破坏零件本身的必要强度下,可有效地实现清理粉末与排气。还需要说明的,这里并不对支管131的具体结构形状进行限定,可根据用户的需求,将支管131的截面结构设置为其他形状。同理,这里也并不对孔径的大小进行限定,在其他具体实施例中,可以根据用户的需求,将孔径设置其他尺寸。
42.在可选地示例性实施例中,所述凸模装置10还包括冷却组件15,所述冷却组件15与所述凸模部11连接。需要说明的,所述凸模装置10还包括冷却组件15,所述冷却组件15与所述凸模部11连接,设置冷却组件15用于给所述凸模部11降温,也即对凸模装置10进行高效冷却降温,加快了注塑产品17生产周期。
43.在可选地示例性实施例中,所述冷却组件15设置为循环水冷管。需要说明的,将所述冷却组件15设置为循环水冷管,便于实现对凸模部11降温。
44.在可选地示例性实施例中,所述循环水冷管均布于所述凸模部11的内侧。需要说明的,将所述循环水冷管均布于所述凸模部11的内侧,便于实现对凸模部11均匀降温。
45.在可选地示例性实施例中,所述凸模部11以及所述排气装置13通过3d打印一体成型。需要说明的,将所述凸模部11以及所述排气装置13通过3d打印一体成型,便于提高凸模装置10的生产效率,同时免于装配等过程,还可以增强整体结构的稳定性。还需要说明的,所述凸模装置10为一体成型打印件,但却同时具备注塑模具中的冷却装置以及排气装置13。在不影响凸模装置10原始功能情况下,使得凸模装置10同时具备透气、冷却与反吹三种重要功能,亦无需增加额外设计件,既方便了凸模装置10的设计与制造,更缩短了注塑产品17的生产周期,提升了生产效率与产品质量。
46.本技术提供的凸模装置10,在使用过程中,困气一部分通过凸模部11排出,另一部分通过排气装置13的支气管排出;同时排气装置13的支管131还可实现反吹效果。将支管131是设置在透气区域内部,支管131设置为网状均匀分布于透气区域中;同时设置冷却组件15,可有效地保证胶位的均匀冷却与冷却效果。在整体结构进行3d打印加工过程中,打印粉末优先采用具有防锈功能的不锈钢粉末;透气区域要采用透气打印参数(涉及到slm打印透气钢的方法,其主要原理为通过调节打印参数中的激光的光斑间距烧结打印的零件,使其内部具有各个方向均匀布满微小气孔。);设置其他非透气区域全部采用非透气的打印参数。
47.本技术还提供了一种模具设备,所述模具设备包括凹模装置以及上述的凸模装置10。
48.本技术提供的模具设备由于包括上述的凸模装置10,因此也具备有上述的有益效果。
49.虽然已经参考优选实施例对本技术进行了描述,但在不脱离本技术的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。