1.本发明属于铁路设备技术领域,特别提供了一种长钢筋穿入多段热缩管自动化装置。
背景技术:
2.实际生产中,热缩套管一般由人工套在轨道板骨架钢筋上,由于轨道板需要钢筋穿管的数量较大,且人工操作时安装的位置偏差较大,人工劳动的强度大,最终会使生产率较低,此外,对于不同长度或用途的钢筋,热缩套管实际安装的位置和数量不同,选用的热缩套管的长度也会有所不同,因此会使人工安装操作更加繁琐,容易令安装出现偏差,因此需要一种能够准确定位热缩套管,便于长钢筋穿入安装,且适用于多种不同类型热缩套管和钢筋安装方式的长钢筋穿入多段热缩管自动化装置。
技术实现要素:
3.为解决上述问题,本发明提供了一种长钢筋穿入多段热缩管自动化装置。
4.为实现上述目的,本发明采用的技术方案是:一种长钢筋穿入多段热缩管自动化装置,包括主框架、压紧装置、钢筋推送装置和链输送机构,且链输送机构设置在主框架上,所述链输送机构的表面固定装配有热缩管定位机构;所述压紧装置包括压紧装置框架,所述压紧装置框架的内侧上端活动装配有活动杆,所述压紧装置框架的上端内壁固定安装有电机,所述电机共有三个,且电机与外接电源电连接,每个所述电机的输出端均固定安装有螺纹杆,且螺纹杆贯穿活动杆,每个所述活动杆的右表面均活动装配有矩形块,相邻所述活动杆的矩形块呈交错分布,每个所述矩形块的右表面均开设有通槽,三个所述螺纹杆分别贯穿相对应的所述通槽,所述通槽的形状为长圆孔,每个所述通槽内腔的后表面开设有与所述螺纹杆相匹配的螺纹,每个所述活动杆的右表面均固定安装有固定板,每个所述固定板的后表面均固定安装有第一液压缸,且第一液压缸的输出端固定安装于矩形块的前表面,每个所述活动杆的下表面均固定安装有气缸,每个气缸的输出端均固定安装有压紧机构。
5.进一步地,所述压紧机构包括l形压块,所述l形压块的竖板右表面固定安装有第二液压缸,所述第二液压缸的输出端固定安装有矩形压块,所述l形压块的横板右表面开设有插槽,所述矩形压块的左表面固定安装有插杆,且插杆插接于插槽内,所述l形压块与矩形压块的下表面均开设有凹槽,所述l形压块的左表面装配有与所述凹槽相对应的上限位板,所述矩形压块的右表面装配有与所述凹槽相对应的上端板,且上限位板的内径与上端板的内径小于凹槽的直径。
6.进一步地,所述钢筋推送装置包括推送装置框架和活动框,所述推送装置框架的上表面前后两侧均固定安装有导轨,所述活动框的内部上表面前后两侧均固定安装有移动块,且移动块移动装配于导轨上,所述推送装置框架的上表面固定安装有钢筋放置架,所述活动框的下表面固定安装有移动板,所述移动板的下表面固定安装有固定块,所述固定块
的内部开设有齿槽,所述推送装置框架的支腿之间固定安装有长板,所述长板的上表面设置有传送带,且传送带的内表面设置有齿,所述传送带贯穿固定块,且传送带的齿插接于齿槽内,所述活动框的上表面固定安装有推送板,所述推送板的上表面固定安装有立板,且立板共有三个,所述立板的上端固定安装有推送杆,且推送杆位于钢筋放置架内。
7.进一步地,所述链输送机构包括链轮,且链轮装配于主框架上,所述链轮的外表面装配有输送链条,所述输送链条的上表面固定安装有链板,且热缩管定位机构安装于链板上,每个所述链板的上表面两端对称固定安装有边板,每个所述边板的外表面均固定安装有定位筒。
8.进一步地,所述压紧装置框架的内部左右两侧均前后固定安装有第三液压缸,所述第三液压缸的输出端固定安装有活动板,所述活动板的内表面前后两侧固定安装有与定位筒相匹配的顶紧块,且顶紧块为锥形筒形状。
9.进一步地,所述热缩管定位机构包括u形块,所述u形块的上表面左右两侧均开设有与凹槽相对应的弧形槽,所述u形块的左表面装配有与所述弧形槽相对应的下限位板,所述u形块的右表面装配有与所述弧形槽相对应的下端板,且下限位板的内径与下端板的内径小于弧形槽的直径。
10.进一步地,所述链板的上表面固定安装有限位板,所述限位板的右表面固定安装有限位杆。
11.进一步地,所述活动杆的前后两端均固定安装有t形块,且t形块移动装配于所述压紧装置框架的上端横杆内。
12.进一步地,所述矩形块的右表面上侧开设有辅助通槽,所述活动杆的右表面固定安装有固定杆,且固定杆贯穿辅助通槽,所述固定杆的右端固定安装有圆板。
13.进一步地,所述主框架的内部装配有链板底部支撑轮,且链板底部支撑轮的外表面贴合于链板的下表面。
14.使用本发明的有益效果是:1、本发明通过链输送机构、热缩管定位机构、压紧装置和钢筋推送装置,能够对多组热缩套管进行定位放置,保证了热缩套管安装位置的准确,且可以同时进行三组长钢筋的移动和穿入工作,降低了工人的劳动强度,且大大提高了生产效率。
15.2、本发明在链板上共设置了七种对应于不同长度钢筋、不同位置热缩套管的规格,令此装置分别可进行七种不同情况下的钢筋与热缩套管的安装。
16.3、本发明通过压紧装置内的结构,可以对活动杆和压紧机构的位置进行调节,进而在进行不同规格的钢筋与热缩套管的安装时,能够对热缩套管进行有效的压紧定位。
17.4、本发明通过压紧机构处的结构,可以对压紧机构的长度进行调节,令其能够适用于不同长度的热缩管定位机构,进而保证能够对不同长度的热缩套管进行压紧定位。
附图说明
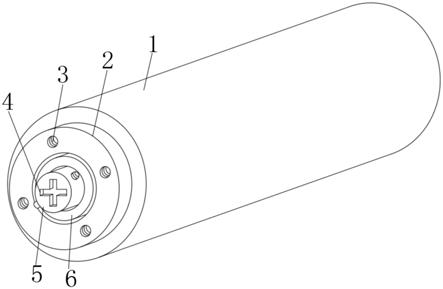
18.图1为本发明的示意图。
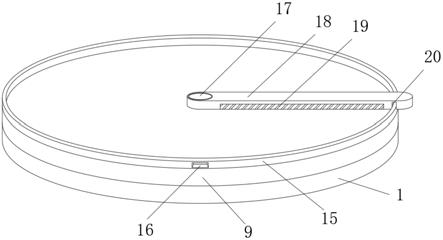
19.图2为本发明链板处的俯视图。
20.图3为本发明的主视图。
21.图4为本发明活动杆处的俯视图。
22.图5为本发明活动杆处的右视图。
23.图6为本发明活动杆的右视图。
24.图7为本发明矩形块的右视图。
25.图8为本发明图3中a部分的局部放大图。
26.图9为本发明压紧机构的仰视图。
27.图10为本发明图3中b部分的局部放大图。
28.图11为本发明热缩管定位机构和限位板处的示意图。
29.图12为本发明钢筋推送装置的右视图。
30.图13为本发明固定块处的仰视剖视图。
31.附图标记包括:1、主框架,2、压紧装置,201、压紧装置框架,202、活动杆,203、电机,204、螺纹杆,205、矩形块,206、通槽,207、螺纹,208、固定板,209、第一液压缸,210、气缸,211、压紧机构,2111、l形压块,2112、第二液压缸,2113、矩形压块,2114、插槽,2115、插杆,2116、上限位板,2117、上端板,2118、凹槽,212、第三液压缸,213、活动板,214、顶紧块,215、t形块,216、辅助通槽,217、固定杆,218、圆板,3、钢筋推送装置,301、推送装置框架,302、活动框,303、导轨,304、移动块,305、钢筋放置架,306、移动板,307、固定块,308、齿槽,309、长板,310、传送带,311、推送板,312、立板,313、推送杆,4、链输送机构,401、链轮,402、输送链条,403、链板,404、边板,405、定位筒,5、热缩管定位机构,501、u形块,502、弧形槽,503、下限位板,504、下端板,6、限位板,7、限位杆,8、链板底部支撑轮。
32.具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.参照图1至图13,一种长钢筋穿入多段热缩管自动化装置,包括主框架1、压紧装置2、钢筋推送装置3和链输送机构4,且链输送机构4设置在主框架1上,在链输送机构4上侧偏后位置可以设置加热设备,令热缩套管热缩于钢筋上,链输送机构4的表面固定装配有热缩管定位机构5,如图2所示,链输送机构4中链板403上设置有多个热缩管定位机构5,共设置有七种不同的热缩管定位机构5的分布情况,即在相邻的七个链板403上对于热缩管定位机构5的实际安装位置不同,其中一种分布情况为热缩管定位机构5分布于整个链板403上,其他六种分布情况的热缩管定位机构5均分布于链板403上的右侧,且这六种分布情况中热缩管定位机构5的实际安装位置和数量不同,热缩管定位机构5自身的长度也有所不同,令这七种分布情况分别对应着不同长度钢筋与不同分布位置的热缩套管之间的装配,全部的链板403为这七种链板403的循环分布,在实际工作中,可以选择其中一种分布情况进行对于钢筋和热缩套管的装配,且在压紧装置2处进行钢筋与热缩套管装配工作时,可以在相邻的同种分布情况的链板403处放置热缩套管,提高工作效率;如图3至图7所示,压紧装置2包括压紧装置框架201,压紧装置框架201的最上侧设置有前后平行的两个横杆和位于横杆之间左右两端的相互平行的安装杆,压紧装置框架
201的内侧上端活动装配有活动杆202,活动杆202位于压紧装置框架201最上侧两个横杆之间,且活动杆202能够进行横向位置调节,压紧装置框架201的上端内壁固定安装有电机203,电机203设置在压紧装置框架201最上侧右端的安装杆上,电机203共有三个,且电机203与外接电源电连接,每个电机203的输出端均固定安装有螺纹杆204,电机203选用步进电机,能够精准控制螺纹杆204正转或反转的角度,且螺纹杆204贯穿活动杆202,螺纹杆204的左端延伸至压紧装置框架201上侧左端的安装杆处,每个活动杆202的右表面均活动装配有矩形块205,相邻活动杆202的矩形块205呈交错分布,如图4所示,矩形块205依次分布在活动杆202右表面的后侧、中部和前侧,并以此顺序在多个活动杆202上循环分布,每个矩形块205的右表面均开设有通槽206,三个螺纹杆204分别贯穿相对应的通槽206,三个螺纹杆204分别通过位于后侧、中部、前侧的矩形块205的通槽206,通槽206的形状为长圆孔,每个通槽206内腔的后表面开设有与螺纹杆204相匹配的螺纹207,通槽206内螺纹207以外的部分的宽度大于螺纹杆204的直径,每个活动杆202的右表面均固定安装有固定板208,每个固定板208的后表面均固定安装有第一液压缸209,且第一液压缸209的输出端固定安装于矩形块205的前表面,对第一液压缸209进行控制,会带动矩形块205进行前后方向的移动,当矩形块205移至最前侧位置时,会令螺纹杆204与通槽206内的螺纹207处螺接,此时启动相应的电机203,通过螺纹杆204的转动即会带动相应的矩形块205和活动杆202进行左右方向的移动,实际操作时,是通过控制系统先对第一液压缸209进行控制,令每一个螺纹杆204所通过的矩形块205中仅有一个向前移动,并启动电机203,对这三个活动杆202的位置进行调节,调节完成后令矩形块205复位,再以上述方法依次进行其他活动杆202的移动,即可完成所有活动杆202的移动,全部完成后,可以控制所有第一液压缸209工作,令每一个矩形块205上通槽206内的螺纹207与螺纹杆204螺接,以保证活动杆202的位置不变,因此,可以对压紧装置2内的每一个活动杆202进行位置调节,保证其所连接的压紧机构211与七种热缩套管和热缩管定位机构5分布规格中的一种相对应,也因为活动杆202和压紧机构211位置的可调节性,令此设备能够完成七种不同的钢筋与热缩套管的装配工作,每个活动杆202的下表面均固定安装有气缸210,每个气缸210的输出端均固定安装有压紧机构211,气缸210用于控制压紧机构211的竖直方向移动,压紧机构211向下移动并压在热缩管定位机构5上时,即实现对热缩套管的压紧定位。
35.具体而言,如图8和图9所示,压紧机构211包括l形压块2111,l形压块2111的竖板右表面固定安装有第二液压缸2112,第二液压缸2112用于控制矩形压块2113横向移动,第二液压缸2112的输出端固定安装有矩形压块2113,如图8所示,l形压块2111与矩形压块2113组合后的形状为倒u的形状,l形压块2111的横板右表面开设有插槽2114,矩形压块2113的左表面固定安装有插杆2115,且插杆2115插接于插槽2114内,保证矩形压块2113不会发生偏转,l形压块2111与矩形压块2113的下表面均开设有凹槽2118,每一个压紧机构211上均设置有三组凹槽2118,凹槽2118的直径与热缩套管的外径相同,l形压块2111的左表面装配有与凹槽2118相对应的上限位板2116,矩形压块2113的右表面装配有与凹槽2118相对应的上端板2117,且上限位板2116的内径与上端板2117的内径小于凹槽2118的直径,利用上限位板2116和上端板2117可以对位于凹槽2118内的热缩套管的位置进行限定,在进行钢筋穿入工作时,保证热缩套管在钢筋上的位置是准确的。
36.具体而言,如图1、图12和图13所示,钢筋推送装置3包括推送装置框架301和活动
框302,推送装置框架301的上表面前后两侧均固定安装有导轨303,活动框302的内部上表面前后两侧均固定安装有移动块304,且移动块304移动装配于导轨303上,因此活动框302能够在推送装置框架301上移动,推送装置框架301的上表面固定安装有钢筋放置架305,如图12所示,钢筋放置架305共有三组,且其上端为v形槽,准备阶段,钢筋放置在钢筋放置架305上,活动框302的下表面固定安装有移动板306,移动板306与活动框302一同移动,移动板306的下表面固定安装有固定块307,固定块307的内部开设有齿槽308,推送装置框架301的支腿之间固定安装有长板309,长板309的上表面设置有传送带310,传送带310受到其主动端作用而移动,且传送带310的内表面设置有齿,传送带310贯穿固定块307,且传送带310的齿插接于齿槽308内,因此当传送带310移动时,会带动固定块307、移动板306和活动框302移动,活动框302的上表面固定安装有推送板311,推送板311的上表面固定安装有立板312,且立板312共有三个,推送装置框架301的横板和钢筋放置架305内开设有滑槽,立板312位于滑槽内并可移动,立板312的上端固定安装有推送杆313,且推送杆313位于钢筋放置架305内,推送杆313用于推动放置在钢筋放置架305内的钢筋移动,因此当传送带310移动时,最终会带动推送杆313推动钢筋移动,实现钢筋的推进效果。
37.具体而言,如图1所示,链输送机构4包括链轮401,且链轮401装配于主框架1上,链轮401与驱动机构相连,带动链轮401转动,链轮401的外表面装配有输送链条402,输送链条402的上表面固定安装有链板403,链轮401转动会带动输送链条402和链板403移动,如图1所示,其中链板403安装于每一个输送链条402上,图中仅表现链板403中的一部分,且热缩管定位机构5安装于链板403上,热缩管定位机构5在每一个链板403上的分布情况不同,共有七种,且为七种分布情况循环设置,每个链板403的上表面两端对称固定安装有边板404,每个边板404的外表面均固定安装有定位筒405,每个边板404上的定位筒405均有三个,定位筒405为中空的,边板404与定位筒405接触部分也为中空的,令钢筋能够通过,钢筋推送装置3位于链输送机构4的右侧,此外,在链输送机构4内还设置有涨紧机构。
38.具体而言,如图10所示,压紧装置框架201的内部左右两侧均前后固定安装有第三液压缸212,第三液压缸212用于控制活动板213移动,第三液压缸212的输出端固定安装有活动板213,活动板213的内表面前后两侧固定安装有与定位筒405相匹配的顶紧块214,且顶紧块214为锥形筒形状,活动板213上位于两个顶紧块214之间的位置也开设有孔,令钢筋能够通过,钢筋推送装置3的左端位于压紧装置框架201右侧支撑腿之间,且钢筋放置架305的三个v形槽与两个顶紧块214及活动板213上的孔的位置相对应,因此当顶紧块214移动并插入到定位筒405内时,能够保证钢筋可以移至压紧机构211和热缩管定位机构5之间,并完成穿入热缩套管的工作。
39.具体而言,如图11所示,热缩管定位机构5包括u形块501,其中u形块501共设计了两种长度,图11中所示的u形块501的宽度较宽,图8中所示的u形块501的宽度较窄,通过压紧机构211的自身宽度的调节能力,令压紧机构211能够与不同宽度的u形块501相匹配,u形块501的上表面左右两侧均开设有与凹槽2118相对应的弧形槽502,每个u形块501上设置的弧形槽502共有三组,弧形槽502的直径与热缩套管的外径相同,u形块501的左表面装配有与弧形槽502相对应的下限位板503,u形块501的右表面装配有与弧形槽502相对应的下端板504,且下限位板503的内径与下端板504的内径小于弧形槽502的直径,工作前,热缩套管放置在弧形槽502内,利用下限位板503和下端板504对热缩套管的位置进行限定,当压紧装
置2中的压紧机构211压在热缩管定位机构5上后,利用凹槽2118和弧形槽502的配合,能够保证热缩套管始终处于环形形状,且进一步对热缩套管的位置形状等进行限定。
40.具体而言,如图11所示,链板403的上表面固定安装有限位板6,限位板6的右表面固定安装有限位杆7,限位杆7用于对钢筋移动的最远距离进行限定,此外,当链板403上热缩管定位机构5分布较多,令最左侧的热缩管定位机构5接近链板403上左侧的边板404时,限位杆7可以设置在边板404上。
41.具体而言,如图5和图6所示,活动杆202的前后两端均固定安装有t形块215,且t形块215移动装配于压紧装置框架201的上端横杆内,令活动杆202能够实现横向移动。
42.具体而言,如图5至图7所示,矩形块205的右表面上侧开设有辅助通槽216,活动杆202的右表面固定安装有固定杆217,且固定杆217贯穿辅助通槽216,固定杆217的右端固定安装有圆板218,令矩形块205不会发生转动,因此在螺纹杆204和通槽206内螺纹207的作用下,最终不会令矩形块205转动,而是会令其横向移动,此外,圆板218保证矩形块205位于活动杆202上,不会脱落。
43.具体而言,如图3所示,主框架1的内部装配有链板底部支撑轮8,且链板底部支撑轮8的外表面贴合于链板403的下表面,对链输送机构4的链板403进行辅助支撑。
44.工作原理:此长钢筋穿入多段热缩管自动化装置,工人先分别将三组热缩套管放置在同一链板403上热缩管定位机构5上的弧形槽502内,将三组钢筋放置在钢筋推送装置3内的钢筋放置架305上,然后启动链输送机构4,当装设有热缩套管的链板403移至压紧装置2下方时停止,之后压紧装置2的左右两侧的顶紧块214分别顶到装设有热缩套管的链板403上左右两侧的定位筒405处,保证压紧机构211与热缩管定位机构5相对应,然后运行气缸210令压紧机构211下移与热缩管定位机构5贴合,实现对热缩套管的压紧定位,同时,工人可以再次将三组热缩套管放置到前侧的热缩管定位机构5内,之后通过钢筋推送装置3带动钢筋移动,并最终将钢筋推送至热缩套管内,完成钢筋穿入多段热缩套管的工作,此时钢筋推送装置3内的结构复位,并令压紧机构211上,顶紧块214向两侧移开,然后工人将三组钢筋放置到钢筋放置架305上,之后再启动链输送机构4,重复上述工作,即可循环进行同一规格的钢筋与热缩套管之间的装配;当需要进行不同规格的钢筋和热缩套管之间的装配时,通过控制系统第一液压缸209和电机203进行控制,对每一个活动杆202的位置进行调节,同时对第二液压缸2112进行控制,令压紧机构211与相对应的热缩管定位机构5处于同一宽度,之后再重复之前的工作,即可完成不同规格下钢筋和热缩套管之间的装配。
45.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上可以作出许多变化,只要这些变化未脱离本发明的构思,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。