技术特征:
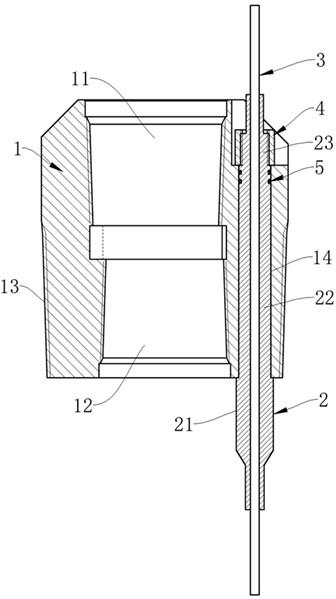
1.扫雪片刷自动生产工艺,其特征在于,包括以下步骤:步骤1.钢带圆环自动上料:设置底板(1)、钢带圆环冲孔成型机构(2)、刷丝紧固机构(3)、压合裁剪机构(4)、机器人加工机构(5)、钢带圆环盛装台(6)、刷丝盛装台(7)和成品放置台(8),首先,底板(1)上的机器人加工机构(5)工作,将钢带圆环盛装台(6)内盛装的钢带圆环进行抓取至钢带圆环冲孔成型机构(2)中;步骤2.钢带圆环自动冲孔:机器人加工机构(5)中输送组件(51)的设置用来带动六轴机器人(53)进行自动化的移动输送,转向组件(52)的设置用来带动六轴机器人(53)自动化的转向作业,六轴机器人(53)用来进行扫雪片自动化的装配作业,然后钢带圆环冲孔成型机构(2)工作对钢带圆环进行自动化的冲孔作业,当需要对钢带圆环进行冲孔作业时,首先将钢带圆环放置进第一装配台(21)上的第一限位组件(22)中进行限位固定,防止在冲孔的过程中钢带圆环的位置发生偏移,当钢带圆环夹紧固定完毕后,冲孔组件(23)工作对钢带圆环进行自动化的冲孔作业,在冲孔过程中产生的废屑通过碎屑处理组件(24)进行吸除作业;步骤3.刷丝送入钢带圆环的孔槽内:当钢带圆环冲孔成型机构(2)将钢带圆环冲孔完毕后,机器人加工机构(5)工作将加工好的钢带圆环运送至刷丝紧固机构(3)中,通过机器人加工机构(5)将刷丝盛装台(7)中已经缠绕完成的刷丝输送到刷丝紧固机构(3)中,刷丝紧固机构(3)中的固定调节组件(32)将冲孔完成的钢带圆环进行固定后,机器人加工机构(5)将刷丝一个个的按顺序输送到钢带圆环上的孔槽内,固定调节组件(32)用来带动钢带圆环进行转动调节,使刷丝可以按顺序的放置进孔槽内;步骤4.钢丝将刷丝扎紧固定:当刷丝全部上到钢带内以后,机器人加工机构将铁丝盛放台(33)上的铁丝拉取到钢带上,此时固定调节组件(32)再次工作带动钢带进行转动调节,使铁丝可以沿钢带的圆周方向放置进行钢带内的孔槽中,通过铁丝将刷丝进行初步的捆扎固定;步骤5.扫雪片刷压紧裁切:接着,机器人加工机构(5)工作将安装好刷丝的钢带圆环运送至压合裁剪机构(4)中进行自动化压合裁剪的作业,压合裁剪机构中第三装配台(41)用来进行扫雪片压合裁剪的作业,压合裁剪台(42)用来放置扫雪片,驱动组件(43)用来带动压合模具(44)和裁剪装置(45)进行驱动作业,将刷丝压紧在钢带圆环的槽内,使其不易脱落,最后将刷丝裁剪整齐,获得所需的扫雪片刷获得所需的扫雪片刷;步骤6.自动下料:当整个扫雪片组装完毕后,机器人加工机构(5)工作将组装完成的扫雪片输送至成品盛装台中进行盛放。2.根据权利要求1所述的扫雪片刷自动生产工艺,其特征在于,所述钢带圆环冲孔成型机构(2)、刷丝紧固机构(3)和压合裁剪机构(4)按加工顺序固定设置在底板(1)上的一侧,所述机器人加工机构(5)固定设置在底板(1)的中间位置上,所述钢带圆环盛装台(6)、刷丝盛装台(7)和成品放置台(8)固定设置在底板(1)的另一侧上,所述机器人加工机构(5)的工作于所述钢带圆环冲孔成型机构、刷丝紧固机构(3)、压合裁剪机构(4)、钢带圆环盛装台(6)、刷丝盛装台(7)和成品放置台(8)之间。3.根据权利要求2所述的扫雪片刷自动生产工艺,其特征在于,所述钢带圆环冲孔成型机构(2)包括第一装配台(21)、第一限位组件(22)、冲孔组件(23)和除屑组件(24),所述第一装配台(21)固定设置在底板(1)上,所述第一限位组件(22)固定设置在第一装配台(21)
上的一侧,所述冲孔组件(23)固定设置在第一装配台(21)的另一侧上,所述冲孔组件(23)的工作端位于所述第一限位组件(22)上,所述除屑组件(24)固定设置在第一装配台(21)上的一侧,所述除屑组件(24)的工作端与所述第一限位组件(22)相对应。4.根据权利要求3所述的扫雪片刷自动生产工艺,其特征在于:所述刷丝紧固机构(3)包括第二装配台(31)、固定调节组件(32)和钢丝盛放台(33),所述第二装配台(31)固定设置在底板(1)上的一侧,所述固定调节组件(32)设置在第二装配台(31)上,所述钢丝盛放台(33)固定设置在第二装配台(31)上的一侧,所述固定调节组件(32)包括第四调节部件(321)和气夹(322),所述第四调节部件(321)固定设置在第二装配台(31)上,所述气夹(322)固定设置在第四调节部件(321)上,所述第四调节部件(321)可带动气夹(322)进行转动调节。5.根据权利要求4所述的扫雪片刷自动生产工艺,其特征在于:所述第四调节部件(321)包括第四调节电机(3211)、第四固定杆(3212)、第四调节杆(3213)、第四调节推杆(3214)、第四调节齿轮(3215)、第四调节轴(3216)和第四调节板(3217),所述第四调节电机(3211)固定设置在第二装配台(31)上,所述第四固定杆(3212)为中空结构,所述第四固定杆(3212)呈横向固定设置在第四调节电机(3211)的输出轴上,所述第四调节杆(3213)滑动设置在第四固定杆(3212)内,所述第四调节杆(3213)的一端延伸至第四固定杆(3212)外,所述第四调节杆(3213)上的一侧设有若干个第四调节齿,所述第四调节推杆(3214)固定设置在第四固定杆(3212)外的一侧,所述第四调节推杆(3214)的输出端与所述第四调节杆(3213)连接,所述第四调节轴(3216)转动设置在第二装配台(31)上,所述第四调节齿轮(3215)固定设置在第四调节轴(3216)的中段位置上,所述第四调节齿轮(3215)与所述第四调节杆(3213)上的第四调节齿相啮合,所述第四调节板(3217)固定设置在第四调节轴(3216)的顶端,所述气夹(322)固定设置在第四调节板(3217)上。6.根据权利要求5所述的扫雪片刷自动生产工艺,其特征在于:所述压合裁剪机构(4)包括第三装配台(41)、压合裁剪台(42)、驱动组件(43)、压合模具(44)和裁剪装置(45),所述第三装配台(41)固定设置在底板(1)上,所述压合裁剪台(42)固定设置在第三装配台(41)的中间位置上,所述驱动组件(43)设有两组,两组所述驱动组件(43)机构相同,两组所述驱动组件(43)分别设置在第三装配台(41)上的两侧,所述压合模具(44)和所述裁剪装置(45)分别设置在其中一组驱动组件(43)上。7.根据权利要求6所述的扫雪片刷自动生产工艺,其特征在于:每组所述驱动组件(43)均包括旋转气缸(431)、支撑杆(432)、丝杆滑台(433)和电动推杆(434),所述旋转气缸(431)固定设置在第三装配台(41)上,所述支撑杆(432)呈竖直固定设置在旋转气缸(431)的输出端上,所述丝杆滑台(433)呈横向固定设置在支撑杆(432)的顶部,所述电动推杆(434)固定设置在丝杆滑台(433)的移动端上,所述压合模具(44)或裁剪装置(45)固定设置在电动推杆(434)的输出端上。8.根据权利要求7所述的扫雪片刷自动生产工艺,其特征在于:所述机器人加工机构(5)包括输送组件(51)、转向组件(52)和六轴机器人(53),所述输送组件(51)沿所述底板(1)的长度方向固定设置在底板(1)上,所述转向组件(52)固定设置在输送组件(51)上,所述输送组件(51)可带动转向组件(52)进行输送作业,所述六轴机器人(53)固定设置在转向组件(52)上,所述转向组件(52)可带动六轴机器人(53)进行转向作业。
9.根据权利要求8所述的扫雪片刷自动生产工艺,其特征在于:所述输送组件(51)包括输送板(511)、输送电机(512)、输送架(513)、输送皮带(514)、输送丝杆(515)、输送转盘(516)和输送台(517),所述输送板(511)设有两块,两块所述输送板(511)对称设置在底板(1)上的两侧,所述输送架(513)固定设置在其中一块输送板(511)的外侧,所述输送电机(512)固定设置在输送架(513)上,所述输送电机(512)的输出轴贯穿所述输送架(513),所述输送丝杆(515)和所述输送转盘(516)均设有两个,两个所述输送丝杆(515)对称转动设置在两块所述输送板(511)上,两个所述输送转盘(516)分别固定设置在其中一个输送丝杆(515)靠近所述输送电机(512)的一端上,所述输送皮带(514)套设在所述输送电机(512)的输出轴和两个所述输送转盘(516)上,所述输送台(517)螺接设置在两根输送丝杆(515)上。10.根据权利要求9所述的扫雪片刷自动生产工艺,其特征在于:所述转向组件(52)包括转向电机(521)、转向伞齿(522)、联动伞齿(523)、转向架(524)、转向轴(525)和转向板(526),所述转向电机(521)固定设置在输送台(517)上,所述转向伞齿(522)固定设置在转向电机(521)的输出轴上,所述转向架(524)固定设置在输送台(517)的中间位置上,所述转向轴(525)转动设置在转向架(524)上,所述联动伞齿(523)固定设置在转向轴(525)的下端,所述联动伞齿(523)与所述转向伞齿(522)相啮合,所述转向板(526)固定设置在调节轴的上端。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。