1.本实用新型涉及预焙阳极成型块的生产领域,特别涉及一种预焙阳极成型生产系统。
背景技术:
2.目前预焙阳极成型块的生产还处在人工生产或者半自动化生产中,没有形成一个完整的自动化生产系统,生产效率低,不便于管理,还存在着较大的安全隐患,因此急需一种高度集成的全自动化预焙阳极成型生产线。
技术实现要素:
3.为解决背景技术中问题,本实用新型展示了一种预焙阳极成型生产系统。
4.为实现上述目的,现提供技术方案如下:
5.一种预焙阳极成型生产系统,包括喂料器,所述喂料器通过1号提升机和震动输送机连通1号罐,所述1号罐通过给料器与大对辊连通,所述大对辊通过2 号提升机与物料分配器连通,物料分配器分别与1仓、3仓、6仓、综合物料仓、返回料仓、收尘粉仓、黑发仓、粉子仓连通;所述返回料仓通过给料仓和小对辊连接至3号提升机的管道中;所述综合物料仓通过给料机连通磨粉机;所述1 仓、3仓、6仓、收尘粉仓、黑发仓和粉子仓连通配料仓,所述配料仓通过电动插板机和放料螺旋机连通1号捏合机和2号捏合机;所述1号捏合机和2号捏合机的下部设置有皮带,糊料通过皮带运送至糊料罐,糊料罐与预焙阳极成型机连通;高位沥青槽连接1号电机与2号电机,1号电机与2号电机给高位沥青槽送料,高位沥青槽与沥青称连通,沥青称分别连通1号捏合机和2号捏合机。
6.进一步的,所述喂料器和1号提升机设置为两套。
7.进一步的,1号捏合机包括上层锅、下层锅和捏合工作机,2号捏合机与1 号捏合机结构相同,所述沥青称分别连通1号捏合机和2号捏合机的下层锅。
8.本实用新型的有益效果:
9.1、本实用新型设计的一种预焙阳极成型生产系统通过各个过程的自动化喂料、磨粉、配料和加沥青,提高了生产效率,减少了工人的操作流程,安全性更高。
10.2、本实用新型设计的一种预焙阳极成型生产系统分为手动状态和自动状态,在手动状态下,可以人工操作各个电器设备的运行,避免在自动状态下的电子设备故障带来的不便,在自动状态下,通过远程电子显示屏的监控,进行远程操作和监控各个设备的运行状态,提高了生产效率。
附图说明
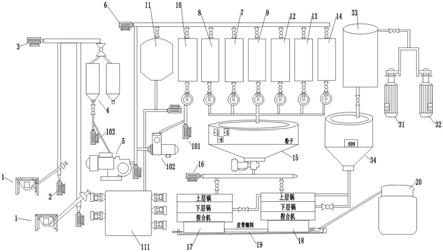
11.图1一种预焙阳极成型生产系统的设备连接示意图。
12.其中:1、喂料器;2、1号提升机;3、震动输送机;4、1号罐;5、大对辊; 6、物料分配器;7、1仓;8、3仓;9、6仓;10、返回料仓;101、3号提升机; 102、小对辊;103、2号提升机;11、
综合物料仓;111、磨粉机;12、收尘粉仓;13、黑发仓;14、粉子仓;15、配料仓;16、放料螺旋机;17、1号捏合机; 18、2号捏合机;19、皮带;20、糊料罐;31、1号电机;32、2号电机;33、高位沥青槽;34、沥青称。
具体实施方式
13.为使本领域技术人员更加清楚和明确本实用新型技术方案,下面结合附图对本实用新型技术方案进行详细描述,但本实用新型的实施方式不限于此。
14.如图1所示,一种预焙阳极成型生产系统,包括喂料器1,所述喂料器1通过1号提升机2和震动输送机3连通1号罐4,所述1号罐4通过给料器与大对辊5连接,所述大对辊5通过2号提升机103与物料分配器6连接,物料分配器 6分别与1仓、3仓、6仓、综合物料仓11、返回料仓10、收尘粉仓12、黑发仓 13和粉子仓14连通;所述返回料10仓通过给料仓和小对辊102连接至3号提升机101的管道中;所述综合物料仓11通过给料机连接至磨粉机111;所述1 仓、3仓、6仓、收尘粉仓、黑发仓和粉子仓与配料仓15连通,所述配料仓15 通过电动插板机和放料螺旋机16与1号捏合机17和2号捏合机18连通;所述 1号捏合机17和2号捏合机18的下部设置有皮带19,糊料通过皮带19运送至糊料罐20,糊料罐20与预焙阳极成型机连通;高位沥青槽33连接1号电机31 与2号电机32,1号电机31与2号电机32给高位沥青槽33送料,高位沥青槽33与沥青称34连通,沥青称34分别连通1号捏合机17和2号捏合机18。所述喂料器1和1号提升机2设置为两套。所述1号捏合机17和2号捏合机18分别包括上层锅、下层锅和捏合工作机,所述沥青称34分别连通1号捏合机17和2 号捏合机18的下层锅。各个管道的连接处还设置有阀门,用于物料运行过程的通断。本装置用到的电器设备通过plc控制,进行远程电子屏幕监视和操作各个设备运行,减少了人工参与的程度,提高了自动化的生产料率,安全性更高。在也可进行手动控制各个电器设备,避免电子设备故障下的停机。
15.其工作过程为,首先进行开机自检1号捏合机17和2号捏合机18内是否有物料,确认无物料,可进行系统上料,如果有物料需要手动未完成1号捏合机 17和2号捏合机18内物料到糊料的的工作过程;然后进行系统上料,提升机把喂料器内的煅后胶提升运输到整个系统;最后物料进入系统,在物料分配器6 内把物料通过设定的比例和最高阈值分配到1仓、3仓和6仓,当物料高于设定的阈值时物料进入到综合物料仓11,并进入到磨粉机111,磨粉机111通过管道进入到粉子仓14,当物料分配器6分出的不能进入1仓、3仓和6仓的物料会进入到返回料仓10,返回料仓10进入小对辊102的加工,物料再次进入到物料分配器6内进行分料;配料仓15设定一个比例值,通过电磁阀门控制1仓、3仓、 6仓、收尘粉仓、黑发仓和粉子仓的物料进入到配料仓15,配料仓15通过设定的干混和湿混比例和时间进入到1号捏合机17和2号捏合机18,同时根据设定的沥青比例,沥青进入到下层锅内,由捏合机出来的糊料被运送到糊料罐20内,并运送至预焙阳极成型机加工成预焙阳极成型块。
16.以上所述,仅是本实用新型的最佳实施例而已,并非对本实用新型的任何形式的限制,任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下利用上述揭示的方法和内容对本实用新型做出的许多可能的变动和修饰,均属于权利要求书保护的范围。
技术特征:
1.一种预焙阳极成型生产系统,其特征在于:包括喂料器,所述喂料器通过1号提升机和震动输送机连通1号罐,所述1号罐通过给料器与大对辊连通,所述大对辊通过2号提升机连接物料分配器,物料分配器分别与1仓、3仓、6仓、综合物料仓、返回料仓、收尘粉仓、黑发仓、粉子仓连通;所述返回料仓通过给料仓和小对辊连接至3号提升机的管道中;所述综合物料仓通过给料机连通磨粉机;所述1仓、3仓、6仓、收尘粉仓、黑发仓和粉子仓连通配料仓,所述配料仓通过电动插板机和放料螺旋机连通1号捏合机和2号捏合机;所述1号捏合机和2号捏合机的下部设置有皮带,糊料通过皮带运送至糊料罐,糊料罐与预焙阳极成型机连通;高位沥青槽连接1号电机与2号电机,1号电机与2号电机给高位沥青槽送料,高位沥青槽与沥青称连通,沥青称分别连通1号捏合机和2号捏合机。2.根据权利要求1所述的一种预焙阳极成型生产系统,其特征在于:所述喂料器和1号提升机设置为两套。3.根据权利要求1所述的一种预焙阳极成型生产系统,其特征在于:所述1号捏合机包括上层锅、下层锅和捏合工作机,2号捏合机与1号捏合机结构相同,所述沥青称分别连通1号捏合机和2号捏合机的下层锅。
技术总结
本实用新型涉及预焙阳极成型块的生产领域,特别涉及一种预焙阳极成型生产系统,括喂料器,所述喂料器通过1号提升机和震动输送机连通1号罐,所述1号罐通过给料器连接大对辊,大对辊通过2号提升机连接物料分配器,物料分配器分别与1仓、3仓、6仓、综合物料仓、返回料仓、收尘粉仓、黑发仓、粉子仓连通,配料仓通过电动插板机和放料螺旋机连通1号捏合机和2号捏合机;1号捏合机和2号捏合机的下部设置有皮带,糊料通过皮带运送至糊料罐,糊料罐与预焙阳极成型机连通;沥青称分别连通1号捏合机和2号捏合机。本实用新型通过各个过程的自动化喂料、磨粉、配料和加沥青,提高了生产效率,减少了工人的操作流程,安全性更高。安全性更高。安全性更高。
技术研发人员:荣泽强 王耀伟 张有武 傅伟 赵恩伟
受保护的技术使用者:利津荣达新材料有限公司
技术研发日:2020.10.10
技术公布日:2021/9/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。