本发明涉及电镀技术领域,具体的说,是涉及一种用于柔性薄膜基材表面电镀加工的水电镀设备。
背景技术:
随着技术的发展,柔性薄膜基材表面镀膜需求越来越大。工业生产中通常使用水电镀设备对柔性薄膜基材电镀,即针对各种本体和镀层的需要,配置水镀液,使柔性薄膜基材通过水镀液在较短的时间内即可完成。现有技术中的电镀设备,通常设有多个用于供给电镀液的电镀槽,槽内部与发挥阴极功能的电镀面相对地设置了阳极,多个电镀槽在柔性薄膜基材输送方向上并排设置;并具有向各电镀槽供电的供电部和柔性薄膜基材的连续输送与张紧机构,通过控制每个电镀槽的通电量,使各电镀槽中的通电量按照该柔性薄膜基材的供给顺序依次增加,即可以连续地形成均匀良好的电镀膜。
然而由于现有的薄膜电镀设备在设计上的不足,导电辊表面易形成镀铜层,镀铜层刺破或划伤薄膜,同时薄膜上下v形前进,经过辊子众多,容易导致张力控制困难、柔性薄膜易褶皱或变形,从而大幅降低了导电薄膜产品的良品率,严重影响企业整体生产效率。
上述缺陷,值得解决。
技术实现要素:
为了克服现有的技术的不足,本发明提供一种用于柔性薄膜基材表面电镀加工的水电镀设备。
本发明技术方案如下所述:
一种用于柔性薄膜基材表面电镀加工的水电镀设备,包括用于对镀膜进行电镀的镀液池,其特征在于,所述镀液池内设有绝缘的主辊,所述镀膜绕过所述主辊后由所述镀液池穿出,所述主辊的外侧设有导电带,所述导电带紧贴于部分的所述镀膜的外侧;
所述主辊的外围设有弧形的阳极板,且所述阳极板与所述主辊之间间隔有空隙;
所述阳极板与电镀电源的正极连接,所述导电带与所述电镀电源的负极连接。
根据上述方案的本发明,其特征在于,所述主辊包括主辊辊体和包覆于所述主辊辊体外围的主辊包胶层。
根据上述方案的本发明,其特征在于,所述导电带在所述主辊外的走带距离小于所述镀膜在所述主辊外的走膜距离。
根据上述方案的本发明,其特征在于,所述阳极板所对应的圆心角小于所述镀膜在所述主辊外走膜距离对应的圆心角。
根据上述方案的本发明,其特征在于,所述镀液池内设有第一主辊和第二主辊,所述镀膜绕过所述第一主辊后再反向绕过所述第二主辊,并由所述镀液池穿出。
进一步的,所述镀液池内设有若干第一包胶过辊,所述第一包胶过辊环绕于所述第一主辊外围,第一导电带依次绕过若干个所述第一包胶过辊后形成环形;所述镀液池内设有若干第二包胶过辊,所述第二包胶过辊环绕于所述第二主辊外围,第二导电带依次绕过若干个所述第二包胶过辊后形成环形。
所述镀液池内设有若干进液管,所述进液管通过进液管道与镀液存储池连通,所述镀液池上还设有溢流管道,所述溢流管道通过回液管与所述镀液存储池连通。
根据上述方案的本发明,其特征在于,该水电镀设备还包括水洗池和抗氧化池,所述镀膜由所述镀液池穿出后依次经过所述水洗池、所述抗氧化池。
进一步的,所述水洗池的内部设有水洗池液下辊,进入所述水洗池的镀膜绕过所述水洗池液下辊后由所述水洗池穿出。
进一步的,所述抗氧化池的内部设有抗氧化池液下辊,进入所述抗氧化池的镀膜绕过所述抗氧化池液下辊后由所述抗氧化池穿出。
根据上述方案的本发明,其有益效果在于,本发明通过导电带实现阴极的导电,取消了导电辊的结构设计,避免导电辊镀铜时产生铜沉积而造成镀膜的刺破或划伤,同时整个电镀过程均在镀液池中就可以实现,简化了整个水电镀设备的结构,减小设备占用空间;本发明通过镀膜在主辊表面包覆运动,减少镀膜在电镀过程中膜面受到的张力,使得镀膜均匀电镀,避免镀膜产生褶皱或变形。
附图说明
图1为本发明的结构示意图;
图2为本发明中镀液池部分的示意图;
图3为镀液池中下表面镀膜部分的示意图;
图4为图3中虚线框部分的示意图;
图5为镀液池中上表面镀膜部分的示意图;
图6为本发明中水洗池与抗氧化池部分的示意图;
图7为本发明中收卷部分的示意图。
在图中,11-放料卷;12-收料卷;
20-镀膜;
311-镀液池;312-镀液存储池;313-溢流槽;321-第一主辊;3211-主辊辊体;3212-主辊包胶层;322-第二主辊;331-第一导电带;332-第二导电带;341-第一阳极板;342-第二阳极板;351-第一包胶过辊;352-第二包胶过辊;361-第一挤液上压辊;362-第一挤液下压辊;
411-水洗池;412-纯水存储池;42-水洗池液下辊;431-第二挤液上压辊;432-第二挤液下压辊;44-;喷淋头
511-抗氧化池;512-抗氧化液存储池;52-抗氧化池液下辊;531-第三挤液上压辊;532-第三挤液下压辊;
60-烘箱;
71-展平辊;72-切边器。
具体实施方式
下面结合附图以及实施方式对本发明进行进一步的描述:
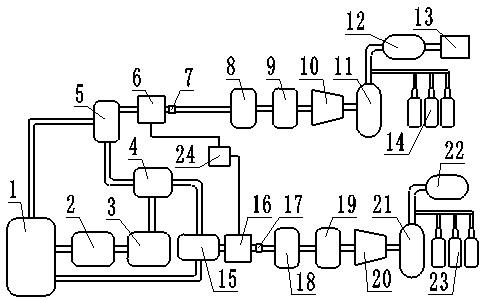
如图1所示,一种用于柔性薄膜基材表面电镀加工的水电镀设备,包括放料卷11和收料卷12,未电镀的镀膜20由放料卷11放料,电镀后的镀膜20由收料卷12收料。该水电镀设备包括内置镀液的镀液池311、内置纯水的水洗池41、内置抗氧化液的抗氧化池511以及烘箱60,放卷后的镀膜20依次经过镀液池311、水洗池41、抗氧化池511以及烘箱60后收卷在收料卷12上,其中镀液池311用于对镀膜20进行电镀,水洗池41用于对电镀后的镀膜20进行水洗,抗氧化池511用于对电镀后的镀膜20进行抗氧化处理,烘箱60用于对镀膜20进行烘烤、干燥处理。
优选的,沿着镀膜20的行走方向,所有辊轮均为水平平行安装,使得镀膜20在行走过程中张力更加均匀。
如图1至图5所示,镀液池311内设有大直径的绝缘的主辊,镀膜20绕过主辊后由镀液池311穿出,主辊的外侧设有导电带,导电带紧贴于部分的镀膜20的外侧,实现对镀膜20的导电;主辊的外围设有弧形的阳极板,且阳极板与主辊之间间隔有空隙。阳极板与电镀电源(图中未示出,下同)的正极连接,导电带与电镀电源的负极连接,使得阳极板作为电镀阳极,与导电带连接的镀膜作为电镀的阴极,镀液作为电镀介质,进而通过电镀过程对镀膜的表面进行电镀。
本发明通过导电带代替传统导电辊实现阴极的导电作用,避免传统导电辊设计中导电辊带电产生铜沉积,进而造成镀膜的刺破或划伤。本发明通过镀膜20在镀液池311中形成弧形的走膜路径,可以有效增加电镀长度,解决了常规解决方案中v字形走膜路径电镀长度占比小的问题,可以在对端的走膜长度上实现最大的有效电镀长度,缩小了设备的占地长度;另外通过在主辊表面进行电镀,使得电镀过程处于镀液中,解决了导电带与镀膜通电时的散热问题,避免产生烧孔。
优选的,镀液为镀铜导电液,用于对镀膜20进行镀铜。导电带为导电铜带,可以避免引入新的金属杂质。
优选的,导电带位于镀膜边缘的外围,在镀铜完成后,导电带覆盖的镀膜的部分作为废边切除。本实施例中,镀液池311内设有2-3条导电带,可以使得镀膜20均匀带电并镀铜,同时位于中间的导电带覆盖的镀膜切边后,形成两条镀铜膜,根据中间的导电带的位置设置不同,可以制作形成两条宽度相等或不等的镀铜膜。
优选的,阳极板所形成的弧形的圆心与主辊的圆心重合,保证阳极板所形成的弧形与主辊的表面距离处处相等,保证镀膜进行电镀时各个位置的电势相等,进而保证镀膜镀铜的厚度一致。
主辊外围设有若干小直径的包胶辊,包胶辊的设计使得镀膜20可以按照一定的路径形成一定包角,并在主辊上走膜。在发明中,导电带在主辊外的走带距离小于镀膜在主辊外的走膜距离(即主辊表面的导电带所对应的圆心角小于主辊表面的镀膜所对应的圆心角),使得走膜于主辊表面的镀膜受力均匀后带电,保证电镀更加均匀;阳极板所对应的圆心角小于镀膜在主辊外走膜距离对应的圆心角,使得走膜均匀的镀膜才会进行电镀,保证电镀效果。优选的,导电带在主辊表面的走带距离对应的圆心角等于阳极板所对应的圆心角,即镀膜带电的部分均能与对应的阳极板进行电镀反应。
镀液池311内设有第一主辊321和第二主辊322,镀膜20绕过第一主辊321后再反向绕过第二主辊322,并由镀液池311穿出。以第一主辊321为例进行说明,主辊包括主辊辊体3211和包覆于主辊辊体3211外围的主辊包胶层3212,本发明中镀膜20通过一定的包角在主辊表面与主辊同速运动,配合导电带可以避免金属离子在主辊表面的沉积,进而避免主辊对镀膜的损伤。
具体的,第一主辊321外侧设有第一导电带331,第一导电带331与位于第一主辊321表面的镀膜20紧贴,第一主辊321的外围设有弧形的第一阳极板341,第一阳极板341与位于第一主辊321表面的第一导电带331相对。优选的,镀液池311内设有若干第一包胶过辊351,第一包胶过辊351环绕于第一主辊321外围,第一导电带331依次绕过若干个第一包胶过辊351后形成环形。
第一阳极板341作为电镀阳极、与第一导电带331接触的且朝向第一阳极板341的镀膜表面为电镀阴极,电镀液为介质,形成电镀回路,进而对朝向第一阳极板341的镀膜一侧进行电镀。
与第一主辊321相对应,第二主辊322外侧设有第二导电带332,第二导电带332与位于第二主辊322表面的镀膜20紧贴,第二主辊322的外围设有弧形的第二阳极板342,第二阳极板342与位于第二主辊322表面的第二导电带332相对。优选的,镀液池311内设有若干第二包胶过辊352,第二包胶过辊352环绕于第二主辊322外围,第二导电带332依次绕过若干个第二包胶过辊352后形成环形。
镀膜20经过第二主辊322外侧时,在第一主辊321上面向第一阳极板341的一面与第二主辊322表面贴合,在第一主辊321上与第一主辊321贴合的一面在第二主辊322上与第二阳极板342对应,使得第二阳极板342作为电镀阳极、与第二导电带332接触的且朝向第二阳极板342的镀膜表面为电镀阴极,电镀液为介质,形成电镀回路,进而对朝向第二阳极板342的镀膜一侧进行电镀。
为了保证电镀效果,与第二主辊322相对应的第二阳极板342、第二导电带332的相关配置及走带路径与第一主辊321相对应。
在本发明中,镀液池311的下侧设有溢流槽313,第一导电带331的上部分位于镀液池311内,其下部分位于溢流槽313内,通过溢流槽313对镀液池311内溢流的镀液进行收集。在一个优选实施例中,第一导电带331的端部穿过镀液池311的底部后进入镀液池311内,并经由第一包胶过辊351导向后贴附于第一主辊321、镀膜20表面,然后该端部绕过镀液池311的顶部后深入溢流槽313内与第一导电带331的另一端部连接形成回路;第二导电带332的端部由镀液池311的上端伸入镀液池311内,并经由第二包胶过辊352导向后贴附于第二主管322、镀膜20表面,然后该端部穿出镀液池311后与第二导电带332的另一端部连接形成回路。
本发明通过第一主辊321、位于第一主辊321外围的第一导电带331、第一阳极板341,使得镀液池311能对镀膜20朝向第一阳极板341的一侧(本实施例中的下侧)进行电镀;通过第二主辊322、位于第二主辊322外围的第二导电带332、第二阳极板342,使得镀液池311能对镀膜20朝向第二阳极板342的一侧(本实施例中的上侧)进行电镀;进而完成镀膜上下两侧的电镀过程。另外,本发明通过薄膜在第一主辊321和第二主辊322表面的包覆运动,可以有效减少镀膜膜面所受到的张力,避免柔性的薄膜产生褶皱或变形,进而增加导电薄膜产品的良品率。
镀液池311内设有若干进液管(图中未示出,下同),进液管通过进液管道与镀液存储池312连通(镀液存储池312优选置于镀液池311的下侧),镀液池311上还设有溢流管道(图中未示出,下同),溢流管道通过回液管(图中未示出,下同)与镀液存储池312连通。镀液存储池312中的镀液经由进液管道-进液管流入镀液池中,反应后的镀液经由溢流管道-回液管流入镀液存储池312中。优选的,进液管上均匀分布有若干喷孔(图中未示出,下同),镀液通过喷孔可以均匀进入镀液池311中,保证镀液池中镀液浓度均匀,进而使得镀膜表面电镀更加均匀。
为了实现镀液循环,本实施例中的进液管道上设有隔膜泵和过滤器(图中均未示出),隔膜泵将镀液存储池312中的镀液经由过滤器泵入进液管中,进而实现镀液的循环。优选的,隔膜泵、进液管与调节电流密度的电镀电源连接,电镀电源与控制系统通讯,控制系统通过控制电镀电源的电流大小,进而控制镀液池的电流密度。
优选的,镀液池311的出液端设有第一挤液辊组,通过第一挤液辊组对由镀液池311穿出的镀膜20进行切液。具体的,第一挤液辊组包括间隙配合的第一挤液上压辊361和第一挤液下压辊362,镀膜20由第一挤液上压辊361和第一挤液下压辊362之间穿出。第一挤液上压辊361和第一挤液下压辊362相互配合使得镀液池311内的镀液在镀液池311与镀液存储池312内循环,不与位于镀液池311后侧的纯水相混合。
在本实施例中,水电镀设备内设有一个镀液池211,该镀液池311内设有2个主辊(包括第一主辊321和第二主辊322),通过通过增减主辊直径与主辊上镀膜的走膜包角角度、镀膜对应的阳极板的板数、阳极板电流杜牧的梯度配置,实现这个电镀设备的生产速度的配制。所需生产速度越大,主辊直径越大。
如图1、图6所示,沿着镀膜加工的流水线,镀液池311的后侧设有水洗池41,水洗池41内设有水洗池进液管和水洗池出液管(图中均未示出),水洗池进液管与纯水存储池412(纯水存储池412优选置于水洗池41的下侧)的出水口连通,水洗池出液管与纯水存储池412的进水口连通。
本实施例中的水洗池41的内部设有水洗池液下辊42,进入水洗池41的镀膜绕过水洗池液下辊42后由水洗池41出液,电镀后的镀膜20绕过水洗池液下辊42,使得位于水洗池液下部分的镀膜20呈v字形走膜。
优选的,水洗池41的出液端设有第二挤液辊组,通过第二挤液辊组对由水洗池41穿出的镀膜20进行切液。具体的,第二挤液辊组包括间隙配合的第二挤液上压辊431和第二挤液下压辊432,镀膜20由第二挤液上压辊431和第二挤液下压辊432之间穿出。第二挤液上压辊431和第二挤液下压辊432相互配合使得水洗池内的纯水在水洗池41与纯水存储池412内循环,不与位于水洗池41后侧的抗氧化液相混合。
优选的,水洗池41内设有喷淋头44,通过喷淋头44对经过水洗池41的镀膜进行水洗。具体的,水洗池液下辊42的前侧设有一对第一喷淋头,镀膜穿过第一喷淋头并由第一喷淋头喷淋,然后延伸至水洗池液下辊42处;水洗池液下辊42的后侧设有一对第水洗池液下辊,绕过水洗池液下辊42的镀膜穿过第二喷淋头并由第二喷淋头喷淋。
如图1、图6所示,沿着镀膜加工的流水线,水洗池41的后侧设有抗氧化池511,抗氧化池511内设有抗氧化池进液管和抗氧化池出液管(图中均未示出),抗氧化池进液管与抗氧化液存储池512的出水口连通,抗氧化池出液管与抗氧化液存储池512的进水口连通。
抗氧化池511的内部设有抗氧化池液下辊52,进入抗氧化池511的镀膜20绕过抗氧化池液下辊52后由抗氧化池511出液,水洗后的镀膜20绕过抗氧化池液下辊52,使得位于抗氧化池液下部分的镀膜呈v字形走膜。
优选的,优选的,抗氧化池511的出液端设有第三挤液辊组,通过第三挤液辊组对由抗氧化池511穿出的镀膜20进行切液。具体的,第三挤液辊组包括间隙配合的第三挤液上压辊531和第三挤液下压辊532,镀膜20由第三挤液上压辊531和第三挤液下压辊532之间穿出。第三挤液上压辊531和第三挤液下压辊532相互配合使得抗氧化池511内的抗氧化液在抗氧化池511与抗氧化液存储池512内循环,不会溢出至后侧的设备中。
本发明通过水洗池41和抗氧化池511分别实现了对镀膜20的水洗和抗氧化,同时能够避免各种液体之间的相互混合和影响,且能够实现各种液体的循环利用,节省了液体成本。
如图1、图7所示,沿着镀膜加工的流水线,烘箱60的后侧设有展平辊71,展平辊71处设有用于对薄厚不均的镀膜边部进行切边的切边器72,切边器72用于对导电带覆盖的镀膜进行切边,还可直接对其他需要裁切的部分进行切边,镀膜两侧切边后的废料由废料收卷辊(图中未示出)收卷。
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
上面结合附图对本发明专利进行了示例性的描述,显然本发明专利的实现并不受上述方式的限制,只要采用了本发明专利的方法构思和技术方案进行的各种改进,或未经改进将本发明专利的构思和技术方案直接应用于其它场合的,均在本发明的保护范围内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。