本发明属于胎圈钢丝生产领域,尤其涉及一种胎圈钢丝生产线电解酸洗稳流控制系统。
背景技术:
胎圈钢丝是轮胎中普遍应用的骨架材料,对轮胎起增强作用,广泛应用于轮胎行业,伴随汽车行业对于轮胎的安全性能和环保性能要求越来越高,高性能胎圈钢丝将成为胎圈钢丝未来市场发展的主要趋势,高性能胎圈钢丝的研发水平将成为决定胎圈钢丝制造企业生存发展的核心竞争力。优良的粘合性能和胶性能是高性能胎圈钢丝关键技术指标之一,胎圈钢丝粘合力低和附胶能力差是影响轮胎寿命的关键因素,胎圈钢丝粘合力不稳定,易导致轮胎在使用过程中胎圈易产生钢丝圈松散、钢丝刺出、胎圈脱出等质量问题。
现有技术中,为了提高生产效率经常将不同直径规格的胎圈钢丝一起电解酸洗,但在酸洗过程中某些工作线上会不定时出现启停和规格变更,导致酸洗电流不符合生产需求,而现有的技术难以及时根据生产线生产变化自动调整酸洗电流大小,从而导致各规格生产线酸洗效果不一、胎圈钢丝成品的粘合力低和附胶能力差。
技术实现要素:
针对上述技术问题,本发明提供一种胎圈钢丝生产线电解酸洗稳流控制系统,用以解决胎圈钢丝生产线上难以根据生产线生产变化自动调整酸洗电流大小的问题。
本发明提供一种胎圈钢丝生产线电解酸洗稳流控制系统,包括:多头收线机、收线机plc、稳流触控屏、电解槽体、电解槽体plc、整流柜、整流柜plc和交换机,收线机plc、稳流触控屏、电解槽体plc和整流柜plc分别与交换机通信连接,多头收线机与收线机plc通信连接,收线机plc用于实时输入每条工作线上胎圈钢丝的尺寸规格和接收每条工作线上位于多头收线机处的启停状态后,通过交换机传送给稳流触控屏,电解槽体与电解槽体plc通信连接,电解槽体plc用于获取每条工作线上位于电解槽体内的启停状态后,通过交换机传送给稳流触控屏,稳流触控屏用于实时接收每条工作线上胎圈钢丝的尺寸规格、每条工作线位于多头收线机处的启停状态及位于电解槽体内的启停状态后,稳流触控屏自行运算得到当前最佳酸洗电流值,整流柜与整流柜plc通信连接,整流柜plc用于通过交换机实时接收稳流触控屏发送的当前最佳酸洗电流值后,控制整流柜向电解槽体内输入当前的最佳酸洗电流值。
较佳的,稳流触控屏用于存储不同尺寸规格的胎圈钢丝各自对应的最佳酸洗电流单值。
更佳的,稳流触控屏还用于实时判断每条工作线上位于多头收线机处和电解槽体处的启停状态以及胎圈钢丝的规格变化,其中,上述两处均处于正常开启状态的工作线为正常工作线,当前最佳酸洗电流值等于每条正常工作线上胎圈钢丝所对应的最佳酸洗电流单值之和。
更佳的,当稳流触控屏判断出任一工作线上的启停状态或胎圈钢丝规格发生变化时,稳流触控屏将重新计算当前最佳酸洗电流值。
较佳的,稳流触控屏还用于实时显示每条工作线上胎圈钢丝的尺寸规格、每条工作线位于多头收线机处的启停状态及位于电解槽体内的启停状态和当前最佳酸洗电流值。
较佳的,多头收线机的每条工作线均设有收线机感应器,用于感应每条工作线上位于多头收线机处的启停状态。
较佳的,电解槽体内的每条工作线均设有槽体感应器,用于感应每条工作线上位于电解槽体内的启停状态。
较佳的,收线机plc采用手动方式输入每条工作线上胎圈钢丝的尺寸规格。
较佳的,收线机plc、稳流触控屏、电解槽体plc和整流柜plc分别通过485通讯方式与交换机通信连接。
与现有技术相比,本发明操作容易、步骤简单,输入相关生产参数后,可以根据生产线正常启动台数和生产规格对电解酸洗电流进行实时的自动调整。使得胎圈半成品钢丝在运行过程中的酸洗电流实时可控,使在槽运行胎圈半成品钢丝的表面处理效果趋于最佳状态,从而保证钢丝清洗效果的一致性和粘合力的稳定性。
附图说明
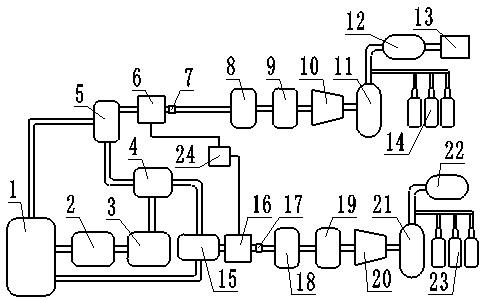
图1为本发明一实施例的胎圈钢丝生产线电解酸洗稳流控制系统的结构示意图。
具体实施方式
为使对本发明的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
请参照图1,一种胎圈钢丝生产线电解酸洗稳流控制系统100,包括:多头收线机1、收线机plc2、稳流触控屏3、电解槽体4、电解槽体plc5、整流柜6、整流柜plc7和交换机8。
收线机plc2、稳流触控屏3、电解槽体plc5和整流柜plc7分别与交换机8通信连接。
多头收线机1与收线机plc2通信连接,收线机plc2用于实时输入每条工作线上胎圈钢丝的尺寸规格和接收每条工作线上位于多头收线机1处的启停状态后,通过交换机8传送给稳流触控屏3。
电解槽体4与电解槽体plc5通信连接,电解槽体plc5用于获取每条工作线上位于电解槽体4内的启停状态后,通过交换机8传送给稳流触控屏3。
稳流触控屏3用于实时接收每条工作线上胎圈钢丝的尺寸规格、每条工作线位于多头收线机1处的启停状态及位于电解槽体4内的启停状态后,稳流触控屏3自行运算得到当前最佳酸洗电流值。
整流柜6与整流柜plc7通信连接,整流柜plc7用于通过交换机8实时接收稳流触控屏3发送的当前最佳酸洗电流值后,控制整流柜6向电解槽体4内输入当前的最佳酸洗电流值。利用整流柜plc输出给定控制酸洗整流柜6的稳流设定,可使酸洗电流符合生产实际要求,各生产线同规格酸洗效果趋于一致,保证不同生产线胎圈钢丝成品色泽和粘合力的一致性,提升胎圈钢丝成品粘合力和附胶能力。
可选的,稳流触控屏3用于存储不同尺寸规格的胎圈钢丝各自对应的最佳酸洗电流单值。这样方便稳流触控屏3计算当前最佳酸洗电流值时可以及时调用。
优选的,稳流触控屏3还用于实时判断每条工作线上位于多头收线机1处和电解槽体4处的启停状态以及胎圈钢丝的规格变化,其中,上述两处均处于正常开启状态的工作线为正常工作线,当前最佳酸洗电流值等于每条正常工作线上胎圈钢丝所对应的最佳酸洗电流单值之和。
优选的,稳流触控屏3还用于实时显示每条工作线上胎圈钢丝的尺寸规格、每条工作线位于多头收线机1处的启停状态及位于电解槽体4内的启停状态和当前最佳酸洗电流值等参数。这样可以更加直观方便地管理生产过程。
优选的,当稳流触控屏3判断出任一工作线上的启停状态或胎圈钢丝规格发生变化时,稳流触控屏3将重新计算当前最佳酸洗电流值。这样可以快速根据生产线生产变化自动调整当前最佳酸洗电流值。
可选的,多头收线机1的每条工作线均设有收线机感应器,用于感应每条工作线上位于多头收线机1处的启停状态。采用收线机感应器可以及时获取每条工作线上位于多头收线机1处的启停状态,便于及时调整当前最佳酸洗电流值。
可选的,电解槽体4内的每条工作线均设有槽体感应器,用于感应每条工作线上位于电解槽体4内的启停状态。采用槽体感应器可以及时获取每条工作线上位于电解槽体4内的启停状态,便于及时调整当前最佳酸洗电流值。
可选的,收线机plc2采用手动方式输入每条工作线上胎圈钢丝的尺寸规格。手动方式输入便于灵活变更生产规格。
可选的,收线机plc2、稳流触控屏3、电解槽体plc5和整流柜plc7分别通过485通讯方式与交换机8通信连接。采用485通讯方式通信,增强了信号传输的抗干扰能力和信号传输距离。
本发明一实施例的工作原理如下:
系统100运行前,首先在收线机plc2上输入每条工作线上对应钢丝的尺寸规格,在稳流触控屏3内存入不同尺寸规格的钢丝所对应的最佳酸洗电流单值,系统100运行后,收线机plc2实时接收每个收线感应器传来的相应工作线上位于多头收线机1处的启停状态,并通过交换机8将每条工作线上多头收线机1处的启停状态和钢丝的不同尺寸规格传送给稳流触控屏3,同时槽体plc5实时接收每个槽体感应器感应到的相应工作线上位于电解槽体4内的启停状态,并通过交换机8将每条工作线上电解槽体4内的启停状态传送给稳流触控屏3,稳流触控屏3接收上述参数后,调取每个工作线上的不同尺寸规格的钢丝对应的最佳酸洗电流单值,接着判断每条生产线的启停状态,然后将每条正常工作线上胎圈钢丝所对应的最佳酸洗电流单值相加得到当前最佳酸洗电流值,并通过交换机8传送给整流柜plc6,整流柜plc6按照当前最佳酸洗电流值动态控制整流柜7向电解槽体4内输入电流,同时生产过程中,稳流触控屏3将实时判断每条工作线上位于多头收线机1处和电解槽体4处的启停状态以及胎圈钢丝的规格变化,当稳流触控屏3判断出任一工作线上的启停状态或胎圈钢丝规格发生变化时,稳流触控屏3将重新计算当前最佳酸洗电流值并发送给整流柜plc6。
本发明的一种胎圈钢丝生产线电解酸洗稳流控制系统,操作容易、步骤简单,输入相关生产参数后,可以根据生产线正常启动台数和生产规格对电解酸洗电流进行自动控制调整。使得胎圈半成品钢丝在运行过程中的酸洗电流实时可控,使在槽运行胎圈半成品钢丝的表面处理效果趋于最佳状态,从而保证钢丝清洗效果的一致性和粘合力的稳定性。
本发明已由上述相关实施例加以描述,然而上述实施例仅为实施本发明的范例。必需指出的是,已揭露的实施例并未限制本发明的范围。相反地,在不脱离本发明的精神和范围内所作的更动与润饰,均属本发明的专利保护范围。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。