本发明涉及镀层技术领域,具体是一种石油钻井设备转子的电镀方法。
背景技术:
在石油钻井设备中,由于需要进行高强度的岩石和土壤的钻孔,并且将岩石和土壤向上排出,因此钻井设备中的转子损耗较为剧烈,即使转子的材质采用硬性的合金钢材,但是由于岩石和土壤的长期摩擦,会导致转子表面受热而严重磨损,因此在钻井阶段需要进一步的对转子进行处理,以达到耐磨的作用。
电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性的作用。
因此在转子表面采用电镀的方式,形成一层保护层,从而提高转子的使用寿命以及增强其应对恶劣的使用环境等,但是目前针对转子的电镀技术采用的大部分是一次电镀成型,由于转子表面大部分呈螺旋形状进行设计,因此采用一次电镀成型时,转子虽然在电镀液能够浸没完全,但是由于电镀阶段其接触面决定了最终镀层厚薄均匀的问题,而螺旋形的转子因螺旋凹槽而呈现越来越窄的趋势,因此电镀后的镀层极易出现厚薄不均的情况。
技术实现要素:
本发明的目的在于克服现有技术的不足,提供一种石油钻井设备转子的电镀方法,以至少达到厚薄均匀以及高硬度的目的。
本发明的目的是通过以下技术方案来实现的:
一种石油钻井设备转子的电镀方法,包括以下步骤:
s1选取待镀层的转子,清理转子表面,得到干净的转子;
s2选取浓度为268-300g/l铬酐、浓度为2-6-3.0g/l的硫酸、光亮剂以及浓度为10-80mg/l抑雾剂混合均匀,形成电镀液;
s3将所述的干净转子套设进保护工装内,进行第一次电镀,置于电镀液中,得到第一次电镀转子;
s4将得到的第一次电镀转子再次套设进保护工装内,调整角度,再置于电镀液中,进行第二次电镀,得到第二次电镀转子;
s5将所述的第二次电镀转子表面干燥并清理,得到镀层转子。
优选的,为了进一步实现厚薄均匀的目的,所述的保护工装包括保护套、支撑底座以及固定环;所述的支撑底座包括前底座和后底座;所述的前底座和后底座通过同一滑动导轨滑动连接,所述的转子的一端嵌入在所述的前底座内,另一端嵌入在所述的后底座内;所述的保护套设置所述的前底座和后底座之间,其内穿设有所述的转子;所述的固定环表面呈圆周均匀分布有多个导电棒;所述的固定环设置在所述的前底座的上游,并螺纹连接有调节螺栓;所述的调节螺栓抵接所述的转子设置,所述的前底座和后底座均包括螺纹槽、固定块;所述的螺纹槽固定在所述的固定块的下端;所述的固定环、支撑底座以及导电棒表面均覆盖有绝缘层;所述的保护套上开设有多个方孔;所述的方孔呈螺旋均匀分布在所述的保护套上,并间隔5-8mm设置;所述的方孔正对在所述的转子的螺旋凹槽设置或正对在所述的转子的螺旋凸起设置;所述的保护套的直径d大于所述的转子的螺旋凹槽的直径da但小于所述的转子的螺旋凸起的直径db设置;所述的保护套的两端距所述的前底座与后底座之间的距离均为10-15mm;所述的保护套选用聚丙烯、聚氯乙烯、无规共聚聚丙烯、聚乙烯以及聚碳酸酯中一种或多种;通过采用包括前底座和后底座的支撑底座,以及呈螺旋设置方孔的保护套,同时保护套的直径在转子的两个直径的区间内,以及保护套采用的材质,当需要电镀时,套装的保护套由于具有柔韧性,因此调节其方孔对应转子的螺旋凸起或者螺旋凹槽,同时由于保护套直径的区间设置,使保护套能够紧贴转子设置,从而实现两次电镀时,分部位进行电镀,从而防止螺旋凹槽内的电镀液电镀不充分,进一步实现厚薄均匀的目的。
优选的,为了进一步实现高硬度的目的,所述的电镀的条件为:电流密度20-30a/dm2,溶液温度58-62℃;通过设定电镀的电流密度以及温度,从而控制电镀阶段的条件参数,同时由于电镀的镀层硬度受到电流密度和待镀转子长度的影响,因此在转子的长度可调控的情况下,限定电流密度,从而使镀层用的阳极金属能够充分被电镀到转子上,形成高硬度的镀层。
优选的,为了进一步实现厚薄均匀的目的,所述的清理转子表面为除去待镀转子表面的油污、锈斑;通过先清理待镀转子表面的油污、锈斑等能够影响镀层厚度和均匀程度的杂质因素,从而使镀层更均匀。
本发明的有益效果是:
1.通过采用先清理待镀转子,再调和电镀液,再利用保护工装进行二次电镀,干燥后得到镀层的转子,从而利用调和的电镀液配合保护工装进行二次不同角度的电镀,从而使转子的螺旋凸起端和螺旋凹槽端能够分别电镀充分,实现厚度均匀以及高硬度的目的。
2.通过采用包括前底座和后底座的支撑底座,以及呈螺旋设置方孔的保护套,同时保护套的直径在转子的两个直径的区间内,以及保护套采用的材质,当需要电镀时,套装的保护套由于具有柔韧性,因此调节其方孔对应转子的螺旋凸起或者螺旋凹槽,同时由于保护套直径的区间设置,使保护套能够紧贴转子设置,从而实现两次电镀时,分部位进行电镀,从而防止螺旋凹槽内的电镀液电镀不充分,进一步实现厚薄均匀的目的。
3.通过设定电镀的电流密度以及温度,从而控制电镀阶段的条件参数,同时由于电镀的镀层硬度受到电流密度和待镀转子长度的影响,因此在转子的长度可调控的情况下,限定电流密度,从而使镀层用的阳极金属能够充分被电镀到转子上,形成高硬度的镀层。
4.通过先清理待镀转子表面的油污、锈斑等能够影响镀层厚度和均匀程度的杂质因素,从而使镀层更均匀。
附图说明
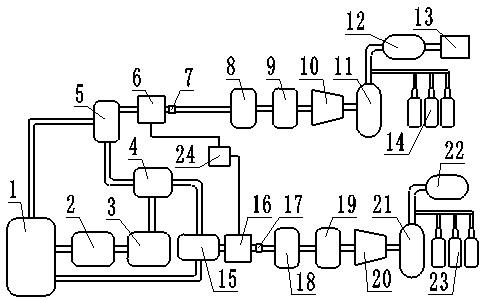
图1为本发明的保护工装的示意图;
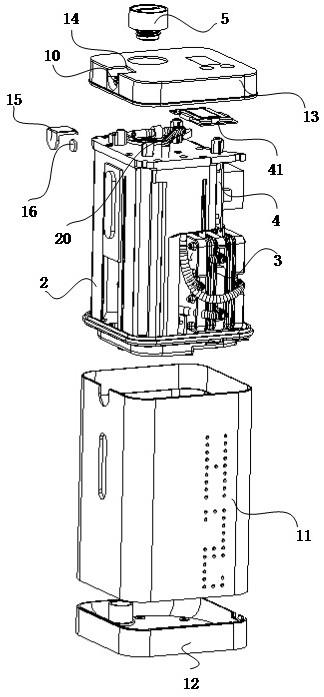
图2为本发明的保护套示意图;
图中,1-保护套,11-方孔,2-支撑底座,21-前底座,22-后底座,23-螺纹槽,24-固定块,3-固定环,4-滑动导轨,5-转子,6-调节螺栓,7-绝缘层。
具体实施方式
下面结合附图进一步详细描述本发明的技术方案,但本发明的保护范围不局限于以下所述。
所述的铬酐选用德国拜耳牌铬酐;
所述的电镀阳极均采用硬铬;
所述的硫酸选用江城化工的98%硫酸;
所述的光亮剂选用东莞凯盟表面处理技术开发有限公司的电化学抛光剂;
所述的抑雾剂选用温州安丽特化学有限公司的f-53型镀铬抑雾剂。
实施例1
一种石油钻井设备转子的电镀方法,包括以下步骤:
s1选取待镀层的转子,清理转子表面,得到干净的转子;
s2选取铬酐、硫酸、光亮剂以及抑雾剂混合均匀,形成电镀液;
s3将所述的干净转子套设进保护工装内,进行第一次电镀,置于电镀液中,得到第一次电镀转子;
s4将得到的第一次电镀转子再次套设进保护工装内,调整角度,再置于电镀液中,进行第二次电镀,得到第二次电镀转子;
s5将所述的第二次电镀转子表面干燥并清理,得到镀层转子。
为了进一步实现厚薄均匀的目的,所述的保护工装包括保护套1、支撑底座2以及固定环3;所述的支撑底座2包括前底座21和后底座22;所述的前底座21和后底座22通过同一滑动导轨4滑动连接,所述的转子5的一端嵌入在所述的前底座21内,另一端嵌入在所述的后底座22内;所述的保护套1设置所述的前底座21和后底座22之间,其内穿设有所述的转子5;所述的固定环3表面呈圆周均匀分布有多个导电棒31;所述的固定环3设置在所述的前底座21的上游,并螺纹连接有调节螺栓6;所述的调节螺栓6抵接所述的转子5设置,所述的前底座21和后底座22均包括螺纹槽23、固定块24;所述的螺纹槽23固定在所述的固定块24的下端;所述的固定环3、支撑底座21以及导电棒31表面均覆盖有绝缘层7;所述的保护套1上开设有多个方孔11;所述的方孔11呈螺旋均匀分布在所述的保护套1上,并间隔6mm设置;所述的方孔11的宽度4mm,所述的方孔11正对在所述的转子5的螺旋凹槽设置或正对在所述的转子5的螺旋凸起设置;所述的保护套1的直径d大于所述的转子5的螺旋凹槽的直径da但小于所述的转子5的螺旋凸起的直径db设置;所述的保护套1的两端距所述的前底座21与后底座22之间的距离均为12mm;所述的保护套1选用聚乙烯;通过采用包括前底座21和后底座22的支撑底座2,以及呈螺旋设置方孔11的保护套1,同时保护套1的直径在转子5的两个直径的区间内,以及保护套1采用的材质,当需要电镀时,套装的保护套1由于具有柔韧性,因此调节其方孔11对应转子5的螺旋凸起或者螺旋凹槽,同时由于保护套1直径的区间设置,使保护套1能够紧贴转子5设置,从而实现两次电镀时,分部位进行电镀,从而防止螺旋凹槽内的电镀液电镀不充分,进一步实现厚薄均匀的目的。
为了进一步实现高硬度的目的,所述的电镀的条件为:电流密度25a/dm2,溶液温度60℃;通过设定电镀的电流密度以及温度,从而控制电镀阶段的条件参数,同时由于电镀的镀层硬度受到电流密度和待镀转子长度的影响,因此在转子5的长度可调控的情况下,限定电流密度,从而使镀层用的阳极金属能够充分被电镀到转子5上,形成高硬度的镀层。
为了进一步实现厚薄均匀的目的,所述的清理转子表面为除去待镀转子表面的油污、锈斑;通过先清理待镀转子表面的油污、锈斑等能够影响镀层厚度和均匀程度的杂质因素,从而使镀层更均匀。
实施例2
将方孔11间隔5mm设置,并且方孔11的宽度为2mm,保护套1的两端距前底座21与后底座22之间的距离均为10mm;所述的保护套1选用聚丙烯。
同时电流密度为20a/dm2,溶液温度58℃;其余步骤及配方同实施例1。
实施例3
将方孔11间隔8mm设置,并且方孔11的宽度为5mm,保护套1的两端距前底座21与后底座22之间的距离均为15mm;所述的保护套1选用聚氯乙烯。
同时电流密度为30a/dm2,溶液温度62℃;其余步骤及配方同实施例1。
实施例4
将保护套1选用无规共聚聚丙烯。
实施例5
将保护套1选用聚碳酸酯。
对比例1
不采用保护工装,直接在电镀液中进行电镀,其余步骤及配方同实施例1。
以gb11379-89、iso6158-1984、gb1238、gb6458以及gb5270,统计各组实施例和对比例的电镀后转子的电镀不均匀性、最小硬度、针孔率,得到表1。
表1各组实施例和对比例的电镀后转子的电镀不均匀性、硬度、针孔率的情况表
由表1可知,当采用本申请的保护工装,并将方孔11间隔6mm设置,并且方孔11的宽度为4mm,保护套1的两端距前底座21与后底座22之间的距离均为12mm;所述的保护套1选用聚乙烯,所得到的电镀转子,其电镀不均匀性为8%,硬度≥870以及针孔率为1个/dm2,同时电流密度为25a/dm2,溶液温度60℃;即证明了本发明的优越性。
以上所述仅是本发明的优选实施方式,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。