1.本实用新型涉及电镀锡板的软熔装置,尤其涉及全感应软熔加热装置的工艺布局。
背景技术:
2.电镀锡板又称马口铁,是指表面镀有一薄层金属锡的钢板,具有强度高、焊接性好、耐腐蚀和无毒性等特点,被广泛地应用于食品、医药、轻工、汽车和家电等行业。
3.电镀锡板的生产工艺主要包含电镀锡、软熔、阴极钝化和涂油处理等过程。其中,软熔工艺的质量控制始终是个难点。传统软熔加热装置的工艺布局是通过电阻加热方式,将带钢加热到一定温度后,通过感应加热方式瞬间加热到需要的温度,使镀锡层融化。再通过淬水槽将融化的镀锡层冷却结晶获得合适的锡
‑
铁合金层。此过程中容易产生压印、烧点等缺陷。如何解决以上问题,在现实生产中尤为重要。传统软熔加热装置的工艺布局,存在如下问题:(一)带钢表面时常有压印,影响钢带表面质量;(二)经常出现烧点,不易处理。针对以上问题,设计一种全感应软熔加热装置的工艺布局,生产的带钢无压印、无烧点,提高了产品质量,使其具有更强的市场竞争力。
技术实现要素:
4.传统软熔加热装置的工艺布局容易产生压印、烧点等缺陷。为解决这些问题,本实用新型提供一种全感应软熔加热装置的工艺布局,该工艺布局采用全感应软熔加热装置对带钢加热软熔,得到的带钢无压印、无烧点,产品质量高。
5.本实用新型采用的技术方案是:
6.全感应软熔加热装置的工艺布局,包括
7.全感应软熔加热装置本体,具有全感应加热箱,所述全感应加热箱内部设有供带钢穿行的通道;
8.冷却装置,具有淬水槽和挤干辊组,所述淬水槽设置在所述全感应加热箱与所述挤干辊组之间;
9.接地辊组;
10.张力辊组;
11.所述全感应软熔加热装置本体、冷却装置、接地辊组和张力辊组依序设置在带钢行径方向上。
12.本工艺布局采用全感应软熔加热装置本体对带钢加热,其加热速度快,有利于减少镀锡层的氧化,从而增加了镀锡板的整体耐腐蚀性。该工艺布局能减少成品镀锡板的压印,保证镀锡产品质量。并且避免烧点出现,减少机组停机频率,提高产品生产效率,增加市场竞争力。
13.在本申请公开的全感应软熔加热装置的工艺布局中,所述工艺布局还包括纠编装置,安装在所述全感应软熔加热装置本体所处位置的前工序处。
14.在本申请公开的全感应软熔加热装置的工艺布局中,所述工艺布局还包括转向辊组,所述转向辊组设置在所述接地辊组和所述张力辊组之间。
15.在本申请公开的全感应软熔加热装置的工艺布局中,所述工艺布局还包括支架,所述支架为不锈钢材质;
16.所述纠编装置、全感应软熔加热装置本体、冷却装置、接地辊组、转向辊组和张力辊组安装在所述支架上。
17.在本申请公开的全感应软熔加热装置的工艺布局中,所述淬水槽,包括槽体和淬水沉没辊组,所述淬水沉没辊组设置在所述槽体内。
18.在本申请公开的全感应软熔加热装置的工艺布局中,所述槽体由外壳和内衬组成;
19.所述外壳为不锈钢材质,所述内衬为耐高温耐腐蚀的橡胶层。
20.在本申请公开的全感应软熔加热装置的工艺布局中,所述挤干辊组、接地辊组、张力辊组均由辊体加机架组成;
21.所述辊体具有钢制辊芯,所述钢制辊芯的外部设有橡胶层;
22.所述机架为不锈钢材质。
23.在本申请公开的全感应软熔加热装置的工艺布局中,所述转向辊组由辊体加机架组成;
24.所述辊体具有钢制辊芯,所述钢制辊芯的外部设有橡胶层;
25.所述机架为不锈钢材质。
26.在本申请公开的全感应软熔加热装置的工艺布局中,所述淬水沉没辊组由辊体加机架组成;
27.所述辊体具有钢制辊芯,所述钢制辊芯的外部设有橡胶层;
28.所述机架为不锈钢材质。
29.本实用新型的有益效果是:
30.本实用新型为了解决传统软熔加热装置的工艺布局容易产生压印、烧点等问题,设计了一种全感应软熔加热装置的工艺布局。该工艺布局包括依序布置在带钢行径方向上的的全感应软熔加热装置、冷却装置、接地辊组和张力辊组。全感应软熔加热装置本体为成套定制产品,能快速将带钢加热到锡的熔点之上,使电镀锡层熔化,再通过冷却装置冷却,使电镀锡层与带钢本体表面良好融合,显现出漂亮的光泽。该工艺布局采用全感应软熔加热装置本体,其加热速度快,与带钢不接触,所以不产生压印和烧点,保证了镀锡板的产品质量,减少机组停机频率,提高产品生产效率,增加市场竞争力。
附图说明
31.为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
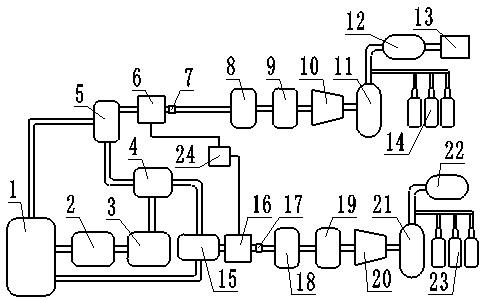
32.图1为传统软熔加热装置的工艺布局示意图;
33.图2为本实用新型的全感应软熔加热装置的工艺布局示意图。
34.附图标记:纠偏装置10、张力装置20、电阻软熔装置30、冷却装置40、第一转向辊201、张力辊202、第二转向辊203、第一接地辊301、第一扼流圈302、第一软熔导电辊303、马弗炉304、感应软熔箱305、第二软熔导电辊306、第三转向辊307、第二扼流圈308、第二接地辊309、淬水槽401、挤干辊装置402、纠偏装置1、全感应软熔加热装置本体2、冷却装置3、接地辊组4、转向辊组5、张力辊组6、全感应加热箱21、通道211、淬水槽31、挤干辊组32、槽体311、淬水沉没辊组312、支架7。
具体实施方式
35.在下文中,仅简单地描述了某些示例性实施例。正如本领域技术人员可认识到的那样,在不脱离本发明的精神或范围的情况下,可通过各种不同方式修改所描述的实施例。因此,附图和描述被认为本质上是示例性的而非限制性的。
36.在本发明的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
37.下面结合附图和实施例对本实用新型进行详细说明。
38.电镀锡板的生产工艺主要包含电镀锡、软熔、阴极钝化和涂油处理等过程。电镀后得到的镀锡带钢,其附着力差,没有光泽。因此,必须通过软熔处理,使电镀锡层与带钢本体表面良好融合,显现出漂亮的光泽。在软熔过程中,镀锡层和铁基板的界面还形成一层很薄的锡
‑
铁合金层,它能改善镀锡板的锡焊性和耐腐蚀性,提高镀锡层与铁基板的结合力和致密性。
39.传统软熔加热装置的工艺布局如图1所示,包括设置在带钢行径方向上的纠偏装置10、张力装置20、电阻软熔装置30和冷却装置40。张力装置20包括第一转向辊201、张力辊202和第二转向辊203。电阻软熔装置30包括第一接地辊301、第一扼流圈302、第一软熔导电辊303、马弗炉304、感应软熔箱305、第二软熔导电辊306、第三转向辊307、第二扼流圈308和第二接地辊309。冷却装置40包括淬水槽401和挤干辊装置402。传统软熔加热装置的工艺布局中,带钢首先经过纠编装置10,进行位置对中。接着经过张力装置20为带钢提供张力。再进入电阻软熔装置30,在电阻软熔装置30内加热到锡的熔点232℃下的某一温度,而后带钢进入感应软熔箱305,在感应软熔箱305内,温度徒然升高到232℃以上,锡层瞬间熔化,一部分锡与带钢反应,生成锡
‑
铁合金层。然后,带钢迅速浸入淬水槽401内,镀锡板再进入挤干辊装置402中挤干水分。最后通过剩下的电阻软熔装置30,并由第二接地辊309输出。
40.传统软熔加热装置的工艺布局是让镀锡带钢通过电阻软熔装置30进行软熔,冷却装置40进行冷却挤干后输出。电阻软熔装置30是将电阻软熔装置和感应软熔装置相结合,其工艺布局复杂,设置的装置众多,并且电阻软熔的加热速度慢,效率低。由于带钢与导电辊接触,容易烧辊,生产成本高。还容易出现压印和烧点,影响带钢的表面质量,从而影响带钢的价格。
41.传统软熔加热装置的工艺布局复杂,装置众多,生产的带钢容易产生压印、烧点。为解决这些问题,本实施例中提供了一种全感应软熔加热装置的工艺布局。如图2所示,该工艺布局包括依序布置在带钢行径方向上的纠偏装置1、全感应软熔加热装置本体2、冷却装置3、接地辊组4和张力辊组6。
42.具体的,纠编装置1,可以使带钢的运行中心线与生产中心线对中,用于保证带钢因板形不好、张力过小或操作不当,致使带钢跑偏现象。
43.具体的,全感应软熔加热装置本体2,能直接将带钢加热到锡的熔点232℃以上,镀锡层发生熔融,锡与带钢发生反应,生成锡
‑
铁合金层。全感应软熔加热装置本体2具有全感应加热箱21,其内部设有供带钢穿行的通道211。带钢在穿行该通道211时,全感应加热箱21对带钢加热。全感应软熔加热装置本体2为成套设备,专业化设计集成。全感应软熔的加热速度快,与带钢不接触,产品质量可控。由于不接触带钢,因而不会产生电阻软熔时容易出现的电弧烧点等表面缺陷。同时,由于感应软熔的加热速度很快,有利于减少锡层的氧化,从而增加了镀锡板的整体耐腐蚀性。
44.具体的,冷却装置3,用于将带钢淬水冷却并挤干。冷却装置3包括淬水槽31和挤干辊组32。淬水槽31包括槽体311和淬水沉没辊组312。槽体311由外壳和内衬组成,其外壳为不锈钢材质,内衬为耐高温耐腐蚀的橡胶层,在本工艺布局中起到承上启下的作用。淬水沉没辊组312布置在槽体311内,在带钢的带动下转动。淬水沉没辊组312由辊体和机架组成,辊体具有钢制辊芯,其外部设有橡胶层,能对钢带起到保护作用。机架为不锈钢加工而成,与辊体装配成套使用,在该布局中起到带钢转向作用。挤干辊组32用于将淬水槽31出来的带钢挤干水分。挤干辊组32也是由辊体和机架组成,辊体具有钢制辊芯,其外部设有橡胶层,能对钢带起到保护作用。机架为不锈钢加工而成,与辊体装配成套使用,在该布局中起到带钢转向作用,以及带钢挤干作用。
45.具体的,接地辊组4用于防止残余电流流向其他工艺段。接地辊组4也是由辊体和机架组成,辊体具有钢制辊芯,其外部设有橡胶层,能对钢带起到保护作用。机架为不锈钢加工而成,与辊体装配成套使用,在该布局中起到带钢转向作用。
46.具体的,张力辊组6,为带钢提供张力,并防止带钢跑偏。张力辊组6也是由辊体和机架组成,辊体具有钢制辊芯,其外部设有橡胶层,能对钢带起到保护作用。机架为不锈钢加工而成,与辊体装配成套使用,在该布局中起到带钢转向作用,以及为带钢提供张力作用。
47.为了使整个工艺布局中的装置紧凑,使用占地面积少,在带钢行径方向上还设置有转向辊组5。转向辊组5设置在接地辊组4和张力辊组6之间。转向辊组5也是由辊体和机架组成,辊体具有钢制辊芯,其外部设有橡胶层,能对钢带起到保护作用。机架为不锈钢加工而成,与辊体装配成套使用,在该布局中起到带钢转向作用。
48.该工艺布局中的设备都安装在支架7上,支架7为不锈钢材料焊接而成。
49.与传统软熔加热装置的工艺布局相比,本实施例中的全感应软熔加热装置的工艺布局简单,装置数量少。传统工艺布局中,带钢与导电辊接触,容易烧辊,还容易出现压印和烧点,影响带钢的表面质量,从而影响带钢的价格。本实施例中的工艺布局,采用全感应软熔加热装置本体2,其加热速度快,与带钢不接触,所以不产生压印和烧点,保证了镀锡板的产品质量,减少机组停机频率,提高产品生产效率,增加市场竞争力。
50.本实施例中的全感应软熔加热装置的工艺布局的工作方式是:
51.镀锡带钢首先经过纠编装置1,纠正行径方向,进行位置对中。接着经过全感应软熔加热装置本体2,在全感应加热箱21内加热到232℃以上,镀锡层瞬间熔化,一部分锡与带钢发生反应,生成锡
‑
铁合金层。然后迅速浸入淬水槽31内冷却,再经过挤干辊组32挤干水
分。接着通过接地辊组4进行接地处理,防止残余电流流向其他工艺段。最后经过转向辊组5到达张力辊组6,张力辊组6为带钢提供张力。
52.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。