1.本发明属于沙发革加工技术领域,具体的说是一种高档沙发革涂饰系统及涂饰工艺。
背景技术:
2.涂饰是制革的最后一道工序,也是较为关键的工序之一。皮革涂饰可增加革面美观,提高皮革耐用性能,修正皮革表面缺陷,扩大皮革使用范围。要满足这些要求,必须要有好的涂饰材料和涂饰技术。涂饰质量的好坏直接影响成品革的质量。优良的涂饰材料和涂饰装置,也只有在充分了解其性能特点和应用技术的基础上,才能在涂饰中恰到好处地使用,从而充分体现其特点。
3.现有技术中也出现了一项专利关于一种超纤皮革生产用高效辊印涂饰机的技术方案,如申请号为cn2020221244685的一项中国专利公开了一种超纤皮革生产用高效辊印涂饰机,包括顶板,机架,移动轮,安装架,恒温烘干架结构,开关,风机,灰尘过滤收集架结构,防护箱,加热板,皮革定位架结构,支撑辊,印花辊和驱动电机,所述的机架分别螺栓连接在顶板的下部左右两侧;所述的移动轮螺栓连接在机架的下部;所述的安装架分别螺栓连接在顶板的下部左右两侧。上述实用新型的有益效果为:通过第一温度传感器、第二温度传感器和控制芯片的设置,有利于方便对吹向皮革的气体温度进行控制,防止温度过高时损坏皮革的本身,温度过低时达不到烘干的效果,从而提高对皮革加工时的烘干效果,进而提高对皮革加工时的加工精度;但是上述专利仍然存在缺陷,上述专利在使用过程中没有考虑到在皮革的传递过程中,皮革表面可能存在褶皱,在涂饰过程中,位于褶皱之间的间隙部位难以得到充分的涂饰处理,影响皮革表面的涂饰质量;并且在涂饰过程中,可能会出现皮革表面的部分区域的涂饰液分布较多,不仅容易在皮革传递过程中掉落造成浪费,还容易导致皮革表面的涂饰液厚度分布不均,导致皮革表面的涂饰质量受到影响;使得该技术方案受到限制。
4.鉴于此,本发明提出来一种高档沙发革涂饰系统及涂饰工艺,以解决上述技术问题。
技术实现要素:
5.为了弥补现有技术的不足,解决现有的皮革涂饰机在使用过程中,无法使皮革表面褶皱较多的部分得到充分的涂饰处理,影响了皮革表面的涂饰质量;本发明提出了一种高档沙发革涂饰系统及涂饰工艺。
6.本发明解决其技术问题所采用的技术方案是:本发明所述的一种高档沙发革涂饰工艺,所述涂饰工艺包括以下步骤:
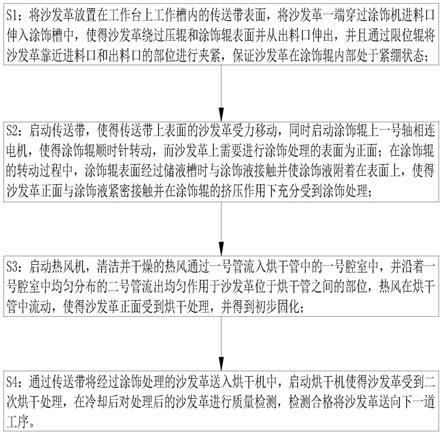
7.s1:将沙发革放置在工作台上工作槽内的传送带表面,将沙发革一端穿过涂饰机进料口伸入涂饰槽中,使得沙发革绕过压辊和涂饰辊表面并从出料口伸出,并且通过限位辊将沙发革靠近进料口和出料口的部位进行夹紧,保证沙发革在涂饰辊内部处于紧绷状
态;
8.s2:启动传送带,使得传送带上表面的沙发革受力移动,同时启动涂饰辊上一号轴相连电机,使得涂饰辊顺时针转动,而沙发革上需要进行涂饰处理的表面为正面;在涂饰辊的转动过程中,涂饰辊表面经过储液槽时与涂饰液接触并使涂饰液附着在表面上,使得沙发革正面与涂饰液紧密接触并在涂饰辊的挤压作用下充分受到涂饰处理;
9.s3:启动热风机,清洁并干燥的热风通过一号管流入烘干管中的一号腔室中,并沿着一号腔室中均匀分布的二号管流出均匀作用于沙发革位于烘干管之间的部位,热风在烘干管中流动,使得沙发革正面受到烘干处理,并得到初步固化;
10.s4:通过传送带将经过涂饰处理的沙发革送入烘干机中,启动烘干机使得沙发革受到二次烘干处理,在冷却后对处理后的沙发革进行质量检测,检测合格将沙发革送向下一道工序。
11.一种高档沙发革涂饰系统,所述涂饰系统适用于上述的涂饰工艺,所述涂饰系统包括工作台和涂饰机,所述工作台上表面设有工作槽,所述工作槽中安装有传送带;所述工作台底部均匀固连有支撑腿,所述涂饰机安装在工作台的中间部位,所述涂饰机中间部位设有涂饰槽,所述涂饰槽的端部均设有限位辊,所述涂饰槽与工作槽的相对端部重合;所述涂饰槽靠近左侧的端部为进料口,靠近右侧的端部为出料口;所述涂饰槽底部设有储液槽,所述储液槽内部充满有涂饰液,所述储液槽上方设有多个涂饰辊,所述涂饰辊通过中间部位所设置的一号轴与涂饰槽侧壁转动连接,且一号轴端部与设置在涂饰槽侧壁内部的电机相连,所述涂饰辊外表面靠近底部的部位伸入储液槽中的涂饰液中;所述涂饰辊之间的间隙部位设有压辊,所述压辊的中心轴高于涂饰辊的中心轴,且压辊外表面的最低点低于涂饰辊外表面的最高点;所述压辊通过中间部位设置的二号轴与涂饰槽侧壁转动连接;所述涂饰辊与限位辊之间的部位设有烘干单元,所述烘干单元包括烘干管、热风机和一号管,所述烘干管的截面为长方形,所述烘干管倾斜设置,且烘干管靠近储液槽的端部伸入储液槽内部;所述沙发革穿过涂饰槽并绕过涂饰辊和压辊,且沙发革位于涂饰槽之间的部位穿过烘干管;所述热风机固连在涂饰机底部,热风机进风处设有滤网,且热风机通过一号管与烘干管内部相通;所述烘干管底部设有一号腔室,所述一号腔室上均匀设有二号管,所述二号管端部高于烘干管底部表面,所述二号管向靠近储液槽的方向倾斜。
12.工作时,将沙发革放置在工作台上工作槽内传送带表面上,并使得沙发革一端穿过涂饰机进料口伸入涂饰槽中,使得沙发革绕过压辊和涂饰辊表面并从出料口伸出,并且沙发革靠近进料口和出料口的部位受到限位辊的限位作用,保证沙发革在涂饰辊内部处于紧绷状态;启动传送带,使得传送带上表面的沙发革受力并向靠近进料口的方向移动,同时启动涂饰辊上一号轴相连电机,使得涂饰辊顺时针转动,使得涂饰槽中的沙发革顺利移动,而沙发革上需要进行涂饰处理的表面为正面,且沙发革正面与涂饰辊表面紧密接触;在涂饰辊的转动过程中,涂饰辊表面经过储液槽时与涂饰液接触并使涂饰液附着在表面上,随着涂饰辊继续转动,附着有涂饰液表面与沙发革正面接触,使得沙发革正面与涂饰液紧密接触并在涂饰辊的挤压作用下充分受到涂饰处理;并且压辊与涂饰辊交错分布,使得沙发革在储液槽上方呈连续的弯曲状,一方面使得沙发革进一步受压紧绷,使得沙发革表面的折皱在紧绷状态下舒展并与涂饰液紧密接触,从而使得沙发革受到的涂饰处理更加充分;另一方面使得沙发革在储液槽上方停留时间增长,并且在弯曲变形下,沙发革表面多余的
涂饰液充分落下并被回收到储液槽中;沙发革离开储液槽上方后进入烘干管中,启动热风机后,在进风端的滤网作用下,洁净的热风通过一号管流入烘干管中的一号腔室中,并沿着一号腔室中均匀分布的二号管流出,均匀作用于沙发革位于烘干管之间的部位,热风在烘干管中流动,使得沙发革正面受到初步的烘干处理,一方面使得沙发革正面受到烘干处理后得到初步固化,使得涂饰液加速与沙发革正面相结合,避免沙发革正面离开涂饰机后与传送带接触时的刮擦作用对沙发革正面还未彻底固化的涂饰液层造成损坏;另一方面,热风的冲击作用使得沙发革振动,从而使得沙发革正面上多余的涂饰液在振动作用下落在烘干管底部表面上,并沿着烘干管底部表面流动重新回到储液槽中,减少涂饰液的浪费;而二号管端部高于烘干管底部表面,避免涂饰液在烘干管底部表面流动时渗入二号管内部,且二号管保持出气状态,沙发革正面掉落的涂饰液在气流作用下偏离二号管端部,进一步避免涂饰液进入二号管中。
13.优选的,所述烘干管内位于沙发革与二号管端部之间的部位均匀设有多个一号板,所述一号板为铝铜合金材质,所述一号板截面为中间部位向上弯曲的弧形,所述一号板上表面光滑并与相对沙发革表面接触;所述一号板通过中间部位固连的一号杆与一号腔室底部表面相连。
14.工作时,沙发革经过烘干管时与一号板上表面接触,而一号板为弧形板,因此一号板与沙发革相接触的上表面为弧形面,且一号板上表面光滑,在沙发革的移动过程中,沙发革正面受到一号板的挤压作用,一方面使得沙发革正面上附着的涂饰液进一步与沙发革表面结合,并对沙发革正面起到抹面作用,使得沙发革正面上的涂饰液分布均匀,进一步提高沙发革的涂饰质量;另一方面使得沙发革正面上部分区域分布较多的涂饰液,在一号板弧形上表面的挤压作用下脱离沙发革,并沿着一号板上表面落下,最后沿着烘干管底部表面流回储液槽中;且一号板为铝铜合金,在烘干管中热气流的作用下充分受热并将热量传递到相接触的沙发革正面,使得沙发革正面上的涂饰液充分受热并与沙发革正面相结合;并且因为二号管端部位于一号板与一号腔室顶部之间的部位,二号管所喷出的热风被一号板打散并均匀作用于沙发革的正面,一方面避免二号管所喷出的热风直接冲击沙发革的正面,造成沙发革正面受力不均,同时也避免了沙发革正面滴落的涂饰液被重新吹回,导致沙发革正面的涂饰液分布不均,影响沙发革的涂饰质量;另一方面,一号板对掉落的涂饰液起到阻隔作用,并引导涂饰液沿着弧形表面落入二号管端部之间的间隙部位,进一步避免涂饰液滴入二号管并落入一号腔室中。
15.优选的,所述一号管集中位于烘干管侧壁上与一号板下表面相对应的部位;所述一号杆贯穿烘干管侧壁伸入一号腔室中,一号杆与烘干管侧壁滑动连接,且一号杆位于一号腔室内部的端部设有二号板,所述二号板的表面积大于一号板在烘干管底部表面的投影面积,所述二号板通过弹簧与一号腔室侧壁相连。
16.工作时,当正对一号板下表面的二号管喷出热风时,一号板受压并带动一号杆向靠近沙发革的方向移动,使得沙发革进一步受压,从而使得沙发革正面在一号板表面的挤压作用下与涂饰液进一步充分结合;同时,随着一号杆上移,一号板向上移动,并靠近二号管位于一号腔室内部的端部,此时进入二号管的热风减少,一号板受到的冲击作用减弱,使得二号板在相连弹簧的作用下下移并发生弹性振动,使得一号板带动沙发革的振动加剧;随着二号板的下移,二号管恢复畅通,且喷出热风的强度再次增大,推动二号板移动,如此
往复,使得位于烘干管中的沙发革受到的挤压作用大小不断变化,沙发革的振动进一步加剧,使得沙发革正面上多余的涂饰液充分落下并得到回收。
17.优选的,所述烘干管内表面靠近底部的部位均匀固连有多个锥形块,所述锥形块位于一号板的间隙部位,且锥形块之间的间距大于一号板在烘干管底部表面上的投影面的宽度。
18.工作时,当一号板上移挤压沙发革变形时,位于沙发革表面上与正面相对的反面部位因为沙发革的变形而靠近烘干管的顶部,使得沙发革反面与烘干管内表面靠近顶部部位上的锥形块相接触,因为锥形块位于一号板之间的间隙部位,因此沙发革在一号板接触部位的两侧与锥形块接触,并受到与一号板挤压方向相反的挤压力,在相向的一号板和锥形块的挤压作用下,沙发革的弯曲变形加剧并与一号板的弧形上表面充分接触,使得沙发革受到的挤压作用更加充分,沙发革正面上的涂饰液与正面部位结合得更加充分。
19.优选的,所述压辊上均匀安装有多个一号辊,所述一号辊通过中间部位所设置的三号轴转动连接,且三号轴端部通过连杆与压辊表面固连。
20.工作时,位于涂饰辊之间的沙发革与压辊接触,使得沙发革处于紧绷状态;而随着压辊的转动,压辊上均匀分布的一号辊与沙发革接触,使得沙发革与一号辊接触的部位受压增大并变形,此时沙发革的紧绷程度加剧,沙发革正面的折皱在紧绷状态下充分舒展,并在涂饰辊的涂饰处理下与涂饰液结合得更加充分;当沙发革与一号辊之间的间隙部位接触时,沙发革受压减小,如此交替重复,使得沙发革表面在紧绷程度不断变化的过程中与涂饰液充分结合。
21.优选的,所述一号辊表面均匀设有多个凸块,所述凸块表面为弧形。
22.工作时,随着一号辊与沙发革反面接触并沿着沙发革反面滚动,一号辊表面的凸块在转动过程中不断与沙发革表面接触,使得沙发革的振动的频率增大,此时沙发革正面上多余的涂饰液在振动作用下加速落下并回到储液槽中,减少涂饰液的浪费,使得沙发革正面上涂饰液分布得更加均匀。
23.本发明的有益效果如下:
24.1.本发明所述的一种高档沙发革涂饰系统及涂饰工艺,通过使压辊与涂饰辊交错分布,使得沙发革在储液槽上方呈连续的弯曲状,一方面使得沙发革进一步受压紧绷,沙发革表面的折皱在紧绷状态下舒展,从而使得沙发革受到的涂饰处理更加充分;另一方面使得沙发革在储液槽上方停留时间增长,并且在弯曲变形下,沙发革表面多余的涂饰液充分落下并回收到储液槽中;再通过烘干单元的作用,使得涂饰处理后的沙发革受到洁净热风处理,使得沙发革正面受到烘干处理后初步固化,加速涂饰液与沙发革正面的结合。
25.2.本发明所述的一种高档沙发革涂饰系统及涂饰工艺,通过设置一号板,使得沙发革移动时正面受到一号板的挤压作用,一方面使得沙发革正面上的涂饰液进一步与沙发革表面相结合,另一方面使得沙发革正面上多余的涂饰液在一号板弧形上表面的挤压作用下脱离沙发革,并沿着一号板上表面落下流回储液槽中,减少涂饰液的浪费。
附图说明
26.下面结合附图对本发明作进一步说明。
27.图1是本发明中涂饰工艺的工艺流程图;
28.图2是本发明中涂饰系统的立体图;
29.图3是图2中涂饰机的剖视图;
30.图4是图3中a处的局部放大图;
31.图5是图4中b处的局部放大图;
32.图6是图3中压辊的立体图;
33.图中:工作台1、工作槽11、传送带12、支撑腿13、涂饰机2、涂饰槽21、进料口211、出料口212、限位辊22、储液槽23、涂饰辊24、一号轴241、压辊25、二号轴251、一号辊252、三号轴253、凸块254、烘干单元3、烘干管31、热风机32、一号管33、一号腔室34、二号管341、一号板35、一号杆351、二号板352、锥形块36、沙发革4。
具体实施方式
34.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
35.如图1至图6所示,本发明所述的一种高档沙发革涂饰工艺,所述涂饰工艺包括以下步骤:
36.s1:将沙发革4放置在工作台1上工作槽11内的传送带12表面,将沙发革4一端穿过涂饰机2进料口211伸入涂饰槽21中,使得沙发革4绕过压辊25和涂饰辊24表面并从出料口212伸出,并且通过限位辊22将沙发革4靠近进料口211和出料口212的部位进行夹紧,保证沙发革4在涂饰辊24内部处于紧绷状态;
37.s2:启动传送带12,使得传送带12上表面的沙发革4受力移动,同时启动涂饰辊24上一号轴241相连电机,使得涂饰辊24顺时针转动,而沙发革4上需要进行涂饰处理的表面为正面;在涂饰辊24的转动过程中,涂饰辊24表面经过储液槽23时与涂饰液接触并使涂饰液附着在表面上,使得沙发革4正面与涂饰液紧密接触并在涂饰辊24的挤压作用下充分受到涂饰处理;
38.s3:启动热风机32,清洁并干燥的热风通过一号管33流入烘干管31中的一号腔室34中,并沿着一号腔室34中均匀分布的二号管341流出均匀作用于沙发革4位于烘干管31之间的部位,热风在烘干管31中流动,使得沙发革4正面受到烘干处理,并得到初步固化;
39.s4:通过传送带12将经过涂饰处理的沙发革4送入烘干机中,启动烘干机使得沙发革4受到二次烘干处理,在冷却后对处理后的沙发革4进行质量检测,检测合格将沙发革4送向下一道工序。
40.一种高档沙发革涂饰系统,所述涂饰系统适用于上述的涂饰工艺,所述涂饰系统包括工作台1和涂饰机2,所述工作台1上表面设有工作槽11,所述工作槽11中安装有传送带12;所述工作台1底部均匀固连有支撑腿13,所述涂饰机2安装在工作台1的中间部位,所述涂饰机2中间部位设有涂饰槽21,所述涂饰槽21的端部均设有限位辊22,所述涂饰槽21与工作槽11的相对端部重合;所述涂饰槽21靠近左侧的端部为进料口211,靠近右侧的端部为出料口212;所述涂饰槽21底部设有储液槽23,所述储液槽23内部充满有涂饰液,所述储液槽23上方设有多个涂饰辊24,所述涂饰辊24通过中间部位所设置的一号轴241与涂饰槽21侧壁转动连接,且一号轴241端部与设置在涂饰槽21侧壁内部的电机相连,所述涂饰辊24外表面靠近底部的部位伸入储液槽23中的涂饰液中;所述涂饰辊24之间的间隙部位设有压辊
25,所述压辊25的中心轴高于涂饰辊24的中心轴,且压辊25外表面的最低点低于涂饰辊24外表面的最高点;所述压辊25通过中间部位设置的二号轴251与涂饰槽21侧壁转动连接;所述涂饰辊24与限位辊22之间的部位设有烘干单元3,所述烘干单元3包括烘干管31、热风机32和一号管33,所述烘干管31的截面为长方形,所述烘干管31倾斜设置,且烘干管31靠近储液槽23的端部伸入储液槽23内部;所述沙发革4穿过涂饰槽21并绕过涂饰辊24和压辊25,且沙发革4位于涂饰槽21之间的部位穿过烘干管31;所述热风机32固连在涂饰机2底部,热风机32进风处设有滤网,且热风机32通过一号管33与烘干管31内部相通;所述烘干管31底部设有一号腔室34,所述一号腔室34上均匀设有二号管341,所述二号管341端部高于烘干管31底部表面,所述二号管341向靠近储液槽23的方向倾斜。
41.工作时,将沙发革4放置在工作台1上工作槽11内传送带12表面上,并使得沙发革4一端穿过涂饰机2进料口211伸入涂饰槽21中,使得沙发革4绕过压辊25和涂饰辊24表面并从出料口212伸出,并且沙发革4靠近进料口211和出料口212的部位受到限位辊22的限位作用,保证沙发革4在涂饰辊24内部处于紧绷状态;启动传送带12,使得传送带12上表面的沙发革4受力并向靠近进料口211的方向移动,同时启动涂饰辊24上一号轴241相连电机,使得涂饰辊24顺时针转动,使得涂饰槽21中的沙发革4顺利移动,而沙发革4上需要进行涂饰处理的表面为正面,且沙发革4正面与涂饰辊24表面紧密接触;在涂饰辊24的转动过程中,涂饰辊24表面经过储液槽23时与涂饰液接触并使涂饰液附着在表面上,随着涂饰辊24继续转动,附着有涂饰液表面与沙发革4正面接触,使得沙发革4正面与涂饰液紧密接触并在涂饰辊24的挤压作用下充分受到涂饰处理;并且压辊25与涂饰辊24交错分布,使得沙发革4在储液槽23上方呈连续的弯曲状,一方面使得沙发革4进一步受压紧绷,使得沙发革4表面的折皱在紧绷状态下舒展并与涂饰液紧密接触,从而使得沙发革4受到的涂饰处理更加充分;另一方面使得沙发革4在储液槽23上方停留时间增长,并且在弯曲变形下,沙发革4表面多余的涂饰液充分落下并被回收到储液槽23中;沙发革4离开储液槽23上方后进入烘干管31中,启动热风机32后,在进风端的滤网作用下,洁净的热风通过一号管33流入烘干管31中的一号腔室34中,并沿着一号腔室34中均匀分布的二号管341流出,均匀作用于沙发革4位于烘干管31之间的部位,热风在烘干管31中流动,使得沙发革4正面受到初步的烘干处理,一方面使得沙发革4正面受到烘干处理后得到初步固化,使得涂饰液加速与沙发革4正面相结合,避免沙发革4正面离开涂饰机2后与传送带12接触时的刮擦作用对沙发革4正面还未彻底固化的涂饰液层造成损坏;另一方面,热风的冲击作用使得沙发革4振动,从而使得沙发革4正面上多余的涂饰液在振动作用下落在烘干管31底部表面上,并沿着烘干管31底部表面流动重新回到储液槽23中,减少涂饰液的浪费;而二号管341端部高于烘干管31底部表面,避免涂饰液在烘干管31底部表面流动时渗入二号管341内部,且二号管341保持出气状态,沙发革4正面掉落的涂饰液在气流作用下偏离二号管341端部,进一步避免涂饰液进入二号管341中。
42.作为本发明的一种具体实施方式,所述烘干管31内位于沙发革4与二号管341端部之间的部位均匀设有多个一号板35,所述一号板35为铝铜合金材质,所述一号板35截面为中间部位向上弯曲的弧形,所述一号板35上表面光滑并与相对沙发革4表面接触;所述一号板35通过中间部位固连的一号杆351与一号腔室34底部表面相连。
43.工作时,沙发革4经过烘干管31时与一号板35上表面接触,而一号板35为弧形板,
因此一号板35与沙发革4相接触的上表面为弧形面,且一号板35上表面光滑,在沙发革4的移动过程中,沙发革4正面受到一号板35的挤压作用,一方面使得沙发革4正面上附着的涂饰液进一步与沙发革4表面结合,并对沙发革4正面起到抹面作用,使得沙发革4正面上的涂饰液分布均匀,进一步提高沙发革4的涂饰质量;另一方面使得沙发革4正面上部分区域分布较多的涂饰液,在一号板35弧形上表面的挤压作用下脱离沙发革4,并沿着一号板35上表面落下,最后沿着烘干管31底部表面流回储液槽23中;且一号板35为铝铜合金,在烘干管31中热气流的作用下充分受热并将热量传递到相接触的沙发革4正面,使得沙发革4正面上的涂饰液充分受热并与沙发革4正面相结合;并且因为二号管341端部位于一号板35与一号腔室34顶部之间的部位,二号管341所喷出的热风被一号板35打散并均匀作用于沙发革4的正面,一方面避免二号管341所喷出的热风直接冲击沙发革4的正面,造成沙发革4正面受力不均,同时也避免了沙发革4正面滴落的涂饰液被重新吹回,导致沙发革4正面的涂饰液分布不均,影响沙发革4的涂饰质量;另一方面,一号板35对掉落的涂饰液起到阻隔作用,并引导涂饰液沿着一号板35的弧形表面落入二号管341端部之间的间隙部位,进一步避免涂饰液滴入二号管341并落入一号腔室34中。
44.作为本发明的一种具体实施方式,所述一号管33集中位于烘干管31侧壁上与一号板35下表面相对应的部位;所述一号杆351贯穿烘干管31侧壁伸入一号腔室34中,一号杆351与烘干管31侧壁滑动连接,且一号杆351位于一号腔室34内部的端部设有二号板352,所述二号板352的表面积大于一号板35在烘干管31底部表面的投影面积,所述二号板352通过弹簧与一号腔室34侧壁相连。
45.工作时,当正对一号板35下表面的二号管341喷出热风时,一号板35受压并带动一号杆351向靠近沙发革4的方向移动,使得沙发革4进一步受压,从而使得沙发革4正面在一号板35表面的挤压作用下与涂饰液进一步充分结合;同时,随着一号杆351上移,一号板35向上移动,并靠近二号管341位于一号腔室34内部的端部,此时进入二号管341的热风减少,一号板35受到的冲击作用减弱,使得二号板352在相连弹簧的作用下下移并发生弹性振动,使得一号板35带动沙发革4的振动加剧;随着二号板352的下移,二号管341恢复畅通,且喷出热风的强度再次增大,推动二号板352移动,如此往复,使得位于烘干管31中的沙发革4受到的挤压作用大小不断变化,沙发革4的振动进一步加剧,使得沙发革4正面上多余的涂饰液充分落下并得到回收。
46.作为本发明的一种具体实施方式,所述烘干管31内表面靠近底部的部位均匀固连有多个锥形块36,所述锥形块36位于一号板35的间隙部位,且锥形块36之间的间距大于一号板35在烘干管31底部表面上的投影面的宽度。
47.工作时,当一号板35上移挤压沙发革4变形时,位于沙发革4表面上与正面相对的反面部位因为沙发革4的变形而靠近烘干管31的顶部,使得沙发革4反面与烘干管31内表面靠近顶部部位上的锥形块36相接触,因为锥形块36位于一号板35之间的间隙部位,因此沙发革4在一号板35接触部位的两侧与锥形块36接触,并受到与一号板35挤压方向相反的挤压力,在相向的一号板35和锥形块36的挤压作用下,沙发革4的弯曲变形加剧并与一号板35的弧形上表面充分接触,使得沙发革4受到的挤压作用更加充分,沙发革4正面上的涂饰液与正面部位结合得更加充分。
48.作为本发明的一种具体实施方式,所述压辊25上均匀安装有多个一号辊252,所述
一号辊252通过中间部位所设置的三号轴253转动连接,且三号轴253端部通过连杆与压辊25表面固连。
49.工作时,位于涂饰辊24之间的沙发革4与压辊25接触,使得沙发革4处于紧绷状态;而随着压辊25的转动,压辊25上均匀分布的一号辊252与沙发革4接触,使得沙发革4与一号辊252接触的部位受压增大并变形,此时沙发革4的紧绷程度加剧,沙发革4正面的折皱在紧绷状态下充分舒展,并在涂饰辊24的涂饰处理下与涂饰液结合得更加充分;当沙发革4与一号辊252之间的间隙部位接触时,沙发革4受压减小,如此交替重复,使得沙发革4表面在紧绷程度不断变化的过程中与涂饰液充分结合。
50.作为本发明的一种具体实施方式,所述一号辊252表面均匀设有多个凸块254,所述凸块254表面为弧形。
51.工作时,随着一号辊252与沙发革4反面接触并沿着沙发革4反面滚动,一号辊252表面的凸块254在转动过程中不断与沙发革4表面接触,使得沙发革4的振动的频率增大,此时沙发革4正面上多余的涂饰液在振动作用下加速落下并回到储液槽23中,减少涂饰液的浪费,使得沙发革4正面上涂饰液分布得更加均匀。
52.具体工作流程如下:
53.工作时,将沙发革4放置在工作台1上工作槽11内传送带12表面上,并使得沙发革4一端穿过涂饰机2进料口211伸入涂饰槽21中,使得沙发革4绕过压辊25和涂饰辊24表面并从出料口212伸出,并且沙发革4靠近进料口211和出料口212的部位受到限位辊22的限位作用,保证沙发革4在涂饰辊24内部处于紧绷状态;启动传送带12,使得传送带12上表面的沙发革4受力并向靠近进料口211的方向移动,同时启动涂饰辊24上一号轴241相连电机,使得涂饰辊24顺时针转动,使得涂饰槽21中的沙发革4顺利移动,而沙发革4上需要进行涂饰处理的表面为正面,且沙发革4正面与涂饰辊24表面紧密接触;在涂饰辊24的转动过程中,涂饰辊24表面经过储液槽23时与涂饰液接触并使涂饰液附着在表面上,随着涂饰辊24继续转动,附着有涂饰液表面与沙发革4正面接触,使得沙发革4正面与涂饰液紧密接触并在涂饰辊24的挤压作用下充分受到涂饰处理;并且压辊25与涂饰辊24交错分布,使得沙发革4在储液槽23上方呈连续的弯曲状,一方面使得沙发革4进一步受压紧绷,使得沙发革4表面的折皱在紧绷状态下舒展并与涂饰液紧密接触,从而使得沙发革4受到的涂饰处理更加充分;另一方面使得沙发革4在储液槽23上方停留时间增长,并且在弯曲变形下,沙发革4表面多余的涂饰液充分落下并被回收到储液槽23中;沙发革4离开储液槽23上方后进入烘干管31中,启动热风机32后,在进风端的滤网作用下,洁净的热风通过一号管33流入烘干管31中的一号腔室34中,并沿着一号腔室34中均匀分布的二号管341流出,均匀作用于沙发革4位于烘干管31之间的部位,热风在烘干管31中流动,使得沙发革4正面受到初步的烘干处理,一方面使得沙发革4正面受到烘干处理后得到初步固化,使得涂饰液加速与沙发革4正面相结合,避免沙发革4正面离开涂饰机2后与传送带12接触时的刮擦作用对沙发革4正面还未彻底固化的涂饰液层造成损坏;另一方面,热风的冲击作用使得沙发革4振动,从而使得沙发革4正面上多余的涂饰液在振动作用下落在烘干管31底部表面上,并沿着烘干管31底部表面流动重新回到储液槽23中,减少涂饰液的浪费;而二号管341端部高于烘干管31底部表面,避免涂饰液在烘干管31底部表面流动时渗入二号管341内部,且二号管341保持出气状态,沙发革4正面掉落的涂饰液在气流作用下偏离二号管341端部,进一步避免涂饰液进入
二号管341中;沙发革4经过烘干管31时与一号板35上表面接触,而一号板35为弧形板,因此一号板35与沙发革4相接触的上表面为弧形面,且一号板35上表面光滑,在沙发革4的移动过程中,沙发革4正面受到一号板35的挤压作用,一方面使得沙发革4正面上附着的涂饰液进一步与沙发革4表面结合,并对沙发革4正面起到抹面作用,使得沙发革4正面上的涂饰液分布均匀,进一步提高沙发革4的涂饰质量;另一方面使得沙发革4正面上部分区域分布较多的涂饰液,在一号板35弧形上表面的挤压作用下脱离沙发革4,并沿着一号板35上表面落下,最后沿着烘干管31底部表面流回储液槽23中;且一号板35为铝铜合金,在烘干管31中热气流的作用下充分受热并将热量传递到相接触的沙发革4正面,使得沙发革4正面上的涂饰液充分受热并与沙发革4正面相结合;并且因为二号管341端部位于一号板35与一号腔室34顶部之间的部位,二号管341所喷出的热风被一号板35打散并均匀作用于沙发革4的正面,一方面避免二号管341所喷出的热风直接冲击沙发革4的正面,造成沙发革4正面受力不均,同时也避免了沙发革4正面滴落的涂饰液被重新吹回,导致沙发革4正面的涂饰液分布不均,影响沙发革4的涂饰质量;另一方面,一号板35对掉落的涂饰液起到阻隔作用,并引导涂饰液沿着一号板35的弧形表面落入二号管341端部之间的间隙部位,进一步避免涂饰液滴入二号管341并落入一号腔室34中;位于涂饰辊24之间的沙发革4与压辊25接触,使得沙发革4处于紧绷状态;而随着压辊25的转动,压辊25上均匀分布的一号辊252与沙发革4接触,使得沙发革4与一号辊252接触的部位受压增大并变形,此时沙发革4的紧绷程度加剧,沙发革4正面的折皱在紧绷状态下充分舒展,并在涂饰辊24的涂饰处理下与涂饰液结合得更加充分;当沙发革4与一号辊252之间的间隙部位接触时,沙发革4受压减小,如此交替重复,使得沙发革4表面在紧绷程度不断变化的过程中与涂饰液充分结合。
54.上述前、后、左、右、上、下均以说明书附图中的图2为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
55.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
56.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

