1.本实用新型涉及人造石制造设备技术领域,尤其涉及一种人造石制造用摊料装置。
背景技术:
2.随着生活的发展,人们在生活中越来越多的开始使用石材作为家具的材料、附件。传统的工艺里,石艺家具是使用天然的石材来制作的。但随着资源的减少及天然石材结构的不确定性,石艺家具的成本越来越高。并且,天然石材的开采难度及危险性也越来越高。因此,现在的石艺家具通常是使用人工生产出来的石材——如利用马德堡半球的原理制作的人造石,来作为原料生产制作的。
3.关于人造石的生产的制作,通常是先将若干量的存在多种不同粒径的人造石英石骨料和胶水在储料罐中搅拌混合形成胶体物料,然后将胶体物料直接注入到压机的成型腔中,再通过压机的压锤,对成型腔内的胶体进行下压成型。
4.然而,这种方式生产出来的人造石图案单一——皆是各骨料均匀分布的图案。
技术实现要素:
5.本实用新型的目的是提供一种人造石制造用摊料装置,通过刮料板,将堆状的胶体物料刮平、摊开,再利用多块疏料齿板,交替梳理粒径不同的骨料分布,从而获得不同图案的半成品人造石。
6.本实用新型解决上述技术问题的技术方案是:一种人造石制造用摊料装置,包括水平设置的输送皮带,所述输送皮带上方沿其送料方向依次设有储料罐、刮料板以及疏料辊,所述储料罐下端设有出料管,所述疏料辊水平设置且其延伸方向与输送皮带的送料方向垂直,所述疏料辊的辊面上插装有多块围绕其轴心设置的疏料齿板,所述疏料辊的一端与驱动电机传动连接,所述输送皮带出料端下方还水平设有转运皮带;所述储料罐上端设有填充胶体进管和骨料进管。
7.作为本实用新型的更进一步改进,所述骨料进管至少有两条。
8.作为本实用新型的更进一步改进,所述储料罐上端设有填充胶体进管和至少两条用于输送不同粒径骨料的骨料进管。
9.作为本实用新型的更进一步改进,所述填充胶体进管、骨料进管以及出料管上皆设有出料阀门。
10.作为本实用新型的更进一步改进,所述疏料辊的辊面上设有多条与疏料辊同向延伸的用于插装疏料齿板的安装槽。
11.作为本实用新型的更进一步改进,所述安装槽的两端设有用于固定疏料齿板的固定螺钉。
12.作为本实用新型的更进一步改进,所述疏料齿板远离疏料辊辊面的一侧边缘上依次设有多条疏齿。
13.作为本实用新型的更进一步改进,相邻的所述疏齿之间的间距为10mm
‑
20mm。
14.作为本实用新型的更进一步改进,所述转运皮带的带面上设有多个沿其送料方向依次设置的模框。
15.作为本实用新型的更进一步改进,所述输送皮带下方设有安装底座,所述安装底座上设有储料罐支架、刮料板安装板以及疏料辊安装板。
16.作为本实用新型的更进一步改进,所述驱动电机设置在疏料辊安装板上,所述驱动电机为步进电机。
17.有益效果
18.与现有技术相比,本实用新型的一种人造石制造用摊料装置的优点为:
19.1、本实用新型在使用时,先通过出料管,将储料罐中的胶体物料输送到输送皮带上,此时,胶体物料呈堆状。然后,胶体物料在输送皮带的带动下,经过刮料板,通过刮料板的刮平作用,堆状的胶体物料被摊开、刮平。接着,已经被摊开、刮平的胶体物料继续通过输送皮带带动,经过疏料辊,与此同时,疏料辊还可以在驱动电机的作用下轴向转动,使疏料辊上的多块疏料齿板与胶体物料接触,梳理不同粒径的骨料分布。最后,初步梳理出图案花纹的的胶体物料会被转运到转运皮带上,并通过转运皮带输送至压机处进行压制成型。该装置中,多块疏料齿板能交替梳理粒径不同的骨料分布,从而获得具有图案花纹的胶体物料,进而生产出具有图案花纹的人造石。其中,通过控制疏料辊的转速和输送皮带的移速,人造石上的图案花纹能够有多种组合变化,进而能够生产多种花纹类型的人造石,避免了现有人造石花纹单一的不足。
20.2、储料罐上端设有填充胶体进管和至少两条用于输送不同粒径骨料的骨料进管。其中,填充胶体进管用于向储料罐中输送填充胶体,各骨料进管用于向储料罐中输送各种不同粒径的的骨料——即每种骨料皆通过一条单独的骨料进管输入。同时,由于填充胶体进管、骨料进管以及出料管上皆设有出料阀门。因此,能够通过出料阀门控制填充胶体、骨料的进料量以及胶体物料的出料量。
21.3、疏料辊的辊面上设有多条与疏料辊同向延伸的用于插装疏料齿板的安装槽。安装槽的两端设有用于固定疏料齿板的固定螺钉。通过安装槽和固定螺钉,疏料齿板为可拆式安装在疏料辊表面。因此,工作人员可以根据实际需要,在人造石图案有巨大变化或者疏料齿板出现损坏时,十分方便的对疏料齿板进行更换。
22.4、相邻的疏齿之间的间距为10mm
‑
20mm。通过设置不同间距的疏齿,能够将胶体物料中的不同粒径的骨料梳理出各种花纹类型的排布。
23.5、转运皮带的带面上设有多个沿其送料方向依次设置的模框,模框能够与压机配合,方便后续的压制生产。同时,模框也能对图案基本成型的胶体物料起到一个限位塑形的作用,避免胶体物料进一步散开导致图案变形。
24.6、驱动电机设置在疏料辊安装板上,驱动电机为步进电机。通过步进电机,能够准确控制疏料辊的转速,进而避免了疏料辊转动过快/过慢,导致的图案变形。
25.通过以下的描述并结合附图,本实用新型将变得更加清晰,这些附图用于解释本实用新型的实施例。
附图说明
26.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
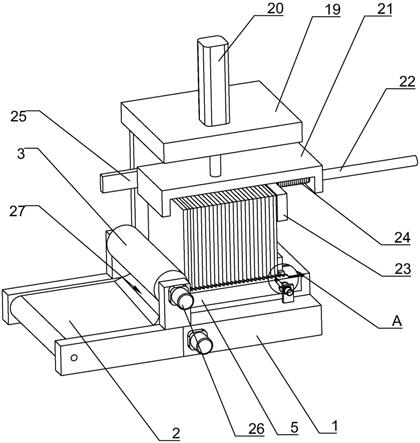
27.图1为本实用新型的正向结构示意图;
28.图2为本实用新型储料罐处的侧向结构示意图;
29.图3为本实用新型刮料板处的侧向结构示意图;
30.图4为本实用新型疏料辊处的侧向结构示意图;
31.图5为本实用新型中疏料辊和疏料齿板连接处的剖视图。
32.其中:1
‑
储料罐;11
‑
出料管;13
‑
填充胶体进管;14
‑
骨料进管;2
‑
刮料板;3
‑
疏料辊;31
‑
安装槽;32
‑
固定螺钉;4
‑
疏料齿板;41
‑
疏齿;5
‑
输送皮带;6
‑
转运皮带;61
‑
模框;7
‑
安装底座;71
‑
储料罐支架;72
‑
刮料板安装板;73
‑
疏料辊安装板;74
‑
驱动电机;8
‑
出料阀门。
具体实施方式
33.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图,对本实用新型进一步详细说明。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;当然的,还可以是机械连接,也可以是电连接;另外的,还可以是直接相连,也可以是通过中间媒介间接相连,或者可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
35.现在参考附图描述本实用新型的实施例。
36.实施例
37.本实用新型的具体实施方式如图1
‑
5所示,一种人造石制造用摊料装置,包括水平设置的输送皮带5,输送皮带5上方沿其送料方向依次设有储料罐1、刮料板2以及疏料辊3。储料罐1下端设有出料管11。疏料辊3水平设置且其延伸方向与输送皮带5的送料方向垂直,疏料辊3的辊面上插装有多块围绕其轴心设置的疏料齿板4。疏料辊3的一端与驱动电机74传动连接。输送皮带5出料端下方还水平设有转运皮带6。本实施例中,输送皮带5和转运皮带6的带面上皆设有防粘层。
38.使用时,先通过出料管11,将储料罐1中的胶体物料输送到输送皮带5上,此时,胶体物料呈堆状。然后,胶体物料在输送皮带5的带动下,经过刮料板2,通过刮料板2的刮平作用,堆状的胶体物料被摊开、刮平。接着,已经被摊开、刮平的胶体物料继续通过输送皮带5带动,经过疏料辊3,与此同时,疏料辊3还可以在驱动电机74的作用下轴向转动,使疏料辊3上的多块疏料齿板4与胶体物料接触,梳理不同粒径的骨料分布。最后,初步梳理出图案花纹的的胶体物料会被转运到转运皮带6上,并通过转运皮带6输送至压机处进行压制成型。
该装置中,多块疏料齿板4能交替梳理粒径不同的骨料分布,从而获得具有图案花纹的胶体物料,进而生产出具有图案花纹的人造石。其中,通过控制疏料辊3的转速和输送皮带5的移速,人造石上的图案花纹能够有多种组合变化,进而能够生产多种花纹类型的人造石,避免了现有人造石花纹单一的不足。
39.其中,储料罐1上端设有填充胶体进管13和至少两条用于输送不同粒径骨料的骨料进管14。其中,填充胶体进管13用于向储料罐1中输送填充胶体,各骨料进管14用于向储料罐1中输送各种不同粒径的的骨料——即每种骨料皆通过一条单独的骨料进管14输入。同时,由于填充胶体进管13、骨料进管14以及出料管11上皆设有出料阀门8。因此,能够通过出料阀门8控制填充胶体、骨料的进料量以及胶体物料的出料量。
40.并且,疏料辊3的辊面上设有多条与疏料辊3同向延伸的用于插装疏料齿板4的安装槽31。安装槽31的两端设有用于固定疏料齿板4的固定螺钉32。通过安装槽31和固定螺钉32,疏料齿板4为可拆式安装在疏料辊3表面。因此,工作人员可以根据实际需要,在人造石图案有巨大变化或者疏料齿板4出现损坏时,十分方便的对疏料齿板4进行更换。
41.疏料齿板4远离疏料辊3辊面的一侧边缘上依次设有多条疏齿41。本实施例中,相邻的疏齿41之间的间距为10mm
‑
20mm。通过设置不同间距的疏齿41,能够将胶体物料中的不同粒径的骨料梳理出各种花纹类型的排布。
42.同时,转运皮带6的带面上设有多个沿其送料方向依次设置的模框61,模框61能够与压机配合,方便后续的压制生产。同时,模框61也能对图案基本成型的胶体物料起到一个限位塑形的作用,避免胶体物料进一步散开导致图案变形。
43.另外,输送皮带5下方设有安装底座7,安装底座7上设有储料罐支架71、刮料板安装板72以及疏料辊安装板73。
44.本实施例中,需要注意的是:
45.驱动电机74设置在疏料辊安装板73上,驱动电机74为步进电机。通过步进电机,能够准确控制疏料辊3的转速,进而避免了疏料辊3转动过快/过慢,导致的图案变形。同时,关于疏料辊3的线速度和输送皮带5的线速度,两者在不同比值的状况下可以得到不同的图案花纹。比如,当疏料辊3的线速度为输送皮带5线速度的10%时,能得到大的图案花纹。当疏料辊3的线速度为输送皮带5线速度的110%时,能得到很细小的图案花纹。
46.以上结合最佳实施例对本实用新型进行了描述,但本实用新型并不局限于以上揭示的实施例,而应当涵盖各种根据本实用新型的本质进行的修改、等效组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。