1.本发明涉及织物加工技术领域,尤其涉及一种聚酯织物去浮毛的方法和烫光机。
背景技术:
2.织物表面的浮毛一方面影响美观,一方面影响织物在后续加工后的性能。
3.cn210886610u公开了一种纺织品用去浮毛装置,其公开的包括装置台,所述装置台内设有装置腔,所述装置台的左右两侧壁分别设有延伸至装置腔的两个入口与出口,所述入口与出口内设有条形纺织品,所述装置腔内壁通过固定杆固定连接有环形滑轨,所述环形滑轨上安装有与其配合的多个电动滑块,多个所述电动滑块内均设有与条形纺织品配合的去浮毛机构,所述装置腔内顶部设有与去浮毛机构配合的凸轮机构,所述环形滑轨位于弯道处下方设有与去浮毛机构相配合的浮毛吸取机构。其公开的去浮毛装置通过电动滑块下表面的圆柱刷将纺织品表面的浮毛刮走,然后通过吸尘器将刮走的浮毛吸到吸尘器内,防止浮毛飘散在空气中,且收集方便,但是该装置去浮毛是通过电动滑块下表面的圆柱刷实现的,去除效率相对较低。
4.cn101979760a公开了一种仿真毛皮的生产工艺,其公开的生产工艺包括原毛分选、和毛、梳毛、织造、砍毛、喷胶定型、刷毛、烫光、修剪和包装成品。其公开的喷胶定型步骤如下:在120
‑
160℃的条件下,将砍毛后并剪平的仿真毛皮以3—8m/min的速度拉幅定型,然后在定型后的仿真毛皮的底布上根据生产需要喷涂乳液直至能黏住羊毛,待乳液晾干后进入下一步骤;烫光步骤如下:在140
‑
185℃的条件下,将刷去浮毛的仿真毛皮在专用烫光机上烫光2
‑
5遍,并且在烫光过程中加入助剂,烫光与修剪步骤之间还有匹染、烘干二次定型和整烫步骤。本发明工艺简单,费用低廉,柔软性、滑爽度及光泽度均能达到高档真皮毛的效果,且能水洗,符合生态环保的要求。其公开的生产工艺中去除浮毛时过程复杂,成本较高。
5.综上所述,开发一种简单易操作且有效的去除织物表面浮毛的方法至关重要。
技术实现要素:
6.针对现有技术的不足,本发明的目的在于提供一种聚酯织物去浮毛的方法和烫光机,所述聚酯织物去浮毛的方法简单易操作,不仅使得聚酯织物表面的浮毛减少,避免了聚酯织物在热固成型中因浮毛的问题影响制件的品质,还提高了聚酯织物的平整度。
7.为达此目的,本发明采用以下技术方案:
8.第一方面,本发明提供一种聚酯织物去浮毛的方法,所述方法包括如下步骤:将聚酯织物进行针刺后,然后在烫光机上加热烫光,最后完成收卷,得到少浮毛的聚酯织物;
9.所述烫光机包括主动热辊和从动热辊;
10.所述主动热辊和从动热辊的表面均无附着物。
11.本发明所述聚酯织物去浮毛过程中,先进行针刺,然后利用烫光机加热去浮毛,保持主动热辊和从动热辊的表面均无附着物,热辊表面为铸造的微纳结构,使得加热后的浮
毛更易与透气毡本身粘连,从而保持辊面的光滑,浮毛的去除效果更好,还能提高聚酯织物的平整度,经过烫光机后即可进行收卷工作,完成去浮毛的过程。所述方法操作方便,简化流水线多环节的生产流程,提高生产效率,使得聚酯织物表面的浮毛减少,避免了聚酯织物在热固成型中因浮毛的问题影响制件的品质。
12.所述“表面均无附着物”具体指的是在主动热辊和从动热辊表面不设置胶条等物质,只有裸露的光滑的辊。
13.优选地,所述聚酯织物包括透气毡。
14.透气毡表面的浮毛会影响其在热固成型中的性能,而传统的去除透气毡表面浮毛的方法工艺复杂,生产效率低,去除效果相对较差。
15.优选地,所述加热的温度为20℃
‑
300℃,例如30℃、40℃、50℃、60℃、70℃、80℃、90℃、100℃、110℃、130℃、140℃、150℃、160℃、170℃、190℃、220℃、240℃、260℃、280℃等,优选80
‑
280℃,进一步优选160
‑
250℃。
16.本发明所述方法中加热温度优选160
‑
250℃的原因在于大部分透气毡在该温度内会发生熔融软化,可实现浮毛与制品的粘接,减少浮毛的产生。
17.优选地,所述加热的时间为2
‑
90s,例如5s、8s、10s、15s、20s、25s、30s、35s、40s、45s、50s、55s、60s、65s、70s、75s、80s、85s等,优选3
‑
30s。
18.优选地,所述主动热辊和从动热辊之间的间隙为3mm
‑
50mm,例如5mm、10mm、15mm、20mm、25mm、30mm、35mm、40mm、45mm、50mm等。
19.优选地,所述主动热辊和从动热辊的转速各自独立地为0.3
‑
10m/min例如0.3m/min、0.5m/min、0.8m/min、1m/min、2m/min、3m/min、4m/min、5m/min、6m/min、7m/min、8m/min、10m/min等。
20.优选地,所述针刺的装置是针刺机。
21.作为优选的技术方案,所述方法包括如下步骤:将聚酯织物进行针刺后,然后在主动热辊和从动热辊表面均无附着物的烫光机上以20℃
‑
300℃的温度加热烫光2
‑
90s,最后完成收卷,得到少浮毛的聚酯织物;
22.所述聚酯织物为透气毡。
23.第二方面,本发明提供一种实现第一方面所述方法的烫光机,所述烫光机包括底座以及设置于所述底座上的烫光机机体;
24.所述烫光机机体包括支撑柱以及设置于所述支撑柱一侧的主动热辊和从动热辊;
25.所述底座内部设置有电机;
26.所述烫光机中主动热辊和从动热辊的表面均无附着物。
27.优选地,所述主动热辊和从动热辊内部均设置有加热丝。
28.作为优选的技术方案,所述烫光机包括底座以及设置于所述底座上的烫光机机体;
29.所述烫光机机体包括支撑柱以及设置于所述支撑柱一侧的主动热辊和从动热辊;
30.所述底座内部设置有电机;
31.所述烫光机中主动热辊和从动热辊的表面均无附着物;
32.所述主动热辊和从动热辊内部均设置有加热丝。
33.相对于现有技术,本发明具有以下有益效果:
34.本发明所述聚酯织物去浮毛的方法使用方便,简化流水线多环节的生产流程,提高生产效率,还使得聚酯织物表面的浮毛减少,避免了聚酯织物在热固成型中因浮毛的问题影响制件的品质,烫平后最大静摩擦系数下降较多,也提高了聚酯织物表面的平整度,且制品的透气率较高,透气率在2085mm/s以上。
附图说明
35.图1是实施例1所述方法的流程示意图;
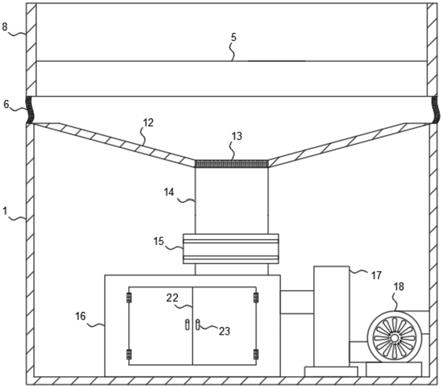
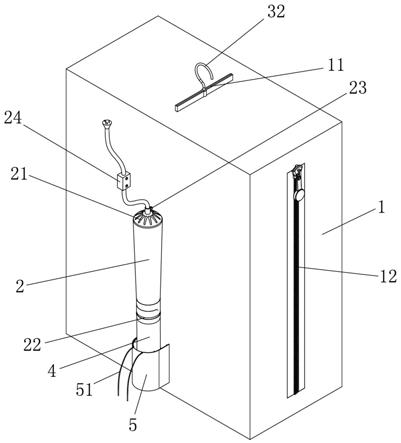
36.图2是实施例1实现所述方法的烫光机的结构示意图;
37.其中,1
‑
针刺机;2
‑
主动热辊;3
‑
从动热辊;4
‑
收卷装置;5
‑
透气毡;6
‑
电热丝;7
‑
电机;8
‑
底座。
具体实施方式
38.为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
39.实施例1
40.本实施例提供一种聚酯织物去浮毛的方法,所述方法包括如下步骤,具体如图1所示:将聚酯织物在针刺机1上进行针刺后,然后在主动热辊2和从动热辊3表面均无附着物的烫光机上以240℃的温度加热烫光5s,其中,主动热辊和从动热辊之间的间隙为4mm,最后在收卷装置4完成收卷,得到少浮毛的聚酯织物;
41.所述聚酯织物为透气毡5(选自宁波沥高复合材料有限公司,牌号为wf330)。
42.本实施例还提供一种实现上述方法的烫光机,结构示意图如图2所示,所述烫光机包括底座8以及设置于所述底座上的烫光机机体;
43.所述烫光机机体包括支撑柱以及设置于所述支撑柱一侧的主动热辊和从动热辊;
44.所述底座内部设置有电机7;
45.所述烫光机中主动热辊和从动热辊的表面均无附着物;
46.所述主动热辊和从动热辊内部均设置有加热丝6。
47.实施例2
48.本实施例提供一种聚酯织物去浮毛的方法,所述方法包括如下步骤:将聚酯织物在针刺机上进行针刺后,然后在主动热辊和从动热辊表面均无附着物的烫光机上以160℃的温度加热烫光10s,其中,主动热辊和从动热辊之间的间隙为2mm,最后在收卷装置完成收卷,得到少浮毛的聚酯织物;
49.所述聚酯织物为透气毡(购于莞智成纤维,牌号为es热风棉,厚度2mm)。
50.实施例3
51.本实施例提供一种聚酯织物去浮毛的方法,所述方法包括如下步骤:将聚酯织物在针刺机进行针刺后,然后在主动热辊和从动热辊表面均无附着物的烫光机上以230℃的温度加热烫光5s,最后在收卷装置完成收卷,其中,主动热辊和从动热辊之间的间隙为3mm,得到少浮毛的聚酯织物;
52.所述聚酯织物为透气毡(宁波沥高复合材料有限公司的wf150)。
53.实施例4
54.本实施例与实施例1的区别在于加热温度为280℃,其余均与实施例1相同。
55.实施例5
56.本实施例与实施例1的区别在于加热烫光时间为30s,其余均与实施例1相同。
57.对比例1
58.本对比例与实施例1的区别在于所述烫光机的主动热辊和从动热辊上设置有胶条,其余均与实施例1相同。
59.对比例2
60.本对比例提供聚酯织物去浮毛的方法,所述方法包括如下步骤:
61.将针刺后的聚酯织物(选自宁波沥高复合材料有限公司,牌号为wf330)挂在架子上,在烘箱中200℃烘烤3小时。
62.性能测试
63.将实施例1
‑
5和对比例1
‑
2进行如下测试:
64.(1)聚酯织物烫光前后表面最大静摩擦系数对比:取实施例1
‑
5和对比例1
‑
2中的样品,依据astm d1894标准对样品进行取样,采用labthink的摩擦系数/剥离试验仪fpt
‑
f1,按照其方法取不同5个部分其样品测试透气毡与透气毡之间的摩擦系数。
65.(2)热固成型后制件表面质量:清洁一块1000
×
1000mm平台,中间铺一层800
×
800mm的脱模布,脱模布四周打密封胶带,脱模布上方铺10层600
×
600mm的玻纤预浸料,玻纤预浸料上方铺800
×
800mm的处理后的透气毡,然后打真空袋,150℃、0.6mpa下保压8h,出罐,检查制件表面有无浮毛。
66.(3)透气性测试:采用微量透气仪进行测试,对实施例1
‑
5和对比例1
‑
2烫平后的透气毡进行透气性测试。
67.表1
68.[0069][0070]
分析表1数据可知,本发明所述聚酯织物去浮毛的方法使用方便,简化流水线多环节的生产流程,提高生产效率,还使得聚酯织物表面的浮毛减少,避免了聚酯织物在热固成型中因浮毛的问题影响制件的品质,烫平后最大静摩擦系数下降较多,也提高了聚酯织物表面的平整度,且制品的透气率较高。透气率在2085mm/s以上,实施例1、3
‑
4的烫平后最大静摩擦系数从0.423分别下降至0.220、0.186和0.203,而对比例1
‑
2的烫平后最大静摩擦系数从0.423分别下降至0.329和0.389。
[0071]
分析对比例1与实施例1可知,对比例1烫平后最大静摩擦系数更高,平整度较差,透气率更低,对比例1的性能不如实施例1,证明聚酯织物去浮毛时烫光机表面无附着物效果更好。
[0072]
分析对比例2与实施例1可知,对比例2要实现制品无毛,需要的时间是3h,远高实施例1的5s,且烫平后最大静摩擦系数更高,平整度较差,透气率更低,对比例2的性能不如实施例1,证明聚酯织物去浮毛时采用烫光机效果更好。
[0073]
申请人声明,本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。