本发明涉及掌握在纤维机械中行进的丝线的张力的方法。
背景技术:
作为在丝线的生产或者加工工序中使用的纤维机械,在专利文献1中公开了纺丝拉伸装置。专利文献1的纺丝拉伸装置具有能够卷挂从纺丝装置纺出的丝线的多个第一加热辊、以及能够卷挂从第一加热辊输出的丝线且表面温度高于第一加热辊的多个第二加热辊。然后,第二加热辊的送丝速度被设定得快于第一加热辊的送丝速度,通过该速度差来拉伸丝线。
在专利文献1的纺丝拉伸装置中,为了在维持丝线的品质的同时适当地进行拉伸,需要掌握行进的丝线的张力并适当地进行管理。例如,一直以来,作业者使用张力计来测定丝线的张力。但是,在专利文献1的纺丝拉伸装置中,需要针对多个辊,对在各个辊之间行进的丝线的张力进行管理等,在一般情况下,在纤维机械中存在大量应该对丝线的张力进行管理的管理点。因此,作业者在各管理点处测定丝线的张力非常花费时间劳力。此外,由于作业者通过手动作业进行测定,因此无法常时进行测定。
因此,通过在各个管理点处设置张力传感器,由此能够常时测定行进的丝线的张力。例如,在专利文献2中公开了如下构成:对于作为纤维机械的假捻加工机,在丝线通道上配置有测定丝线的张力的张力传感器。
专利文献1:日本特开2016-40429号公报
专利文献2:日本特开2019-157313号公报
但是,这样的张力传感器一般较多为接触式的传感器,由于在行进的丝线与张力传感器之间产生的摩擦,有可能使丝线的品质降低。
技术实现要素:
本发明的目的在于,在纤维机械中不使丝线的品质降低、而容易地常时掌握丝线的张力。
第一发明的纤维机械的特征在于,具备:辊,在周面上能够卷挂行进的丝线;旋转驱动部,使上述辊产生旋转扭矩;扭矩信息取得单元,取得与上述旋转扭矩对应的值;以及控制部,上述控制部执行:第一旋转扭矩信息取得处理,使上述辊的旋转速度恒定在规定速度,通过上述扭矩信息取得单元取得与第一旋转扭矩对应的第一规定值,该第一旋转扭矩为在上述辊上未卷挂丝线时上述辊上产生的扭矩;第二旋转扭矩信息取得处理,使上述辊的旋转速度恒定在上述规定速度,通过上述扭矩信息取得单元取得与第二旋转扭矩对应的第二规定值,该第二旋转扭矩为在上述辊上卷挂有丝线时上述辊上产生的扭矩;以及丝线张力计算处理,基于上述第一规定值和上述第二规定值,计算与卷挂于上述辊的丝线的张力相关的张力相关值。
根据本发明,基于与在辊上卷挂有丝线时和未卷挂时的旋转扭矩对应的规定值,能够计算出丝线的张力相关值,因此无需为了掌握丝线的张力而设置张力传感器。由此,在纤维机械中,能够不使丝线的品质降低、而容易地常时掌握丝线的张力。
第二发明的纤维机械的特征在于,在第一发明中,上述张力相关值是比上述辊靠丝线行进的丝线行进方向的上游侧的丝线的张力、与比上述辊靠上述丝线行进方向的下游侧的丝线的张力之间的张力差的值。
比辊靠丝线行进方向的上游侧的丝线的张力与比辊靠丝线行进方向的下游侧的丝线的张力之间的张力差,根据辊的特性(例如,旋转速度、旋转扭矩的大小)、所卷挂的丝线的种类等而预先决定。根据本发明,通过将在丝线张力计算处理中计算出的张力差与预先决定好的张力差进行比较,能够容易地判断丝线的张力是否适当。
第三发明的纤维机械的特征在于,在第一或者第二的发明中,上述旋转驱动部具有输出电流的输出部、以及产生与从上述输出部输出的电流对应的旋转扭矩的马达,上述控制部为,在上述第一旋转扭矩信息取得处理中,作为上述第一规定值而取得第一电流,在上述第二旋转扭矩信息取得处理中,作为上述第二规定值而取得第二电流,在上述丝线张力计算处理中,基于上述第一电流和上述第二电流计算出上述张力相关值。
根据本发明,能够基于使辊产生了旋转扭矩时在马达中流动的电流来计算出丝线的张力相关值,因此与直接检测丝线的张力相关值的情况相比,能够容易地掌握丝线的张力。
第四发明的纤维机械的特征在于,在第三发明中,上述扭矩信息取得单元具有:对上述马达的转子的旋转角度进行检测的旋转角度检测单元;以及基于上述旋转角度来计算出与上述旋转扭矩对应的电流的扭矩电流计算单元。
根据本发明,能够基于马达的转子的旋转角度来取得与旋转扭矩对应的电流,因此不需要复杂的控制,就能够更容易地掌握丝线的张力。
第五发明的纤维机械的特征在于,在第一~第四发明中,上述控制部进一步执行:第一异常判定处理,判定通过上述第一旋转扭矩信息取得处理而取得的上述第一规定值是否处于第一规定范围外;以及第一报告处理,在通过上述第一异常判定处理判定为上述第一规定值处于第一规定范围外的情况下,报告纤维机械中存在异常的情况。
第一规定值是与在辊上未卷挂丝线时的辊的旋转扭矩对应的值。在本发明中,由于能够基于第一规定值来判定在卷挂丝线之前的阶段纤维机械有无异常,因此能够迅速地掌握纤维机械的异常。
第六发明的纤维机械的特征在于,在第一~第五发明中,上述控制部进一步执行:第二异常判定处理,判定通过上述丝线张力计算处理计算出的上述张力相关值是否处于第二规定范围外;以及第二报告处理,在通过上述第二异常判定处理判定为上述张力相关值处于第二规定范围外的情况下,报告卷挂于上述辊的丝线的张力存在异常的情况。
根据本发明,作业者能够可靠地掌握卷挂在辊上的丝线的张力是否正常。
第七发明的纤维机械的特征在于,在第一~第六发明中,上述控制部进一步执行:第二异常判定处理,判定通过上述丝线张力计算处理计算出的上述张力相关值是否处于第二规定范围外;以及调整处理,在通过上述第二异常判定处理判定为上述张力相关值处于第二规定范围外的情况下,对通过上述旋转驱动部使上述辊产生的上述旋转扭矩进行调整。
根据本发明,能够使卷挂在辊上的丝线的张力总是适当,在纤维机械中能够确保丝线的品质。
第八发明的纤维机械的特征在于,在第一~第七发明中,上述控制部进一步执行:第三异常判定处理,判定通过上述丝线张力计算处理计算出的上述张力相关值是否处于第三规定范围外;以及第三报告处理,在通过上述第三异常判定处理判定为上述张力相关值处于第三规定范围外的情况下,报告丝线切断的情况。
根据本发明,作业者能够可靠且迅速地掌握丝线切断的情况。
第九发明的纤维机械的特征在于,在第一~第八发明中,预先设定有将上述第一规定值以及上述第二规定值换算为上述张力相关值的换算信息,上述控制部在上述丝线张力计算处理中,基于上述换算信息来计算上述张力相关值。
根据本发明,由于能够基于预先设定好的换算信息来计算张力相关值,因此无需复杂的运算处理,能够更容易地掌握丝线的张力。
第十发明的丝线张力掌握方法为,在纤维机械中掌握在周面上能够卷挂行进的丝线的辊上所卷挂的丝线的张力的方法,其特征在于,该纤维机械具备:旋转驱动部,使上述辊产生旋转扭矩;以及扭矩信息取得单元,取得与上述旋转扭矩对应的值,该丝线张力掌握方法包括:第一旋转扭矩信息取得工序,使上述辊的旋转速度恒定在规定速度,通过上述扭矩信息取得单元取得与第一旋转扭矩对应的第一规定值,该第一旋转扭矩为在上述辊上未卷挂丝线时上述辊上产生的扭矩;第二旋转扭矩信息取得工序,使上述辊的旋转速度恒定在上述规定速度,通过上述扭矩信息取得单元取得与第二旋转扭矩对应的第二规定值,该第二旋转扭矩为在上述辊上卷挂有丝线时上述辊上产生的扭矩;以及丝线张力计算工序,基于上述第一规定值和上述第二规定值,计算与卷挂在上述辊上的丝线的张力相关的张力相关值。
根据本发明,能够基于与在辊上卷挂有丝线时和未卷挂时的旋转扭矩对应的规定值,计算出丝线的张力相关值,因此无需为了掌握丝线的张力而设置张力传感器。由此,在纤维机械中,能够不使丝线的品质降低、而容易地常时掌握丝线的张力。
发明的效果
在纤维机械中,能够不使丝线的品质降低、而容易地常时掌握丝线的张力。
附图说明
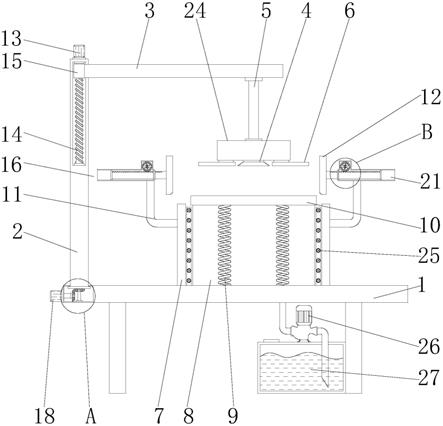
图1是表示具备本实施方式的纺丝拉伸装置的纺丝牵引机的概略图。
图2是图1的纺丝拉伸装置的放大图。
图3是概略地表示导丝辊以及与其连接的马达的电气构成的框图。
图4是表示(a)在第一旋转扭矩信息取得工序中在导丝辊上未卷挂丝线的状态的纺丝拉伸装置、(b)在第二旋转扭矩信息取得工序中在导丝辊上卷挂有丝线的状态的纺丝拉伸装置的图。
图5是表示本实施方式的纺丝拉伸装置掌握卷挂在辊上的丝线的张力时的动作的流程图。
符号的说明
1纺丝牵引机
3纺丝拉伸装置(纤维机械)
20导丝辊
30马达
40马达控制器
41逆变器(输出部)
50旋转角度检测电路(旋转角度检测单元)
60控制部
具体实施方式
(纺丝牵引机1的整体构成)
以下,参照附图对本发明的优选实施方式进行说明。在本实施方式中,作为纤维机械而采用纺丝拉伸装置3。图1是表示具备本实施方式的纺丝拉伸装置3的纺丝牵引机1的概略图。图2是将图1的纺丝拉伸装置3放大的图。以下,将图1的纸面上下方向设为上下方向,将纸面左右方向设为左右方向。此外,将与图1的纸面垂直的方向设为前后方向,将纸面表面侧设为前方。
如图1所示那样,纺丝牵引机1构成为:对于从纺丝装置2连续地纺出的聚酯等熔融纤维材料固化而形成的多根(在此为6根)丝线y,在通过纺丝拉伸装置3进行拉伸之后,通过丝线卷取装置4进行卷取。
纺丝装置2通过将聚酯等熔融纤维材料连续地纺出,由此生成多根丝线y。从纺丝装置2纺出的多根丝线y,在通过油剂导丝器10赋予了油剂之后,经由引导辊11而被输送至纺丝拉伸装置3。
纺丝拉伸装置3是对多根丝线y进行加热拉伸的装置,配置在纺丝装置2的下方。纺丝拉伸装置3具有收容在保温箱12内部的多个(在此为5个)导丝辊20(20a~20e)。以下,在仅称为导丝辊20的情况下,是不对5个导丝辊20a~20e进行区别之时。如图2所示,各导丝辊20a~20e通过后述的马达30而分别以规定的送丝速度被旋转驱动(旋转方向参照图2中的各导丝辊20a~20e的箭头)。此外,各导丝辊20a~20e是通过向线圈通电而被感应加热的感应加热辊,卷挂有多根丝线y。在保温箱12的右侧面部的下部形成有用于将多根丝线y向保温箱12内部导入的导入口12a,在保温箱12的右侧面部的上部形成有用于将多根丝线y向保温箱12外部导出的导出口12b。多根丝线y从下侧的导丝辊20a起依次相对于各导丝辊20a~20e以低于360度的卷挂角进行卷挂。
下侧3个导丝辊20a~20c是用于在对多根丝线y进行拉伸之前对其进行预热的预热辊,这些预热辊的辊表面温度被设定为丝线y的玻璃化转变点以上的温度(例如90~100℃左右)。另一方面,上侧2个导丝辊20d、20e是用于对拉伸后的多根丝线y进行热定型的调质辊,这些调质辊的辊表面温度被设定为比下侧3个导丝辊20a~20c的辊表面温度高的温度(例如150~200℃左右)。此外,上侧2个导丝辊20d、20e的送丝速度比下侧3个导丝辊20a~20c要快。
经由导入口12a而向保温箱12导入的多根丝线y,首先在通过导丝辊20a~20c输送的期间被预热到能够拉伸的温度。预热后的多根丝线y,通过导丝辊20c与导丝辊20d之间的送丝速度之差而被拉伸。并且,多根丝线y在通过导丝辊20d、20e输送的期间进一步被加热到高温,从而拉伸后的状态被热定型。如此拉伸后的多根丝线y经由导出口12b而向保温箱12之外导出。
通过纺丝拉伸装置3拉伸后的多根丝线y经由引导辊13而被输送至丝线卷取装置4。丝线卷取装置4是卷取多根丝线y的装置,配置在纺丝拉伸装置3的下方。丝线卷取装置4具备筒管支架14、接触辊15等。筒管支架14具有在前后方向上延伸的圆筒形状,由未图示的马达旋转驱动。在筒管支架14上,以在其轴向上排列的状态安装有多个筒管b。丝线卷取装置4通过使筒管支架14旋转,由此向多个筒管b同时卷取多根丝线y,从而生产多个卷装p。接触辊15与多个卷装p的表面接触而赋予规定的接触压力,对卷装p的形状进行梳理。
在此,在纺丝拉伸装置3中,为了在维持丝线y的品质的同时适当地进行拉伸处理,需要分别掌握在各个导丝辊之间行进的丝线y的张力,并适当地进行管理。以往,为了掌握在丝线行进方向上行进的丝线y的张力,作业者使用张力计来进行测定,或者设置张力传感器。但是,在前者的情况下,由于存在大量应检测张力的点,因此作业者在各个点处进行测定花费时间劳力,而且无法常时进行测定。此外,在后者的情况下,虽然能够常时进行测定,但张力传感器一般为接触式的情况较多,由于在行进的丝线与张力传感器之间产生的摩擦,有可能使丝线的品质降低。
因此,本实施方式的纺丝拉伸装置3具有:马达30,使导丝辊20旋转驱动,并且使导丝辊20产生旋转扭矩;马达控制器40,对马达30进行控制;以及旋转角度检测电路50(本发明的旋转角度检测单元),对各个马达30的转子的旋转角度进行检测。马达30、马达控制器40以及旋转角度检测电路50设置于各导丝辊20a~20e的每一个。以下,参照图3进行说明。
马达30是在转子上使用了永久磁铁的pm同步马达。马达30与导丝辊20以及马达控制器40连接,能够与从马达控制器40输出的电流对应地使导丝辊20产生旋转扭矩。
马达控制器40具有逆变器41(本发明的输出部)和控制部60。逆变器41是将从未图示的电源输送来的直流转换为正弦波交流的ac逆变器。控制部60是对逆变器41输出的交流的大小以及频率进行控制的部分。此外,通过逆变器41输出的交流的大小来决定在导丝辊20上产生的旋转扭矩,通过交流的频率来决定由马达30旋转驱动的导丝辊20的旋转速度(即,送丝速度)。
旋转角度检测电路50与马达30以及马达控制器40连接,基于流过马达30的电流,对马达30的转子的旋转角度进行检测。由旋转角度检测电路50检测到的与马达30的转子的旋转角度相关的信息,被输送至马达控制器40的控制部60。
控制部60基于转子的旋转角度以及流过马达30的电流,计算出为了使导丝辊20旋转驱动而使转子产生磁场的电流、以及产生旋转扭矩的电流。即,在本实施方式中,控制部60具有扭矩电流计算单元。
并且,控制部60基于计算出的电流对逆变器41的输出进行控制。更具体地说,控制部60进行分别独立地控制用于使转子产生磁场的电流以及用于产生旋转扭矩的电流的所谓的矢量控制。此外,控制部60内置有将在各导丝辊20a~20e产生了的任意的旋转扭矩与用于产生该旋转扭矩的电流建立对应地存储的存储器(未图示)。
接着,以下,参照图4以及图5来说明在本实施方式的纺丝拉伸装置3中,对卷挂在各导丝辊20a~20e上的丝线y的张力相关值进行计算的方法。此外,在图4中,为了使图容易观察,仅记载导丝辊20c~20e。省略关于导丝辊20a、20b的记载。
(第一旋转扭矩信息取得处理)
首先,如图4的(a)所示那样,控制部60在各导丝辊20a~20e未卷挂丝线y的状态下,使从各个逆变器41输出的正弦波交流的频率恒定在规定的值,以使各个导丝辊20a~20e的旋转速度恒定在规定速度。
在此,当使各导丝辊20a~20e旋转时,由于与辊的旋转相伴随的风损、马达30的轴承的摩擦损失等,对各个导丝辊20a~20e施加负载。因此,各个马达30为了使承受了由风损、摩擦损失等带来的负载的状态下的导丝辊20a~20e的旋转速度分别恒定在规定的速度,而使各导丝辊20a~20e产生与该负载对应的规定的旋转扭矩。将此时的旋转扭矩设为第一旋转扭矩。控制部60对于各个导丝辊20a~20e,基于由旋转角度检测电路50检测到的马达30的转子的旋转角度,取得与第一旋转扭矩对应地向马达30输出的第一电流(第一规定值),并存储于存储器(步骤s1)。
(第一异常判定处理)
控制部60对于各个导丝辊20a~20e,执行如下的第一异常判定处理:判定通过第一旋转扭矩信息取得处理取得的第一电流是否处于第一规定范围外(步骤s2)。此外,所谓第一规定范围,是指在纺丝拉伸装置3正常动作时向马达30输出的电流的范围,例如,预先由作业者对导丝辊20a~20e分别设定。
(第一报告处理)
在通过第一异常判定处理判定为与某个导丝辊20对应的第一电流处于第一规定范围外的情况下(s2:是),控制部60执行将纺丝拉伸装置3存在异常的情况向作业者报告的第一报告处理(步骤s3)。作为报告的方法,例如能够列举产生警告音、在监视器或者警告灯进行显示等,但除此以外,只要能够使作业者识别到纺丝拉伸装置3中存在异常的情况,则可以是任意的方法。然后,控制部60在进行了第一报告处理之后,使纺丝拉伸装置3的运转停止。
(第二旋转扭矩信息取得处理)
在通过第一异常判定处理判定为与全部导丝辊20对应的第一电流都处于第一规定范围内的情况下(s2:否),如图4的(b)所示那样,从纺丝装置2纺出的丝线y被卷挂在各导丝辊20a~20e上(步骤s4)。此外,丝线y的卷挂作业可以由作业者来进行、也可以由机器人自动地进行。然后,控制部60在各导丝辊20a~20e上卷挂有丝线y的状态下,使从各个逆变器41输出的正弦波交流的频率恒定在规定的值,以使各个导丝辊20a~20e的旋转速度恒定在规定速度。此时的各导丝辊20a~20e的旋转速度与第一旋转扭矩信息取得工序中的各导丝辊20a~20e的旋转速度相同。
在此,对于卷挂了丝线y的状态的各导丝辊20a~20e,除了施加有基于上述风损、摩擦损失等的负载以外,还施加有基于丝线y的张力的负载。例如,当以导丝辊20d为例进行说明时,如图4的(b)所示那样,对导丝辊20d施加比导丝辊20d靠从导入口12a朝向导出口12b的丝线行进方向(参照图2以及图4的箭头)的上游侧的丝线y的张力t1、以及比导丝辊20d靠丝线行进方向的下游侧的丝线y的张力t2。具体地说,张力t1向与导丝辊20d的旋转方向相反的方向起作用,张力t2向与导丝辊20d的旋转方向相同的方向起作用。即,对导丝辊20d进一步施加基于丝线y的张力t1与t2之间的张力差(t1-t2)的负载。因此,各个马达30为了使除了承受基于风损、摩擦损失等的负载以外、还承受基于张力差(t1-t2)的负载的状态下的导丝辊20a~20e的旋转速度恒定在规定的速度,而使各导丝辊20a~20e产生与该负载对应的规定的旋转扭矩。将此时的旋转扭矩设为第二旋转扭矩。控制部60对于各个导丝辊20a~20e,基于由旋转角度检测电路50检测到的马达30的转子的旋转角度,取得与第二旋转扭矩对应而向马达30输出的第二电流(第二规定值),并存储于存储器(步骤s5)。
(丝线张力计算处理)
接着,控制部60基于存储器所存储的第一电流与第二电流之差,对于各导丝辊20a~20e,计算出比导丝辊20靠丝线行进方向上游侧的丝线的张力、与比导丝辊20靠丝线行进方向下游侧的丝线y的张力之间的张力差(以下,也简称为“张力差”)(步骤s6)。
在此,当再次以导丝辊20d为例时,第一电流是与第一旋转扭矩对应的电流,该第一旋转扭矩为马达30使被施加了基于风损以及摩擦损失等的负载的导丝辊20d产生的扭矩。此外,第二电流是与第二旋转扭矩对应的电流,该第二旋转扭矩为马达30使除了被施加基于风损、摩擦损失等的负载以外、还被施加了基于(t1-t2)的负载的导丝辊20d产生的扭矩。即,第一电流与第二电流之差对应于第一旋转扭矩与第二旋转扭矩之差,即,其与张力差(t1-t2)对应。由此,对于各个导丝辊20a~20e,能够基于第一电流与第二电流之差来计算出张力差(t1-t2)。
作为丝线张力计算处理的具体顺序,预先设定将第一电流与第二电流之差换算为上述张力差的换算表,并存储于控制部60的存储器。然后,控制部60根据换算表将第一电流与第二电流之差换算为张力差,由此得到各个导丝辊20a~20e中的丝线y的张力差。
此外,本实施方式中的张力差为本发明中的“卷挂在辊上的丝线的张力相关值”。
(第二异常判定处理)
控制部60执行如下的第二异常判定处理:判定通过丝线张力计算处理取得的各导丝辊20a~20e处的丝线y的张力差是否处于第二规定范围外(步骤s7)。此外,第二规定范围是指丝线y的张力适当时的各导丝辊20a~20e处的张力差的允许范围,例如,预先由作业者对导丝辊20a~20e分别设定。
(第二报告处理)
在通过第二异常判定处理判定为在某个导丝辊20上卷挂的丝线y的张力差处于第二规定范围外的情况下(s7:是),控制部60执行如下的第二报告处理:向作业者报告在判定为张力差处于第二规定范围外的导丝辊20上卷挂的丝线y的张力中存在异常的情况(步骤s8)。作为报告的方法,与第一报告处理同样,例如能够列举产生警告音、在监视器或者警告灯进行显示等。除此以外,只要能够使作业者识别到在导丝辊20上卷挂的丝线y的张力为异常的情况,则可以是任意的方法。
(第三异常判定处理)
接着,控制部60执行如下的调整处理:对通过马达30以及逆变器41使导丝辊20产生的旋转扭矩进行调整,以使在全部导丝辊20上卷挂的丝线y的张力差成为第二规定范围内(后述的步骤s11)。然而,当在纺丝牵引机1的某个部位、丝线y切断的情况下,在调整工序中无法应对。因此,在进行调整处理之前,控制部60首先执行判定各导丝辊20a~20e中的丝线y的张力差是否处于第三规定范围外的第三异常判定处理(步骤s9)。此外,第三规定范围是比第二异常判定处理(s7)中的第二规定范围大的范围,且是未产生丝线y的切断时的各导丝辊20a~20e中的张力差的允许范围。第三规定范围例如预先由作业者对导丝辊20a~20e分别设定。
(第三报告处理)
在通过第三异常判定处理判定为在某个导丝辊20上卷挂的丝线y的张力差处于第三规定范围外的情况下(s9:是),控制部60执行向作业者报告在纺丝牵引机1的某个部位处丝线y切断的情况的第三报告处理(步骤s10)。作为报告的方法,与第一报告处理以及第二报告处理同样,例如能够列举产生警告音、在监视器或者警告灯进行显示等。除此以外,只要能够使作业者识别到在导丝辊20上卷挂的丝线y的张力为异常的情况,则可以是任意的方法。但是,优选能够使第二报告处理与第三报告处理相区别。例如,在第二报告处理以及第三报告处理中,在发出警告音的情况下,优选使第二报告处理中的警告音与第三报告处理中的警告音不同。由此,作业者能够容易地判断该警告音是基于第二报告处理的警告音还是基于第三报告处理的警告音。然后,控制部60在进行了第三报告处理之后,使纺丝拉伸装置3的运转停止。在监视器或者警告灯进行显示等、通过目视观察进行确认的情况下,在第二报告处理与第三报告处理中当然也同样优选使显示方法不同。
(调整工序)
在通过第三异常判定处理判定为在全部导丝辊20上卷挂的丝线y的张力差处于第三规定范围内的情况下(s9:否),控制部60判断为丝线y在纺丝牵引机1的哪个部位都未切断。然后,控制部60执行如下的调整处理:通过马达30以及逆变器40对使各导丝辊20a~20e中的任意导丝辊20产生的旋转扭矩进行调整,以使在全部导丝辊20上卷挂的丝线y的张力差处于第二规定范围内(步骤s11)。然后,控制部60返回到步骤s5,再次执行第二旋转扭矩信息取得处理。
在通过第二异常判定处理判定为在全部导丝辊20上卷挂的丝线y的张力差处于第二规定范围内的情况下(s7:否),控制部60判定由配置在纺丝拉伸装置3下方的丝线卷取装置4对丝线y的卷取是否结束(步骤s12)。即,纺丝拉伸装置3的控制部60与丝线卷取装置4连接。
在判定为丝线卷取装置4对丝线y的卷取未结束的情况下(s12:否),控制部60返回到步骤s5,再次执行第二旋转扭矩信息取得处理。在判定为丝线卷取装置4对丝线y的卷取结束的情况下(s12:是),使纺丝拉伸装置3的动作结束。
在本实施方式中,在步骤s4中,在从纺丝装置2纺出的丝线y被卷挂于纺丝拉伸装置3的各导丝辊20a~20e之后,进行纺丝牵引机1对丝线y的生产加工即纺丝拉伸装置3进行的拉伸加工、以及丝线卷取装置4对卷装p的生产。由此,在本实施方式中,在丝线y的生产加工的工序中,在导丝辊20上卷挂的丝线y的张力差被常时测定,并被调整为适当的值。
(效果)
本实施方式的纺丝拉伸装置3具备:导丝辊20a~20e,在周面上能够卷挂行进的丝线y;逆变器41,输出电流;马达30,使导丝辊20a~20e产生与从逆变器41输出的电流对应的旋转扭矩;旋转角度检测电路50,对马达30的转子的旋转角度进行检测;以及控制部60,具有基于转子的旋转角度来计算与旋转扭矩对应的电流的扭矩电流计算单元。然后,控制部60执行:第一旋转扭矩信息取得处理,使导丝辊20a~20e的旋转速度分别恒定在规定速度,取得与第一旋转扭矩对应的第一电流,该第一旋转扭矩为在导丝辊20上未卷挂丝线y时使导丝辊20产生的扭矩;第二旋转扭矩信息取得处理,使导丝辊20a~20e的旋转速度分别恒定在上述规定速度,取得与第二旋转扭矩对应的第二电流,该第二旋转扭矩为在导丝辊20上卷挂有丝线y时使导丝辊20产生的扭矩;以及丝线张力计算处理,基于第一电流与第二电流之差,计算出与在各导丝辊20a~20e上卷挂的丝线y的张力相关的张力相关值。
根据本实施方式,能够基于与在导丝辊20上卷挂有丝线y时和未卷挂时的第一旋转扭矩以及第二旋转扭矩分别对应的第一电流与第二电流之差,计算出丝线y的张力相关值,因此无需为了掌握丝线y的张力而设置张力传感器。由此,在纺丝拉伸装置3中,能够不使丝线y的品质降低而容易地常时掌握丝线y的张力。此外,由于能够基于使各导丝辊20a~20e产生了旋转扭矩时流过马达30的电流来计算出丝线y的张力相关值,因此与直接检测丝线y的张力的情况相比,能够容易地掌握丝线y的张力。此外,由于能够基于马达30的转子的旋转角度来取得与旋转扭矩对应的电流,因此不需要复杂的控制,能够更容易地掌握丝线y的张力。
在本实施方式的纺丝拉伸装置3中,丝线y的张力相关值是比导丝辊20a~20e靠丝线行进方向的上游侧的丝线y的张力、与比导丝辊20a~20e靠丝线行进方向的下游侧的丝线y的张力之间的张力差的值。比导丝辊20靠丝线行进方向的上游侧的丝线y的张力、与比其靠丝线行进方向的下游侧的丝线y的张力之间的张力差,通过导丝辊20的特性(例如,旋转速度、旋转扭矩的大小)、所卷挂的丝线y的种类等而预先决定。根据本实施方式,通过将在丝线张力计算处理中计算出的张力差与预先决定的张力差进行比较,由此能够容易地判断丝线y的张力是否适当。
在本实施方式的纺丝拉伸装置3中,控制部60进一步执行:第一异常判定处理,判定在第一旋转扭矩信息取得处理中取得的第一电流是否处于第一规定范围外;以及第一报告处理,在通过第一异常判定处理判定为第一电流处于第一规定范围外的情况下,报告纺丝拉伸装置3存在异常的情况。第一电流是与在导丝辊20上未卷挂丝线y时的各导丝辊20a~20e的旋转扭矩对应的电流。在本实施方式中,由于能够基于第一电流在卷挂丝线y之前的阶段判断出纺丝拉伸装置3的异常,因此能够迅速地掌握纺丝拉伸装置3的异常。
在本实施方式的纺丝拉伸装置3中,控制部60进一步执行:第二异常判定处理,判定通过丝线张力计算处理计算出的张力差(张力相关值)是否处于第二规定范围外;第二报告处理,在通过第二异常判定处理判定为张力差处于第二规定范围外的情况下,报告在导丝辊20上卷挂的丝线y的张力上存在异常的情况;以及调整处理,对通过马达30使导丝辊20产生的旋转扭矩进行调整。根据本实施方式,作业者能够可靠地掌握在导丝辊20a~20e上卷挂的丝线y的张力是否正常。此外,能够使在导丝辊20上卷挂的丝线y的张力总是适当,在纺丝拉伸装置3中能够确保丝线y的品质。
在本实施方式的纺丝拉伸装置3中,控制部60进一步执行:第三异常判定处理,判定通过丝线张力计算处理计算出的张力差(张力相关值)是否处于第三规定范围外;以及第三报告处理,在通过第三异常判定处理判定为张力差处于第三规定范围外的情况下,报告丝线y切断的情况。根据本实施方式,作业者能够可靠且迅速地掌握丝线y切断的情况。
在本实施方式的纺丝拉伸装置3中,预先设定有将第一电流与第二电流之差换算为丝线y的张力差(张力相关值)的换算表,控制部60在丝线张力计算处理中,基于换算表来计算张力差。根据本实施方式,由于能够基于预先设定好的换算表来计算张力差,因此不需要复杂的运算处理,能够更容易地掌握丝线的张力。
以上,对本发明的优选实施方式进行了说明,但本发明不限于这些例子,只要记载于专利请求的范围就能够进行各种变更。以下,说明对上述实施方式施加了变更而得到的变形例。其中,对于具有与上述实施方式同样的构成的部分,赋予相同的符号而适当地省略其说明。
(变形例)
在上述实施方式中,第一规定值以及第二规定值分别是向马达30输出的第一电流以及第二电流。然而,第一规定值以及第二规定值可以是电压、可以是旋转扭矩本身、也可以是其他值。无论在哪种情况下,第一规定值以及第二规定值都存储于控制部60所内置的存储器。
在上述实施方式中,辊是收容在纺丝拉伸装置3的保温箱12内部的多个导丝辊20a~20e,各个导丝辊20a~20e具备本申请发明的构成。然而,也可以是多个导丝辊20a~20e中的仅一部分导丝辊具备本申请发明的构成。在该情况下,控制部60对于不具备本申请发明的构成的导丝辊,不执行第一旋转扭矩信息取得处理、第二旋转扭矩信息取得处理、丝线张力计算处理、第一~第三异常判定处理、第一~第三报告处理、以及调整处理等。此外,导丝辊并不限于多个,也可以为一个。在该情况下,一个导丝辊具备本申请发明的构成。
在上述实施方式中,控制部60对于各个导丝辊20a~20e取得第一电流(第一规定值)以及第二电流(第二规定值)。然而,控制部60也可以仅对多个导丝辊20a~20e中的一个导丝辊取得第一电流以及第二电流。在该情况下,以作为实测值而取得的这一个导丝辊的第一电流以及第二电流为基准,分别相对地取得其他导丝辊的第一电流以及第二电流,并存储于存储器。例如,控制部60首先对于导丝辊20a取得与第一旋转扭矩对应地向马达30输出的第一电流,并存储于存储器。接着,控制部60以存储器所存储的导丝辊20a的第一电流为基准,对于其他导丝辊20b~20e分别相对地取得与第一旋转扭矩对应地向马达30输出的第一电流,并存储于存储器。关于第二电流也同样。由此,与对于各个导丝辊20a~20e分别独立地取得第一规定值以及第二规定值的情况相比,能够容易且迅速地执行第一旋转扭矩信息取得处理以及第二旋转扭矩信息取得处理。
此外,在上述实施方式中,对导丝辊20a~20e分别设定有第一规定范围、第二规定范围以及第三规定范围。然而,也可以仅对多个导丝辊20a~20e中的一个导丝辊设定第一规定范围、第二规定范围以及第三规定范围。在该情况下,以这一个导丝辊的第一规定范围、第二规定范围以及第三规定范围各自的上限值以及下限值为基准,相对地分别设定其他导丝辊的第一规定范围、第二规定范围以及第三规定范围的上限值以及下限值。
在上述实施方式中,纤维机械为纺丝拉伸装置3。然而,纤维机械例如也可以是假捻加工机。在该情况下,辊是喂丝辊。喂丝辊的构成为,例如,具有驱动辊以及从动辊,在驱动辊与从动辊之间夹持了丝线的状态下使驱动辊旋转驱动,由此将丝线向丝线行进方向送出。因此,更具体地说,辊是喂丝辊中的驱动辊。此外,辊也可以是纺丝牵引机1中的纺丝拉伸装置3以外的导丝辊。
在上述实施方式中,马达30是pm同步马达。然而,马达30也可以是dc刷马达。在该情况下,流过马达30的电流必须是直流,因此逆变器41是dc逆变器。此外,在该情况下,根据由dc逆变器41控制的电流的大小,决定导丝辊20的旋转扭矩以及旋转速度的双方。因此,控制部60不进行向量控制,而一体地控制使转子产生磁场的电流以及使其产生旋转扭矩的电流。
在上述实施方式中,控制部60根据预先设定好的换算表,将第一电流与第二电流之差换算为导丝辊20中的丝线y的张力差。然而,也可以预先设定用于将第一电流与第二电流之差换算为丝线y的张力差的换算式。在该情况下,通过将第一电流与第二电流之差代入换算式,能够计算出丝线y的张力差。
在上述实施方式中,“与卷挂在辊上的丝线的张力相关的张力相关值”是指,比导丝辊20靠丝线行进方向的上游侧的丝线y的张力、与比其靠丝线行进方向的下游侧的丝线y的张力之间的张力差。然而,所谓“张力相关值”,例如,可以是导丝辊20上卷挂的丝线y的张力本身,也可以是比导丝辊20靠丝线行进方向的上游侧的丝线y的张力与比其靠丝线行进方向的下游侧的丝线y的张力之间的比例。采用怎样的张力相关值,由用户适当地设定。
此外,在上述实施方式中,控制部60在丝线张力计算处理中,基于第一电流与第二电流之差来计算丝线y的张力相关值。然而,控制部60也可以基于第一电流与第二电流之间的比例来计算丝线y的张力相关值。此外,控制部60也可以通过对第一电流和第二电流进行规定的运算处理,由此计算出丝线y的张力相关值。
在上述实施方式中,设置有旋转角度检测电路50。然而,也可以代替旋转角度检测电路,而设置有光学式编码器、螺旋管等这样的对马达30的转子的位置进行检测的位置传感器、对马达30的转子的磁极位置进行检测的传感器。在该情况下,该传感器与马达30以及马达控制器40连接,该传感器检测到的马达30的转子的位置信息被输送至控制部60。
在上述实施方式中,控制部60在执行了第一报告处理以及第三报告处理之后使纺丝拉伸装置3的运转停止。然而,控制部60也可以在进行第一报告处理以及第三报告处理的中途使纺丝拉伸装置3的运转停止,还可以在执行第一报告处理以及第三报告处理的同时使纺丝拉伸装置3的运转停止。
在上述实施方式中,在进行了第二报告处理之后进行第三异常判定处理。然而,第三异常判定处理也可以在第二异常判定处理之前进行。在该情况下,控制部60在进行了丝线张力计算处理之后执行第三异常判定处理。然后,在通过第三异常判定处理判定为在全部导丝辊20上卷挂的丝线y的张力差都处于第三规定范围内的情况下,控制部60进一步执行第二异常判定处理。在该情况下,第三规定范围也是大于第二异常判定处理中的第二规定范围的范围。
此外,也可以不进行第三异常判定处理。在该情况下,在通过第二异常判定处理判定为在某个导丝辊20上卷挂的丝线y的张力差处于第二规定范围外的情况下,控制部60执行第二报告处理和调整处理。此外,控制部60也可以仅执行第二报告处理和调整处理中的任一方。例如,在不执行调整处理的情况下,控制部60在执行了第二报告处理之后使纺丝拉伸装置3的运转停止。
此外,也可以仅进行第三异常判定处理。在该情况下,在通过第三异常判定处理判定为在全部导丝辊20上卷挂的丝线y的张力差都处于第三规定范围内的情况下,控制部60判定通过配置在纺丝拉伸装置3下方的丝线卷取装置4对丝线y的卷取是否结束。此外,在该情况下,例如,由作业者确认通过丝线张力计算处理计算出的丝线y的张力差。然后,在丝线y的张力差处于第三规定范围内,但不是适当值的情况下,基于来自作业者的输入信号,控制部60使纺丝拉伸装置3的运转停止。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。