1.本发明涉及纱线、用于生产包括粗羊毛和纤维的纱线的方法和设备、以及由这种纱线形成的产品。
背景技术:
2.由于天然纤维令人满意的特性并且避免了与石油基产品相关联的不期望的环境问题,因此对天然纤维的使用需求不断增加。羊毛具有良好的保热特性、防潮特性、耐磨特性、防滑特性、气味特性、抗菌特性、反光特性和噪音吸收特性。一般来说,对于羊毛服装、特别是用于户外装备和袜子,存在改进的耐磨特性的需求。
3.粗羊毛(也称为杂交羊毛或地毯羊毛或者在新西兰称为强力羊毛)在本说明书中使用时是指直径大于约26微米的羊毛。粗羊毛通常被认为仅适用于低等级的应用比如室内装饰(较好的粗羊毛等级)和地毯制造(较低的粗羊毛等级)。已经尝试在衣物中使用粗羊毛,但衣物既厚又不舒服,并且在洗涤时变得毛躁。由于对于粗羊毛的应用有限且价值较低,因此粗羊毛是一种相对低成本的纤维。
4.传统的环锭细纱机(ringframe machine)已用于由羊毛条子生产纱线,并已成功用于加工细羊毛,比如具有典型的纤维直径小于25微米并且长度小于90mmh(毫米hauteur,工业中使用的长度测量)的美利奴羊毛。此类机器无法将较长长度的纤维(>90mmh)加工成细纱线。申请人认为,这可能是因为给予细纱线结构所需的捻度可能趋于导致长的、低直径的纤维在加工期间发生断裂。此外,长纤维可能趋于在传统机器的进料辊和出料辊中同时被卡住。关于控制较长纤维的其他问题可能导致所得纱线的粗细方面的较大变化。较粗的地毯纱线可以通过粗梳毛纺工艺(与精纺工艺相对)以较小的捻度和较粗较长的纤维纺出。
5.虽然由美利奴羊毛制成的产品非常受欢迎,但美利奴羊毛价格昂贵且不是特别耐磨。因此,美利奴羊毛不适用于某些应用。
6.申请人获得了如在nz552416、nz522596、us8429889b2、us7752832b2、wo2004044290a1和wo2008079025a1中公开的用于生产自捻纱的方法(本文称为“nu yarn方法”)和设备(本文称为“nu yarn机器”)的专利,上述参考文献中每个参考文献的公开内容在此通过参引并入到本公开内容中。nu yarn机器和方法涉及自捻纱线,并且迄今为止已用于细羊毛比如美利奴羊毛。
7.迄今为止,使用粗羊毛来制造细纱线、轻质织物或高价值服装被认为是不可行的,这是由于加工问题以及所认知的粗羊毛对此类应用的不适用性。此类高价值服装通常具有小于400g/m2、更典型地小于200g/m2的织物重量。
8.将期望提供基于粗羊毛的细纱线、织物和/或服装或其他产品,或者至少为公众提供有用的选择方案。
技术实现要素:
9.申请人已经惊喜地发现,nu yarn方法和机器可以适用于加工粗羊毛以生产具有
先前无法实现的特性的纱线和产品。虽然该结果是基于自捻nu yarn技术,但在本发明的某些方面,可以使用替代技术(例如,适配的环锭细纱技术)或通过新型纺纱机器来生产纱线。除非明确排除,否则通过此类替代技术生产的纱线意在落入权利要求的范围内。
10.此外,本发明限于精纺或半精纺的纱线。不意在包括粗梳毛纺(wool spun)纱线。
11.在第一方面,提供了一种使用自捻纺纱机由粗羊毛条子生产细纱线的方法。纺纱机可以是如上定义的nu yarn机。
12.条子(sliver)可以由下述羊毛纱股形成:羊毛纱股的平均纤维直径大于26微米且长度大于100mmh、或直径大于30微米且长度大于100mmh、或直径大于33微米且长度大于100mmh、或直径大于36微米且长度大于100mmh、或直径大于36微米且长度大于110mmh。
13.纱线可以具有小于60tex(17nm)、或小于50tex(20nm)、或小于40tex(25nm)、或在20tex(50nm)至40tex(25nm)之间的线密度。
14.在纺纱之前,羊毛可以经过擦刷和/或梳理和/或精梳和/或超级清洗(使用hercosett工艺或类似工艺)或者视情况被以适合精纺或半精纺纱线的其他方式加工。这种处理在本领域中是周知的。
15.纱线可以用于使用任何适合的工艺生产织物。例如,针织织物可以使用传统的纬编针织机形成。这种织物可以直接使用,也可以通过层压或粘合而形成为多层织物。可以对外部织物层应用防水化学处理,或者可以在两个织物之间设置隔膜以提供防水和防风性能属性。
16.替代性地,可以将两根或更多根纱线交织以形成下述织物:该织物具有主要由粗羊毛纱线形成的一个层(或一个表面)以及主要由另一纱线比如美利奴羊毛、天丝、聚丙烯或聚酯形成的另一个层(或相反表面)。
17.这种织物优选地具有小于400g/m2、更优选地低于200g/m2的重量。
18.纱线也可以用于形成袜子。该纱线可以仅用于高磨损的跟部区域和趾部区域,而其他纱线用于其他区域。
19.在另一方面,精纺或半精纺的纱线可以包括一个或多个纱股,每个纱股包括与连续或基本连续的芯加捻的外部,该外部包括粗羊毛纤维。
20.纱线可以是精纺的纱线。
21.纱线可以包括两个或更多个所述纱股。纱股可以彼此自捻。
22.连续或基本连续的芯按重量计可以构成纱线的至少15%。
23.纱线可以具有小于80tex(12.5nm)的线密度。
24.在另一方面,精纺或半精纺的纱线可以由一个或更多个纱股形成,每个线股包括:按重量计至少15%的连续或基本连续的芯;以及与该芯加捻的外部,该外部包括粗羊毛纤维。
25.纱线可以包括按重量计15%至50%的连续或基本连续的芯。
26.在又一方面,线密度小于80tex(12.5nm)的纱线可以包括两个纱股或更多个纱股,每个纱股包括与连续或基本连续的芯加捻的外部,该外部包括粗羊毛纤维。
27.以下特征可以应用于上述方面中的任何方面。纱线可以具有小于60tex(17nm)的线密度。纱线可以具有在25tex(40nm)至60tex(17nm)的范围内的线密度。
28.粗羊毛纤维可以具有大于26微米的平均纤维直径。粗羊毛纤维可以具有大于30微
米的平均纤维直径。粗羊毛纤维可以具有大于33微米的平均纤维直径。粗羊毛纤维可以具有大于36微米的平均纤维直径。
29.粗羊毛纤维可以具有在30微米至40微米的范围内的平均纤维直径。粗羊毛纤维可以具有在36微米至38微米的范围内的平均纤维直径。
30.毛条(wool top)中的粗羊毛纤维可以具有100mmh或更大的平均纤维长度。毛条中的粗羊毛纤维可以具有110mmh或更大的平均纤维长度。毛条中的粗羊毛纤维可以具有在100mmh至130mmh的范围内的平均纤维长度。
31.外部可以包括按重量计至少10%的粗羊毛。外部可以包括按重量计至少20%的粗羊毛。外部可以包括按重量计至少30%的粗羊毛。
32.连续或基本连续的芯可以包括至少一根合成长丝。合成长丝可以具有在10旦尼尔至80旦尼尔的范围内的粗细。所述至少一根合成长丝可以是尼龙长丝。替代性地,所述至少一根合成长丝可以是聚酯长丝。
33.连续或基本连续的芯可以包括由天然纤维形成的至少一根长丝或线。线可以具有在10tex(100nm)至20tex(50nm)的范围内的粗细。
34.纱线可以由100%的天然纤维形成。
35.在另一方面,织物可以包括如以上方面中的任一方面所述的纱线。服装可以包括这种织物。
36.在另一方面,用于生产纱线的方法可以包括:形成两个或更多个经加捻的纱股,每个纱股通过使粗羊毛条子和连续或基本连续的芯穿过往复的加捻台而形成,该加捻台包括适于绕旋转轴线旋转并适于沿着旋转轴线往复移动的一对加捻辊,每个纱股具有由非加捻区域分开的加捻区域;以及使纱股通过彼此自加捻而结合在一起以形成纱线。
37.在另一方面,用于生产纱线的方法可以包括与连续或基本连续的芯加捻的外部,该外部包括粗羊毛纤维。
附图说明
38.将仅通过示例并参照附图对本发明进行描述,其中:
39.图1是根据一个实施方式的羊毛纺纱设备的示意图;
40.图2是图1的设备的示意性侧视图;
41.图3示出了加捻辊驱动机构的一个实施方式;以及
42.图4示出了加捻辊驱动机构的另一实施方式。
具体实施方式
43.在本说明书中提及纤维长度时是指mmh(使用经iwto
‑
17认可的阿尔米特长度分布测试仪(almeter)测量的毫米hauter)。
44.本说明书和权利要求书中使用的术语“连续或基本连续的芯”包括连续或基本连续的天然或合成的线、长丝等,包括粗羊毛纤维的外部在纱线生产期间与其结合以形成纱股。芯可以包括单根线、长丝等或者可以包括两根或更多根这种线、长丝等。
45.本说明书和权利要求书中使用的术语“外部”是指在纱线生产期间与芯结合以形成纱股的纤维。外部包括粗羊毛纤维。术语“外部”和“芯”不一定需要在最终纱线中芯被完
全包含在外部内,尽管在一些实施方式中这可能是期望的。
46.本说明书和权利要求书中使用的术语“自加捻纱线”和“自捻纱线”是指包括下述两个纱股或更多个纱股的纱线:两个纱股或更多个纱股具有与s方向的加捻区域交替的z方向的加捻区域,并且还具有各加捻区域之间的非加捻区域,并且其中,至少一个加捻纱股与至少另一个加捻纱股接触,由此这些加捻纱股自捻在一起(彼此卷绕)以形成纱线。术语“自捻”具有相应的含义。
47.本说明书和权利要求书中使用的术语“纱股”以其常规意义使用,以包括单股纱、合股纱、短纤纱(spunyarn)和缆线纱等。纱股可以是连续的长丝束、不连续长丝的连续形式、未经处理或预处理以增加其拉伸强度的牵伸梳条、通过牵拉(tow)处理工艺生产的连续的长丝、或者短纤维比方说例如短纤纱和一根或更多根连续长丝的组合。
48.测量术语“tex”和nm以其在该领域中的标准含义使用。tex是以每1000米纱线的克数计量的线密度。nm(或公制支数)以每一公斤纱线的千米数计量。通常,tex=1000/nm。
49.粗羊毛可以被选择为具有大于26微米的直径(即,平均纤维直径),但是可以使用大于30微米或大于33微米或大于36微米的平均直径。平均直径可以在26微米至40微米的范围内、或在32微米至40微米的范围内、或在36微米至38微米的范围内。
50.粗羊毛纤维可以具有大于100mmh的长度(即,毛条中的平均纤维长度),并且该长度可以大于110mmh。该长度可以在100mmh至130mmh的范围内。
51.因此,粗羊毛相对较长且较粗。羊毛纤维可以是相对直的,或者可以使用具有更高“卷曲”的纤维,并且这些纤维可以提供改善的保温和/或机械缓冲。
52.在纺纱之前,所选的羊毛可能会经过多个预处理步骤。可以擦刷羊毛以去除油脂、脂汗和污垢。然后可以梳理羊毛以去除瑕疵比如植物性物质。如果需要,可以对羊毛进行精梳以去除短纤维。然后可以对羊毛进行超级洗涤、优选地通过hercosett工艺或类似工艺进行超级洗涤,以去除皮屑并向羊毛纤维应用聚合物,从而减少收缩并降低起球水平并且使最终产品可机洗。
53.在对于精纺或半精纺纱线适当的情况下,可以对羊毛进行任何其他适合的预处理。这类方法是本领域已知的。
54.外部材料可以是100%的粗羊毛。然而,在一些应用中可以使用材料的混纺物或其他组合物。例如,可以使用粗羊毛与其他纤维的混纺物。例如,可以使用粗羊毛与合成纤维或其他天然纤维或其他羊毛纤维的混纺物(包括紧密混纺物)。可以使用粗羊毛和细羊毛的混纺物比如粗羊毛和美利奴羊毛的50:50混纺物。外部材料中可以存在有按重量计10%至100%的粗羊毛。外部材料可以包括按重量计至少10%、或至少20%、或至少30%的粗羊毛。
55.在一个实施方式中,外部可以包括其中粗羊毛按重量计大于50%的粗羊毛/美利奴羊毛混纺物。例如,外部可以由粗羊毛和美利奴羊毛按重量计为90:10的混纺物形成。粗羊毛和美利奴羊毛可以被混纺,以提供混纺粗纱。可以使用本文中公开的粗羊毛和/或美利奴羊毛特性的范围中的任何范围,但在一个实施方式中,可以使用平均纤维直径在36微米至38微米的范围内的粗羊毛。通常地并且不希望受理论束缚,申请人认为这种混纺物提供改善的纺丝性能和/或改善的纱线特性。目前认为这是由于较细且较短的美利奴羊毛纤维在沿着纱线的长度的纤维之间提供了更多的连接。这又可以减少提供足够纱线结构所需的粗羊毛纤维的数目。因此这种混纺物可以适用于生产更细的纱线(例如,在具有两个
12.5tex的纱股的2股纱线中为约25tex、或者甚至更细)。还可以改善纱线的手感。这种混纺物可以与本文中讨论的任何芯材料一起使用。
56.芯可以是连续或基本连续的天然或合成的线、长丝等。如下文将讨论的,外部材料与芯被纺制并结合以产生纱股。可以使用任何适合的芯材料。可以使用任何适合数目和重量的芯线、长丝等。
57.在一些应用中,可以使用由一根或更多根合成长丝形成的芯。芯可以由任何适合的合成材料形成—尼龙或聚酯或聚酰胺可以是适合的。可以使用合成单丝比如尼龙单丝。替代性地,可以使用合成复丝。
58.合成芯长丝可以具有10旦尼尔至80旦尼尔的重量,但其他值也可以是适合的。在一些实施方式中,可以使用尼龙芯长丝并且可以具有11旦尼尔至30旦尼尔的重量,并且在每个芯中可以使用任何适合数目和重量的长丝。例如,在一个应用中,芯可以由7根11旦尼尔的尼龙的长丝组成。在另一应用中,芯可以由5根17旦尼尔的尼龙的长丝组成。在其他实施方式中,可以使用聚酯芯长丝并且可以具有20旦尼尔至80旦尼尔的重量。在一个应用中,芯可以由12根20旦尼尔的聚酯的长丝组成。
59.在其他应用中,可能期望的是使用由天然纤维形成的芯。可以使用天然或非合成纺制的长丝、线或纱线。例如,可以使用由棉线或羊毛线/纱线或其他天然纤维形成的连续或基本连续的芯。此外,可以使用经加工的天然纤维比如人造丝、粘胶纤维、莱赛尔(作为天丝出售)或基于天然产品的类似经加工的芯材料。天然芯线可以具有在10tex(100nm)至20tex(50nm)的范围内的重量,但在某些应用中可能其他值是合适的。
60.可以使用芯材料的任何组合。例如,芯可以包括一根或更多根由第一材料形成的长丝和一根或更多根由第二材料形成的长丝。
61.在一些实施方式中,芯按重量计可以构成纱线的约15%至50%。
62.可以使用如上定义的nuyarn机器和nuyarn方法使所选的且经预处理的外部材料被纺制并与芯结合。然而,可以采用其他机器并且可以使用其他方法。为了避免条子的缠结,可以采用两个喂给器来保持纱股之间的分离,但是如果喂给器之间被提供有更大的间距或者以其他方式实现条子彼此的隔离,可以使用更大数目的喂给器。一般而言,可以使用提供引入的条子或纱股的充分分离的任何适合的方法,例如以下各者的任何一者或更多者:通过略过一些输入来增加条子或纱股的间距(例如,使用每隔一个条子输入);通过增加机器的宽度和/或条子输入之间的间距来增加条子或纱股的间距;以及例如通过在引入的条子或纱股之间包括物理分离件比如翅片、板等对条子或纱股进行物理分离。
63.可以使用大于160m/min的更快卷取速度,并且可以使用甚至大于200m/min的卷取速度。这会造成能源消耗的显著降低(例如,降低35%)。由于每个机架以200m/min加工,因此与以14m/min运行的常规环锭细纱机相比,这还可以减少有效机器占地面积和成本。
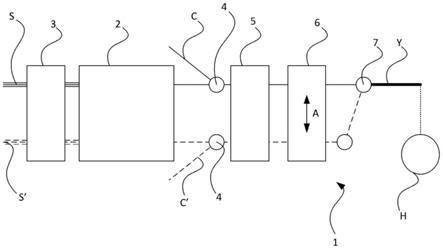
64.图1是根据一个实施方式的纺纱设备1的示意图。该纺纱设备1可以是自捻纺纱机比如nuyarn机器。
65.纺纱设备1可以包括牵伸单元2。牵伸单元2可以包括对向移动的优选地涂覆有橡胶的辊或带,纤维(作为条子)在该辊或带之间通过。在所示示例中,外部材料的两个条子s(实线)、s’(虚线)可以经由喂给辊3而被引入至牵伸单元2。外部材料的每个条子可以从滚筒(drum)或其他大批量供应装置(未示出)中拉出。外部材料可以包括重量百分比在10%至
100%范围内的粗羊毛。外部材料可以是任何适合的材料与粗羊毛的混合物。
66.外部材料纤维由牵伸单元拉出,其中,外部材料的条子的粗细通常减小至初始粗细的二分之一至二十五分之一之间。粗细减小量可以通过改变牵伸单元的转速来调节。
67.在牵伸后,芯c(实线)、c’(虚线)可以与外部材料的每个条子结合。每个连续或基本连续的芯可以从滚筒、卷轴(spool)或其他大批量供应装置被拉出并且可以与经牵伸的外部材料一起被喂给通过引导件4(例如,用于使两者结合在一起的喂给环或孔眼或其他装置)。
68.芯c、c’可以是连续或基本连续的芯。芯可以是任何适合的天然的或合成的线或长丝,如本说明书中别处所讨论的。
69.结合的外部材料s、s’和芯c、c’可以穿过另外的喂给辊5并被传送至往复加捻台6。当外部材料和芯的每个纱股穿过引导件4和辊5时,芯可以压入到外部材料的纱股或条子中或者以其他方式与外部材料的纱股或条子结合。芯可以压入到外部材料的中间,使得芯由外部材料的纤维包围。往复加捻台6可以包括至少一个旋转辊6a,该旋转辊6a也如图1中由箭头a所指示的那样来回往复运动。该往复运动的辊可以与固定元件(比如平坦表面)对置,或者如图2中所示的那样可以与第二旋转辊6b对置。第二旋转辊可以简单地旋转,或者也可以沿其轴线往复运动。
70.外部材料和芯穿过往复运动的加捻辊6并由该往复运动的加捻辊6进行加捻。
71.加捻辊6a、6b在辊沿其轴线往一个方向运动时沿一个方向对经过辊之间条子进行加捻,接着在辊沿其轴线往另一方向运动时沿相反方向进行加捻。条子s中的每个加捻区域的长度可以通过控制辊6a和6b的摆动运动的横向速度相对于辊6a和6b的正向旋转速度来控制(如上面列出的本技术人的在先专利中所讨论的)。相对于某个正向旋转速度较慢的横向速度将在条子中产生较长的加捻区域,首先是沿一个方向,然后是沿另一方向。
72.加捻的纱股离开加捻辊6并且在引导件(例如,喂给环、孔眼或类似装置)7处结合。结合的纱股可以自捻在一起以形成纱线y。
73.纱股在加捻辊与引导件7之间可以具有不同的行进路径长度。在纱股离开引导件7时其倾向于自捻在一起,或者替代性地,可以可选地设置有另外的加捻机构以帮助将纱股加捻在一起从而形成成品纱线。这种另外的加捻机构可以被控制成使得独立的纱股被加捻在一起的程度能够改变、即被控制成能够控制纱线的“加捻内的捻度(twistwithinthe twist)”。
74.纱股可以以每米小于600圈或约500圈(即,沿一个方向以及然后沿另一方向加捻的圈数)的捻度被加捻,并且最优选地,以每米约250圈至300圈和400圈至500圈之间的捻度被加捻。
75.纱股中的每一者可以相对于其他纱股穿过不同长度的路径,使得纱股中的每一者的加捻区域相对于彼此交错或异相。在这种形式的纱线中,不同的路径长度使得成品纱线中每个纱股中的非加捻区域与其他纱股中的加捻区域重叠。
76.在另一实施方式中,本发明的设备能够调节引导件或孔眼或其机械等效物的位置,以改变纱股的重叠点或相对相位,其中,这些引导件或孔眼或其机械等效物将单独的纱股结合在一起。对引导件或其等效物的调节也可以由设备的基于微处理器的控制系统控制。
77.然后可以将纱线y卷绕到卷取架h(例如卷轴等)上,卷取架的速度可以如上文所列的申请人的在先专利中所讨论的那样进行控制。用于卷取架h的驱动系统可以由控制系统控制,使得可以控制纱线卷绕到卷取架上的线速度与纱股离开加捻辊6的线速度之间的比率。共同的控制系统可以控制加捻辊6a和6b以及卷取架h的旋转速度。通过利用加捻辊的旋转速度控制卷取架的旋转速度,可以控制和改变施加在离开加捻台的纱线上的张力。
78.随着更多纱线卷绕到卷取架h上,卷取架和缠绕的纱线的有效周长逐渐增加。因此,如果卷取架的旋转速度保持恒定,随着更多的纱线卷绕到卷取架上,离开加捻辊或输送辊的加捻的纱股将处于增大的张力下。
79.还已经发现,环境因素比如湿度会影响现有技术纺纱机的用于在自捻纱线上施加张力的机械部件,使得由这些机器施加在纱线上的正张力在环境因素发生变化时被不一致地施加。
80.因此,当纱线卷绕到卷取架8上时,可以控制驱动卷取架的速度,使得纱线卷绕到卷取架上的线速度保持恒定。
81.已经发现在加捻纱股离开加捻辊后改变施加在自加捻纱线上的张力会改变纱线的捻度分布、纱线结构和特性,如上面列出的申请人的在先专利中所公开的。特别地,已经发现:在离开加捻台之后并缠绕到卷取架上之前经受低张力的纱线(低张力纱线,该低张力纱线对于许多应用而言可以是优选的,其中,卷取架速度小于纱股离开加捻辊的速度)将具有与在离开加捻台后经历正张力的纱线(高张力纱线,其中,卷取架速度高于纱股离开加捻辊的速度)不同的纱线结构。
82.所得纱线优选地具有小于80tex(12nm)、或小于60tex(17nm)、或小于50tex(20nm)、更优选地小于40tex的线密度。纱线可以具有在20tex(50nm)至70tex(14nm)的范围内、更优选地在20tex(50nm)至40tex(25nm)之间的线密度。
83.织物可以使用任何适合的工艺生产,包括例如使用常规的纬编针织机或其他适合的机器。纱线可以适用于具有28gg(每英寸针数)或更少的机器。180g/m2的平针织物在20gg的纬编针织机上生产。
84.织物可以由如上所述那样生产的纱线均匀地针织或机织。替代性地,织物可以由这种纱线与其他纱线结合地形成(例如,针织或机织)。例如,织物可以被针织成使得外表面至少主要由含有粗羊毛的纱线形成,而内表面至少主要由美利奴纱线形成。粗羊毛为最终的服装提供耐磨的外表面,而美利奴羊毛则提供贴着皮肤或靠近皮肤的良好性能。
85.上述生产的织物可以层压或粘合至其他织物或层。例如,粗羊毛织物外部层可以与一系列可能的内部层结合,并且可以包括对外部(粗羊毛)层进行防水化学处理或者在两个织物层之间包括有隔膜以提供防水和防风性能属性。粗羊毛外部层提供耐磨的外表面,其具有有利的低反光性能、优异的拉伸性能、优异的耐磨性能、噪音吸收性能、优异的热性能和较小的气味。
86.还使用这种新型纱线生产了其他织物,这些其他织物的示例为:
87.1.羊绒织物
‑
粗羊毛和美利奴羊毛
‑
含有粗羊毛的纱线被针织为外面(外部)并且细微米级的美利奴羊毛(19.5微米)被针织为里面(内部)。由25tex(40nm)(对于尼龙芯)和30tex(33nm)(聚酯芯)形成的粗羊毛纱线被针织以制成重量范围在240g/m2与330g/m2之间的起绒织物。认为的是,使用28gg至20gg的机器来生产重量低于200g/m2的起绒织物应是可
能的。
88.2.粗羊毛和合成的
‑
双面织物比如羊绒(fleece)可以由粗羊毛外部层以及由美利奴羊毛与天丝或聚丙烯或聚酯或尼龙混纺而形成的内部层形成。替代性地,内部层可以仅为天丝或聚丙烯或聚酯或尼龙。纤维类型的范围不限于上述示例。
89.一般而言,包括本技术人的纱线的织物可以具有在185g/m2至500g/m2的范围内的重量。包括本技术人的纱线的织物可以具有小于400g/m2或小于200g/m2的重量。
90.包含根据本发明的粗羊毛纤维的织物在耐磨性方面表现出显著改善。测试是根据测试标准astm 4966/4970、ios 5470、iso12945
‑
2:2016、iso 12945
‑
2:2000使用马丁代尔试验机(martindale tester machine)gt
‑
c13b
‑
4进行的。相比于合成材料预期的约3.75的耐磨等级以及美利奴羊毛预期的约2左右的耐磨等级,本技术人的织物的样品显示具有在3.81至4.67之间的范围内的耐磨等级。
91.使用新型粗羊毛纱线生产的袜子表现出极高的耐磨性,具有高达3倍长的寿命。对使用新型粗羊毛纱线生产的袜子进行的测试获得了5分中的4.89分的耐磨分数(相比于合成材料的通常3.75的耐磨分数,以及美利奴羊毛的通常2分左右的耐磨分数)。测试是根据测试标准astm 4966/4970、ios 5470、iso12945
‑
2:2016、iso 12945
‑
2:2000使用马丁代尔试验机(martindale tester machine)gt
‑
c13b
‑
4进行的。
92.袜子还表现出大幅改善的防滑特性。
93.该新型粗羊毛纱线可以在没有尼龙增强的情况下仅用于高磨损的鞋跟区域和脚趾区域,并且在36gg 156针、33/
4”的袜类针织机上针织。袜子的其余部分可以由毛圈19.5微米至24微米的美利奴羊毛内部(提供靠近皮肤的舒适的细微米羊毛)和覆有尼龙的、tex范围为16tex(62nm)至60tex(17nm)的外部(尼龙增强,以克服美利奴羊毛的劣化)制成。一般而言,任何服装可以包括使用本技术人的包含粗羊毛的纱线的一些区域以及由其他纱线形成的其他区域。
94.使用新型粗羊毛纱线制成的服装可以包括外衣和户外服装,包括上装、下装和袜子,并且可以表现出以下期望特性中的任何一种或更多种特性:
95.·
具有优异的耐磨特性的耐磨外表面
96.·
优异的热性能
97.·
优异的拉伸性能
98.·
低反光性
99.·
噪音吸收
100.·
当用于袜子时比合成材料更防滑——因为尼龙会变湿并开始在鞋或靴的后跟和脚趾处滑动
101.·
较小气味
102.·
环境友好—非石油基
103.·
较少水分
104.·
较低细菌数
105.包括上面列出的申请人的在先专利中描述的装置等任何适合的驱动和控制装置都可以用于对各种辊、牵伸台、卷取架等的运动进行驱动和/或控制。在使用自捻机的情况下,可以控制机器的以下任何参数以及任何其他适合的参数。
106.在辊改变方向的点处,可以在纱股中发现非加捻区域。如果辊在其横向往复运动的每个端部处相对较快地改变方向,则每个相反加捻区域之间将仅存在相对较小的非加捻区域,而通过使辊在其横向运动的端部处或朝向该端部相对较慢地改变方向或者停顿,则将在条子中形成相对较长的非加捻区域。
107.辊6a和6b的横向往复运动或摆动(throw)的程度也可以相对于其正向旋转速度而变化,以实现纱股中期望的加捻程度或期望程度的纱线的捻度分布。附加地或替代性地,可以通过改变加捻辊6a和6b的旋转速度来获得期望的加捻程度。附加地或替代性地,加捻程度或加捻分布另外可以通过调节加捻辊的往复横向运动的速度(相对于加捻辊的旋转速度)而改变。
108.加捻辊的横向运动的速度的变化和/或程度或摆动和/或旋转速度和/或吸取速度(uptake speed)任何一项或更多项但优选地所有项可以由基于微处理器的具有相关联的用户界面的控制系统控制。用户可以将任何期望的辊速度、辊横向运动的程度、辊横向运动的速率、吸取速度或所有这些的组合编程到机器中,从而用于任何生产运行,以在纱股或所得的多股纱线中实现期望的捻度分布。
109.以不同的辊速度和运动生产的纱线可以具有不同的特性,并且该纱线又可以生产具有不同特性的织物,或由具有不同特性的纱线形成适用于不同的终端应用的针织或机织产品。
110.图3和图4示出了用于驱动加捻辊的装置的示例,其类似于上面列出的本技术人的在先专利中的那些装置。
111.在图3中所示的装置中,电动马达7a和7b驱动加捻辊6a和6b的旋转。辊6a和6b的旋转速度可以通过改变电动马达7a和7b的速度或者通过任何其他适合的机构来改变。辊驱动马达可以由适合的控制器控制,比如用户可编程的基于微处理器的控制系统。电动马达9比如伺服马达可以驱动加捻辊6a和6b的往复运动,并且电动马达9可以被控制成改变加捻辊的往复横向运动的速度和/或程度。伺服马达9或齿轮对旋转且反向旋转的带轮或链轮(未示出)进行驱动并且伺服马达9或齿轮连接至围绕带轮或齿轮13延伸的缆线或链条14。缆线或链条15也围绕带轮或齿轮13延伸并且经由旋转接头或类似装置在一个端部处连接至轴16a且在另一端部处连接至轴16b。马达9的输出的旋转以及然后的反向旋转如由箭头c所指示的那样驱动缆线15,并因此驱动加捻辊6a和6b来回进行往复运动。也就是说,通过伺服马达9使缆线或链条14沿逆时针方向的运动将导致缆线或链条15沿逆时针方向移动并且在两个辊旋转时使辊6a沿一个方向横向移动而辊6b沿相反方向横向移动,并且当伺服马达9反转其方向时,由伺服马达9使缆线或链条14沿顺时针方向的运动将导致缆线或链条15沿顺时针方向移动并且在两个辊旋转时,辊6a沿所述相反方向横向移动而辊6b沿所述一个方向横向移动。加捻辊轴8a和8b在其另一端部处附接至缆线或链条11,缆线或链条11经由旋转接头或类似装置围绕滑轮或齿轮12。
112.通过使辊轴8a和8b在一侧或两侧(仅示出在一侧——图5a的右手侧)穿过滑动轴承10或类似地,可以将辊6a和6b安装成用于旋转运动和往复侧向运动。辊轴8a和8b可以滑动地穿过驱动辊的电动马达7a和7b,同时还允许辊/辊驱动轴的侧向往复运动。替代性地,在辊驱动轴与旋转驱动马达7a和7b之间可以设置有伸缩式联接件。
113.可以在不使用伺服马达的情况下通过使用其他适合的等效机械或机电装置实现
加捻辊的摆动和/或旋转速度的变化。图4示出了用于加捻辊6a和6b的替代性驱动系统。在此情况下,通过电动马达20使这两个辊各自均旋转并横向移动,电动马达20不仅使输出驱动轴旋转,而且使电动马达20的输出驱动轴在自身旋转时轴向移动。马达20中的每个马达的轴向或横向运动的旋转速度和程度可以由机器的控制系统以可编程的方式控制。
114.在另一实施方式中,可以使用额外的辊、牵伸台和/或加捻辊,如在上面列出的本技术人的在先专利中所公开的。
115.最优选地,本发明的机器可以包括控制系统,该控制系统实现能够以可编程的方式改变下述各项:加捻辊的旋转速度、加捻辊的横向运动的速度、以及加捻辊或多对加捻辊的横向运动的程度。可以在一台这样的机器上生产具有宽范围的不同捻度特性的纱线,这又使得能够生产由纱线形成的具有宽范围的不同织物或产品特性的织物或针织或机织产品以用于不同的织物或产品应用;纱线被机械加工成使由纱线生产的织物或产品的期望性能特征得以优化。沿着纱线的长度改变捻度水平可以使得能够优化纱线的体积或强度。组成纤维的暴露表面可以被改变为具有不同的捻度特性,以更有效地优化特定的物理特性比方说例如羊毛吸收和解吸水分或水分蒸气的能力。可以通过以小于组成纤维的纤维长度的间隔简单且紧密地进行加捻来减少纤维脱落和/或起球。可以改善袜子中毛圈袜底结构的减震性能。对组成纱线之间不同捻度(或非捻度)水平的并列进行调节的能力可以使得增加或优化组成纱线之间的摩擦以增加多股纱线的强度,并且可以实现待被达到或改变的所得纱线的特定期望的表面外观。在纱线中还结合有芯长丝的情况下,这使得能够实现更大程度的可变性。这还可以能够使得对于给出的包含芯长丝且强度足以能够被针织或机织的多股纱线所需的捻度水平能够被减小,使得对于给定重量的纱线而言,体积或暴露的纤维表面积可以增加。例如,用于生产高质量轻质羊毛针织物的多股纱线可以被生产成在结合到如前所述的连续芯长丝的纱线中的单独的条子或纱股中具有捻度较低的相对较长的加捻区域以及较短的非加捻区域。用于生产毛圈织物的纱线可以被生产成在纱线的纱股中于较长的非加捻区域之间具有较短的中等加捻区域,并且用于生产毛圈织物的纱线还可以包含芯长丝(为了产生较长的非加捻区域,加捻辊的横向往复运动可以在辊继续正向旋转的同时于横向辊运动的任一端部处减慢或停止,并且机器可以被编程为当辊横向移动时使辊相对较快地移动,以减小加捻区域的长度,在此期间辊的正向旋转运动例如可以可选地减慢)。对于在由较粗的羊毛生产毡织物中使用的纱线,可以在较长的非加捻区域之间形成短的加捻区域,以促进形成织物的纱线的非加捻区域中的纤维在制毡过程中与彼此缠结。
116.因此提供了一种使用便宜粗羊毛纤维生产相比现有产品具有更优特性的高价值产品的方法。令人惊喜地,这种高价值纱线、织物和服装可以基于便宜的粗羊毛纤维,这些便宜的粗羊毛纤维通常被认为仅适用于低档应用比如地毯制造。
117.通过用粗羊毛织物代替合成织物,服装中的羊毛含量可能会更高(例如,袜子中含有75%的羊毛)。所生产的织物可以至少含有50%、60%或80%的羊毛。在某些应用中,可以制造100%羊毛或100%天然纤维的织物。
118.更长的粗羊毛纤维在机器中运行得更好且更快,从而提高了效率并降低了设备和制造成本。
119.所得产品因具有明显更少的短纤维而获得具有起球更少的良好外观。使用粗羊毛纱线生产的织物被评估为具有的起球等级为4(轻微起球),而较短纤维的起球等级3(明显
起毛)。
120.虽然已经通过描述本发明的实施方式而对本发明进行了说明,并且虽然已经对实施方式进行了详细描述,但是申请人不意在将所附权利要求的范围局限或以任何方式限制于此类细节。此外,上述实施方式可以单独实现,或者可以在可兼容的情况下进行组合。其他优点和修改、包括上述实施方式的组合对于本领域技术人员而言将是非常明显的。因此,本发明在其更广泛的方面不限于所示出和描述的具体细节、代表性设备和方法以及说明性示例。因此,在不偏离申请人的总体发明构思的精神或范围的情况下,可以偏离此类细节。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。