1.本发明涉及包装容器制作覆膜技术领域,特别涉及一种包装容器制作覆膜工艺。
背景技术:
2.包装容器一般是指在商品流通过程中,为了保护商品,方便储存,利于运输,促进销售,防止环境污染和预防安全事故,按一定技术规范而用的包装器具、材料及其它辅助物的总体名称;包装容器是包装材料和造型相结合的产物,包括包装袋、包装盒、包装瓶、包装罐和包装箱等;
3.包装盒常用的材质主要有:白卡纸、牛皮纸、铜版纸、特种纸等。在制作包装盒时,商家通常会把图案和广告宣传语印刷在包装盒上,然后就会用到覆膜工艺。只有覆膜后,包装盒上的图案才能保持的更长久,包装盒也会更加耐用,覆膜是指以透明塑料薄膜通过热压覆贴在印刷品表面,起到保护及增加光泽的作用。覆膜属于印后加工的一种主要工艺,要求表面干净、平整、不模糊,无皱褶、不起泡;
4.现今纸质印刷品进行覆膜工艺时常存在以下问题:对于放卷卷筒和收卷卷筒进行装夹固定具有局限性,不能夹持不同型号尺寸的卷筒,使得覆膜工艺的制作比较单一,不能实现不同尺寸覆膜工艺的生产加工;并且在收卷和放卷的过程中,执行动作不能同步,影响覆膜过程中的张力恒定,使薄膜传输受力不平衡,容易导致薄膜出现褶皱或撕裂;并且针对纸质印刷品和薄膜的传输没有导向运动轨迹,容易导致薄膜与纸质印刷品复合后出现偏差的情况,影响覆膜质量;针对薄膜表面黏合剂的涂布不能均匀控制,不能控制黏合剂的涂覆流速,对覆膜过程造成负面影响;为此,本发明提供了一种包装容器制作覆膜工艺。
技术实现要素:
5.为了实现上述目的,本发明采用以下技术方案,一种包装容器制作覆膜工艺,其使用了一种包装容器制作覆膜设备,该覆膜设备包括卷绕机构、涂覆机构、导向机构、干燥机构、传输机构、主梁板架、导辊一和导辊二,采用上述覆膜设备对纸质印刷品进行覆膜处理的具体方法如下:
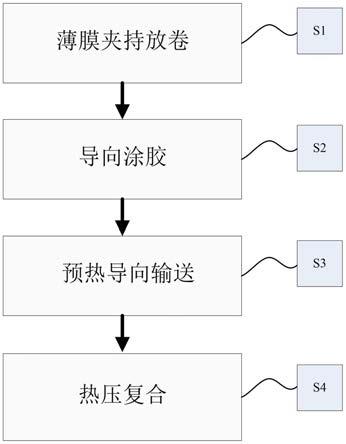
6.s1、薄膜夹持放卷:通过卷绕机构对薄膜进行夹持固定,并旋转进行薄膜放卷;
7.s2、导向涂胶:通过导辊一和导辊二对薄膜进行导向传输,并通过涂覆机构将黏合剂滚涂到薄膜的表面;
8.s3、预热导向输送:通过干燥机构对薄膜表面上的黏合剂进行滚动接触,使黏合剂涂布均匀,然后通过温度干燥进行预热处理,蒸发除去黏合剂中的溶剂而干燥,然后通过导向机构传输薄膜,使薄膜准确的与纸质印刷品进行热压复合;
9.s4、热压复合:通过传输机构传输纸质印刷品,使纸质印刷品与薄膜热压复合,再通过卷绕机构对热压复合后的覆膜印刷品进行收卷,后期再对覆膜印刷品进行分切,然后制作出包装容器;
10.所述的主梁板架上分别通过轴承安装有导辊一和导辊二,导辊一和导辊二之间设
置有涂覆机构,涂覆机构安装在主梁板架上,位于导辊一的右侧设置有卷绕机构,卷绕机构安装在主梁板架上,位于导辊二的正上方设置有干燥机构,干燥机构安装在主梁板架上,位于导辊二的正下方设置有传输机构,传输机构安装在主梁板架上,位于传输机构的上方设置有导向机构,导向机构安装在主梁板架上;
11.所述的卷绕机构包括夹持单元、从动链轮、主动链轮、链条和步进电机;所述的夹持单元通过轴承上下对称的安装在主梁板架上,位于夹持单元的一侧轴端外圈上设置有从动链轮,位于从动链轮的正下方设置有主动链轮,主动链轮通过轴承安装在主梁板架的外壁上,主动链轮与从动链轮之间通过外圈设置的链条相互啮合转动连接,位于主动链轮的外侧设置有步进电机,步进电机通过电机座安装在主梁板架的外壁上,且步进电机的输出轴通过法兰与主动链轮相互连接;通过步进电机驱动主动链轮逆时针旋转啮合链条,使链条同步啮合传动从动链轮进行逆时针旋转动作,使上方的夹持单元对薄膜进行放卷,而下方的夹持单元对热压复合后的覆膜印刷品进行收卷,使放卷和收卷的动作同步执行。
12.优选的,所述的夹持单元包括旋动长筒、拉杆、环套、导板、夹板、顶杆、压缩弹簧、滚轮、滑销和圆柱弹簧;所述的旋动长筒通过轴承安装在主梁板架上,旋动长筒为空腔结构,位于旋动长筒的内部通过滑动配合方式设置有拉杆,拉杆上设置有多个沿其长度方向呈线性排布的环套,环套的外圈上设置有多个沿其圆周方向呈环形分布的导板,且导板通过滑动配合方式与旋动长筒的内壁相互连接,旋动长筒的外圈上通过滑动配合方式设置有多个沿其圆周方向呈环形分布的夹板,位于夹板的内壁上设置有多个沿其长度方向呈线性排布的顶杆,且顶杆通过滑动配合方式与旋动长筒相互连接,顶杆的外圈设置有压缩弹簧,压缩弹簧连接在顶杆的下端与旋动长筒的内侧面之间,滚轮通过轴承安装在顶杆的轴端上,且滚轮通过滚动方式与导板的倾斜端面相互连接,所述的滑销通过滑动配合方式安装在旋动长筒的一侧轴端上,且滑销通过滑动配合方式与拉杆上的c型槽相互连接,位于滑销的外圈设置有圆柱弹簧,圆柱弹簧连接在滑销的上端与旋动长筒的外侧面之间;根据放卷和收卷的卷筒直径大小变化,调节夹持的直径距离,通过人工按压垂直方向的滑销,使拉杆水平方向可自由移动,然后拉杆水平方向的滑动平移,使环套外圈的导板持续平移,根据导板持续增高的倾斜端面对滚轮进行抵推,使顶杆向外平移滑动,通过夹板对卷筒的内壁进行夹持固定,而夹板的夹持端面为弧形设置,可跟卷筒的内壁充分贴合夹持,从而稳定卷筒的夹持固定,满足放卷和收卷时的旋转动作,而压缩弹簧始终抵推顶杆,使滚轮与导板紧密接触,保证夹板对卷筒夹持的稳固性,并且可针对不同直径的卷筒进行夹持固定,满足放卷和收卷的夹持需求,当夹持距离调节完毕后,再松开滑销,通过圆柱弹簧的弹簧力抵推滑销上升复原,使滑销锥形部分嵌入进拉杆的c型槽中,从而实现拉杆水平位置移动后的止定,稳定调整后的夹持间距。
13.优选的,所述的涂覆机构包括直筒、涂覆胶辊、入料环架和挡板;所述的直筒安装在主梁板架的内壁上,直筒为空腔结构,位于直筒的底部外圈通过轴承设置有多个沿其圆周方向呈环形分布的涂覆胶辊,直筒的顶端中部设置有入料环架,入料环架上通过活动连接方式设置有挡板;通过入料环架导入黏合剂,使用挡板挡封隔绝直筒内黏合剂与外面的连接,防止异物掉落到黏合剂中,影响覆膜效果,涂覆胶辊连接直筒内部的黏合剂,在导辊一和导辊二的传输作用下,涂覆胶辊胶槽中的黏合剂由定向运动的待涂薄膜带动并均匀地涂覆于薄膜表面。
14.优选的,所述的导向机构包括联控丝杠、手轮、导杆、m型滑架、滚珠一、直板立架和滚珠二;所述的联控丝杠通过轴承安装在主梁板架上,联控丝杠的两侧轴端分别通过销栓安装有手轮,联控丝杠的两侧对称的设置有导杆,导杆安装在主梁板架上,联控丝杠上通过螺纹配合方式对称的设置有m型滑架,且m型滑架通过滑动配合方式与导杆相互连接,m型滑架的底端侧壁上设置有多个沿其长度方向呈线性排布的滚珠一,位于m型滑架的一侧外壁上安装有直板立架,直板立架上设置有多个沿其长度方向呈线性排布的滚珠二;根据传输薄膜和纸质印刷品的宽度距离,通过手轮摇转联控丝杠螺旋调整m型滑架的间距距离,使m型滑架沿其导杆的水平导向滑动调节,通过滚珠一对纸质印刷品的边缘进行滚动导向,减轻摩擦阻力,精确纸质印刷品传输移动的方向轨迹,然后滚珠二对薄膜进行导向,保持薄膜传输流动的方向,防止歪斜,使薄膜的边缘与纸质印刷品的边缘热压对齐,提高了覆膜质量。
15.优选的,所述的干燥机构包括压膜辊、横梁框架和电热网;所述的压膜辊通过轴承安装在主梁板架的内壁上,且压膜辊通过滚动方式与导辊二相互连接,位于压膜辊的正上方设置有横梁框架,横梁框架安装在主梁板架的内壁上,横梁框架上设置有多个沿其长度方向呈线性排布的电热网;通过电热网通电加热产生二十度的温度干燥效果,蒸发除去黏合剂中的溶剂而干燥,提高复合效果,使用压膜辊对薄膜表面上的黏合剂进行滚动接触,使黏合剂涂布均匀。
16.优选的,所述的传输机构包括热压胶辊、从动齿轮、热压滚筒、主动齿轮、输送滚筒、副带轮、横板架、电动机、转轴、主带轮和圆皮带;所述的热压胶辊通过轴承安装在主梁板架上,热压胶辊的一侧轴端上安装有从动齿轮,位于热压胶辊的正下方设置有热压滚筒,热压滚筒通过轴承安装在主梁板架上,热压滚筒的一侧轴端外圈上安装有主动齿轮,且主动齿轮通过啮合转动方式与从动齿轮相互连接,热压滚筒的两侧均匀的设置有输送滚筒,输送滚筒通过轴承安装在主梁板架上,所述热压滚筒和输送滚筒的一侧轴端上分别安装有副带轮,横板架安装在主梁板架的外壁上,横板架的一端侧壁上通过电机座安装有电动机,且电动机的输出轴通过联轴器与转轴的一侧轴端相互连接,转轴通过轴承安装在横板架上,转轴上设置有多个沿其长度方向呈线性排布的主带轮,主带轮与正上方的副带轮之间通过外圈设置的圆皮带相互转动连接;通过电动机驱动转轴使主带轮旋转,并传动圆皮带带动副带轮同步旋转,而热压滚筒和输送滚筒同步执行旋转动作,然后输送滚筒传输纸质印刷品,再通过主动齿轮啮合传动从动齿轮,使热压胶辊与热压滚筒对向旋转,对纸质印刷品与薄膜进行热压复合。
17.优选的,所述拉杆的外圈上设置有多个沿其圆周方向呈环形分布的凹槽,且拉杆的一侧轴端外圈上设置有多个沿其长度方向呈线性排布的c型槽,便于通过凹槽导向拉杆的水平移动,防止出现滑转现象,而通过c型槽与滑销连接,可以实现拉杆水平移动后的位置止定。
18.优选的,所述导板的端面为倾斜设置,便于抵触滚轮,改变顶杆的滑动位置,将水平方向的平移动作转换为垂直方向的升降动作,满足夹持时的调整需求。
19.优选的,所述涂覆胶辊的外圈设置有多个沿其圆周方向呈环形分布的胶槽,便于涂覆胶辊通过滚动方式将直筒内的黏合剂带出,可以控制涂覆量,使薄膜涂布均匀。
20.优选的,所述的滚珠二上开设有导向槽,便于导向传输薄膜,使薄膜的边缘与纸质
印刷品的边缘齐边进行热压复合,提高了覆膜质量。
21.本发明的有益效果在于:
22.一、本发明通过步进电机驱动主动链轮逆时针旋转啮合链条,使链条同步啮合传动从动链轮进行逆时针旋转动作,使上方的夹持单元对薄膜进行放卷,而下方的夹持单元对热压复合后的覆膜印刷品进行收卷,使放卷和收卷的动作同步执行,保证覆膜过程中张力保持恒定,防止薄膜传输受力不平衡,导致薄膜容易出现褶皱或撕裂,稳定覆膜工艺的过程,提高了覆膜质量。
23.二、本发明通过导辊一和导辊二的传输作用下,涂覆胶辊胶槽中的黏合剂由定向运动的待涂薄膜带动并均匀地涂覆于薄膜表面,并保持一定的接触面积,在薄膜传动的作用下,覆胶辊胶槽中的黏合剂不断地涂覆在薄膜的表面,增强涂覆效率,可以控制黏合剂的涂覆流速,防止涂覆量过多造成浪费,使薄膜的表面能够均匀涂覆,并且导辊一、导辊二和涂覆胶辊的结构位置呈v型状,可以保持薄膜传输时的张紧力,使得薄膜传输涂覆过程中不会出现褶皱,防止损坏薄膜,保证了覆膜质量。
24.三、本发明通过滑销的锥形部分嵌入进拉杆的c型槽中,从而实现拉杆水平位置移动后的止定,稳定调整后的夹持间距,满足不同直径尺寸卷筒的夹持固定,提高了夹持范围,方便夹持间距的调整,满足放卷和收卷时卷筒夹持需求。
25.四、本发明通过电热网通电加热产生二十度的温度干燥效果,蒸发除去黏合剂中的溶剂而干燥,提高复合效果,使用压膜辊对薄膜表面上的黏合剂进行滚动接触,使黏合剂涂布均匀,然后通过滚珠一对纸质印刷品的边缘进行滚动导向,减轻摩擦阻力,精确纸质印刷品传输移动的方向轨迹,然后滚珠二对薄膜进行导向,保持薄膜传输流动的方向,防止歪斜,使薄膜的边缘与纸质印刷品的边缘热压对齐,提高了覆膜质量,可满足不同宽度尺寸薄膜与纸质印刷品的传输导向需求。
26.五、本发明通过热压胶辊与热压滚筒对向旋转,对纸质印刷品与薄膜进行热压复合,使膜面平整、无凹凸不平及皱纹;薄膜无气泡、缩孔和针孔以及麻点等,提高了覆膜质量。
附图说明
27.下面结合附图和实施例对本发明进一步说明。
28.图1是本发明的包装容器制作覆膜加工示意图;
29.图2是本发明的主视位置立体结构示意图;
30.图3是本发明的后视位置立体结构示意图;
31.图4是本发明的部分立体结构示意图;
32.图5是本发明的干燥机构立体结构示意图;
33.图6是本发明的导向机构立体结构示意图;
34.图7是本发明图6中的a处局部放大图;
35.图8是本发明图6中的b处局部放大图;
36.图9是本发明的卷绕机构立体结构示意图;
37.图10是本发明的夹持单元立体结构示意图;
38.图11是本发明图10中的c处局部放大图;
39.图12是本发明图10中的d处局部放大图;
40.图13是本发明的涂覆机构立体结构剖视图。
具体实施方式
41.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明,需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互结合。
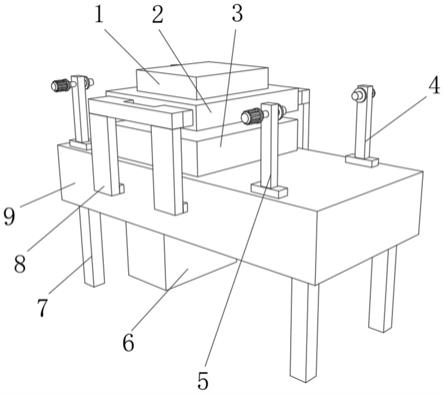
42.如图1至图13所示,一种包装容器制作覆膜工艺,其使用了一种包装容器制作覆膜设备,该覆膜设备包括卷绕机构1、涂覆机构2、导向机构3、干燥机构4、传输机构5、主梁板架6、导辊一7和导辊二8,采用上述覆膜设备对纸质印刷品进行覆膜处理的具体方法如下:
43.s1、薄膜夹持放卷:通过夹持单元10对薄膜进行夹持固定,然后通过步进电机14驱动主动链轮12逆时针旋转啮合链条13,使链条13同步啮合传动从动链轮11进行逆时针旋转动作,使上方的夹持单元10对薄膜进行放卷;
44.s2、导向涂胶:通过导辊一7和导辊二8对薄膜进行导向传输,在导辊一7和导辊二8的传输作用下,涂覆胶辊21胶槽中的黏合剂由定向运动的待涂薄膜带动并均匀地涂覆于薄膜表面;
45.s3、预热导向输送:通过压膜辊40对薄膜表面上的黏合剂进行滚动接触,使黏合剂涂布均匀,然后通过电热网42通电加热产生二十度的温度干燥效果,然后进行预热处理,蒸发除去黏合剂中的溶剂而干燥,然后通过滚珠一34对纸质印刷品的边缘进行滚动导向,减轻摩擦阻力,精确纸质印刷品传输移动的方向轨迹,然后滚珠二36对薄膜进行导向,保持薄膜传输流动的方向,防止歪斜,使薄膜的边缘与纸质印刷品的边缘热压对齐,提高了覆膜质量;
46.s4、热压复合:通过电动机57驱动转轴58使主带轮59旋转,并传动圆皮带59a带动副带轮55同步旋转,而热压滚筒52和输送滚筒54同步执行旋转动作,然后输送滚筒54传输纸质印刷品,再通过主动齿轮53啮合传动从动齿轮51,使热压胶辊50与热压滚筒52对向旋转,对纸质印刷品与薄膜进行热压复合,使纸质印刷品与薄膜热压复合,再通过卷绕机构1对热压复合后的覆膜印刷品进行收卷,后期再对覆膜印刷品进行分切,然后制作出包装容器;
47.所述的主梁板架6上分别通过轴承安装有导辊一7和导辊二8,导辊一7和导辊二8之间设置有涂覆机构2,涂覆机构2安装在主梁板架6上,位于导辊一7的右侧设置有卷绕机构1,卷绕机构1安装在主梁板架6上,位于导辊二8的正上方设置有干燥机构4,干燥机构4安装在主梁板架6上,位于导辊二8的正下方设置有传输机构5,传输机构5安装在主梁板架6上,位于传输机构5的上方设置有导向机构3,导向机构3安装在主梁板架6上;
48.所述的卷绕机构1包括夹持单元10、从动链轮11、主动链轮12、链条13和步进电机14;所述的夹持单元10通过轴承上下对称的安装在主梁板架6上,位于夹持单元10的一侧轴端外圈上设置有从动链轮11,位于从动链轮11的正下方设置有主动链轮12,主动链轮12通过轴承安装在主梁板架6的外壁上,主动链轮12与从动链轮11之间通过外圈设置的链条13相互啮合转动连接,位于主动链轮12的外侧设置有步进电机14,步进电机14通过电机座安装在主梁板架6的外壁上,且步进电机14的输出轴通过法兰与主动链轮12相互连接;通过步
进电机14驱动主动链轮12逆时针旋转啮合链条13,使链条13同步啮合传动从动链轮11进行逆时针旋转动作,使上方的夹持单元10对薄膜进行放卷,而下方的夹持单元10对热压复合后的覆膜印刷品进行收卷,使放卷和收卷的动作同步执行。
49.所述的夹持单元10包括旋动长筒101、拉杆102、环套103、导板104、夹板105、顶杆106、压缩弹簧107、滚轮108、滑销109和圆柱弹簧109a;所述的旋动长筒101通过轴承安装在主梁板架6上,旋动长筒101为空腔结构,位于旋动长筒101的内部通过滑动配合方式设置有拉杆102,所述拉杆102的外圈上设置有多个沿其圆周方向呈环形分布的凹槽,且拉杆102的一侧轴端外圈上设置有多个沿其长度方向呈线性排布的c型槽,便于通过凹槽导向拉杆102的水平移动,防止出现滑转现象,而通过c型槽与滑销109连接,可以实现拉杆102水平移动后的位置止定;拉杆102上设置有多个沿其长度方向呈线性排布的环套103,环套103的外圈上设置有多个沿其圆周方向呈环形分布的导板104,所述导板104的端面为倾斜设置,便于抵触滚轮108,改变顶杆106的滑动位置,将水平方向的平移动作转换为垂直方向的升降动作,满足夹持时的调整需求;且导板104通过滑动配合方式与旋动长筒101的内壁相互连接,旋动长筒101的外圈上通过滑动配合方式设置有多个沿其圆周方向呈环形分布的夹板105,位于夹板105的内壁上设置有多个沿其长度方向呈线性排布的顶杆106,且顶杆106通过滑动配合方式与旋动长筒101相互连接,顶杆106的外圈设置有压缩弹簧107,压缩弹簧107连接在顶杆106的下端与旋动长筒101的内侧面之间,滚轮108通过轴承安装在顶杆106的轴端上,且滚轮108通过滚动方式与导板104的倾斜端面相互连接,所述的滑销109通过滑动配合方式安装在旋动长筒101的一侧轴端上,且滑销109通过滑动配合方式与拉杆102上的c型槽相互连接,位于滑销109的外圈设置有圆柱弹簧109a,圆柱弹簧109a连接在滑销109的上端与旋动长筒101的外侧面之间;根据放卷和收卷的卷筒直径大小变化,调节夹持的直径距离,通过人工按压垂直方向的滑销109,使拉杆102水平方向可自由移动,然后拉杆102水平方向的滑动平移,使环套103外圈的导板104持续平移,根据导板104持续增高的倾斜端面对滚轮108进行抵推,使顶杆106向外平移滑动,通过夹板105对卷筒的内壁进行夹持固定,而夹板105的夹持端面为弧形设置,可跟卷筒的内壁充分贴合夹持,从而稳定卷筒的夹持固定,满足放卷和收卷时的旋转动作,而压缩弹簧107始终抵推顶杆106,使滚轮108与导板104紧密接触,保证夹板105对卷筒夹持的稳固性,并且可针对不同直径的卷筒进行夹持固定,满足放卷和收卷的夹持需求,当夹持距离调节完毕后,再松开滑销109,通过圆柱弹簧109a的弹簧力抵推滑销109上升复原,使滑销109锥形部分嵌入进拉杆102的c型槽中,从而实现拉杆102水平位置移动后的止定,稳定调整后的夹持间距。
50.所述的涂覆机构2包括直筒20、涂覆胶辊21、入料环架22和挡板23;所述的直筒20安装在主梁板架6的内壁上,直筒20为空腔结构,位于直筒20的底部外圈通过轴承设置有多个沿其圆周方向呈环形分布的涂覆胶辊21,所述涂覆胶辊21的外圈设置有多个沿其圆周方向呈环形分布的胶槽,便于涂覆胶辊21通过滚动方式将直筒20内的黏合剂带出,可以控制涂覆量,使薄膜涂布均匀;直筒20的顶端中部设置有入料环架22,入料环架22上通过活动连接方式设置有挡板23;通过入料环架22导入黏合剂,使用挡板23挡封隔绝直筒20内黏合剂与外面的连接,防止异物掉落到黏合剂中,影响覆膜效果,涂覆胶辊21连接直筒20内部的黏合剂,在导辊一7和导辊二8的传输作用下,涂覆胶辊21胶槽中的黏合剂由定向运动的待涂薄膜带动并均匀地涂覆于薄膜表面。
51.所述的干燥机构4包括压膜辊40、横梁框架41和电热网42;所述的压膜辊40通过轴承安装在主梁板架6的内壁上,且压膜辊40通过滚动方式与导辊二8相互连接,位于压膜辊40的正上方设置有横梁框架41,横梁框架41安装在主梁板架6的内壁上,横梁框架41上设置有多个沿其长度方向呈线性排布的电热网42;通过电热网42通电加热产生二十度的温度干燥效果,蒸发除去黏合剂中的溶剂而干燥,提高复合效果,使用压膜辊40对薄膜表面上的黏合剂进行滚动接触,使黏合剂涂布均匀。
52.所述的导向机构3包括联控丝杠30、手轮31、导杆32、m型滑架33、滚珠一34、直板立架35和滚珠二36;所述的联控丝杠30通过轴承安装在主梁板架6上,联控丝杠30的两侧轴端分别通过销栓安装有手轮31,联控丝杠30的两侧对称的设置有导杆32,导杆32安装在主梁板架6上,联控丝杠30上通过螺纹配合方式对称的设置有m型滑架33,且m型滑架33通过滑动配合方式与导杆32相互连接,m型滑架33的底端侧壁上设置有多个沿其长度方向呈线性排布的滚珠一34,位于m型滑架33的一侧外壁上安装有直板立架35,直板立架35上设置有多个沿其长度方向呈线性排布的滚珠二36,所述的滚珠二36上开设有导向槽,便于导向传输薄膜,使薄膜的边缘与纸质印刷品的边缘齐边进行热压复合,提高了覆膜质量;根据传输薄膜和纸质印刷品的宽度距离,通过手轮31摇转联控丝杠30螺旋调整m型滑架33的间距距离,使m型滑架33沿其导杆32的水平导向滑动调节,通过滚珠一34对纸质印刷品的边缘进行滚动导向,减轻摩擦阻力,精确纸质印刷品传输移动的方向轨迹,然后滚珠二36对薄膜进行导向,保持薄膜传输流动的方向,防止歪斜,使薄膜的边缘与纸质印刷品的边缘热压对齐,提高了覆膜质量。
53.所述的传输机构5包括热压胶辊50、从动齿轮51、热压滚筒52、主动齿轮53、输送滚筒54、副带轮55、横板架56、电动机57、转轴58、主带轮59和圆皮带59a;所述的热压胶辊50通过轴承安装在主梁板架6上,热压胶辊50的一侧轴端上安装有从动齿轮51,位于热压胶辊50的正下方设置有热压滚筒52,热压滚筒52通过轴承安装在主梁板架6上,热压滚筒52的一侧轴端外圈上安装有主动齿轮53,且主动齿轮53通过啮合转动方式与从动齿轮51相互连接,热压滚筒52的两侧均匀的设置有输送滚筒54,输送滚筒54通过轴承安装在主梁板架6上,所述热压滚筒52和输送滚筒54的一侧轴端上分别安装有副带轮55,横板架56安装在主梁板架6的外壁上,横板架56的一端侧壁上通过电机座安装有电动机57,且电动机57的输出轴通过联轴器与转轴58的一侧轴端相互连接,转轴58通过轴承安装在横板架56上,转轴58上设置有多个沿其长度方向呈线性排布的主带轮59,主带轮59与正上方的副带轮55之间通过外圈设置的圆皮带59a相互转动连接;通过电动机57驱动转轴58使主带轮59旋转,并传动圆皮带59a带动副带轮55同步旋转,而热压滚筒52和输送滚筒54同步执行旋转动作,然后输送滚筒54传输纸质印刷品,再通过主动齿轮53啮合传动从动齿轮51,使热压胶辊50与热压滚筒52对向旋转,对纸质印刷品与薄膜进行热压复合。
54.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。