1.本发明涉及镭射转移膜技术领域,具体为一种镭射转移膜及其生产工艺。
背景技术:
2.镭射包装材料就是用激光全息技术生产制作的各种包装装饰材料,俗称镭射材料。激光全息技术拍摄制作的图形、文字具有奇特的光亮夺目、色彩变幻、五彩缤纷的特殊效果,可以说是目前世界上其他任何技术都无法达到和不可替代的。因此,镭射包装装饰材料和彩色印刷相结合应用于包装产品上已被人们誉为世界印刷包装行业最前沿的技术产品,在包装材料中应用广泛。
3.而现有的大部分镭射转移膜耐热性以及防水性大多一般,这就导致镭射转移膜的整体强度一般,具有一定的局限性,可见,亟需一种镭射转移膜及其生产工艺,用于解决上述提到的技术问题。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种镭射转移膜及其生产工艺,具备整体强度高等优点,解决了现有的整体强度一般的问题。
6.(二)技术方案
7.为实现上述目的,本发明提供如下技术方案:一种镭射转移膜,包括镭射转移膜本体,所述镭射转移膜本体的中部设置有纸质层,所述纸质层的外侧设置有柔性层,所述柔性层的外侧粘接有强化层。
8.优选的,所述强化层为改进后的耐候涂料,所述强化层采用的涂料由以下重量份的原料制成:聚酰胺树脂50
‑
200份,聚乙烯醇叔丁醛12
‑
16份,改性酚醛树脂20
‑
40份,糠醛树脂8
‑
12份,异氰酸酯8
‑
12份,固化剂2
‑
3份,邻苯二甲酸二丁酯2
‑
4份。
9.聚酰胺树脂能够改善涂料的脆性,提高粘接能力,聚乙烯醇叔丁醛能够提高抗冲击鞣性,改性酚醛树脂能够改善耐温及耐腐蚀性能,糠醛树脂能够改进静弯曲性能,提高耐酸性能,异氰酸酯能够降低潮气渗透性和增加抗水性,邻苯二甲酸二丁酯用于增加韧性。
10.优选的,所述纸质层中添加有混合填充浆料,所述纸质层中添加的混合填充浆料由以下重量份的原料制成:淀粉衍生物8
‑
13份,植物胶7
‑
15份,干强剂5
‑
9份,聚乙烯亚胺3
‑
4份。
11.淀粉衍生物,植物胶与干强剂组成干增强剂,聚乙烯亚胺为湿强剂,干增强剂和湿增强剂共同组成纸张增强剂,从而提高纸质层2的整体强度。
12.一种镭射转移膜的生产工艺,包括以下步骤,
13.步骤a、将聚酰胺树脂50
‑
200份,改性酚醛树脂20
‑
40份,糠醛树脂8
‑
12份分别加入到高速分散机中,通过高速分散机以300r/min的转速进行预分散,得到预分散完毕的树脂。
14.步骤b、将步骤a中预分散完毕的树脂通过砂机进行研磨,直至将树脂研磨至达到
标准细度。
15.步骤c、向步骤b中得到的研磨完毕的树脂中,加入聚乙烯醇叔丁醛12
‑
16份,异氰酸酯8
‑
12份,固化剂2
‑
3份,邻苯二甲酸二丁酯2
‑
4份,得到混合料。
16.步骤d、将步骤c中得到的混合料转移至搅拌机中进行高速旋转搅拌,静置后得到涂料,备用。
17.步骤e、将步骤d中制得的涂料通过涂布机涂覆在腈基树脂层上,然后将腈基树脂层经过复合机复合到opp薄膜,再通过复卷机进行复卷,复卷完毕后通过分切机进行分切即可。
18.优选的,所述步骤a中高速分散机的预分散时间为30min
‑
1h。
19.优选的,所述步骤d中搅拌机的旋转搅拌时间为1
‑
2小时。
20.优选的,所述步骤c中的邻苯二甲酸二丁酯2
‑
4份可替换为邻苯二甲酸二辛酯2
‑
4份。
21.与现有技术相比,本发明提供了一种镭射转移膜及其生产工艺,具备以下有益效果:
22.1、该镭射转移膜及其生产工艺,通过强化层强化镭射转移膜的整体强度,能够提高镭射转移膜整体的耐热性、抗水性、以及抗弯曲性,从而保证镭射转移膜整体的强度,强化层以聚酰胺树脂,聚乙烯醇叔丁醛,改性酚醛树脂,糠醛树脂和异氰酸酯制成的涂料,并添加固化剂和邻苯二甲酸二丁酯,使得制成的涂料不仅能够提高固化速度,还能够提高镭射转移膜整体的耐热性、抗水性、以及抗弯曲性,同时在纸质层处进行相关的改进,淀粉衍生物,植物胶与干强剂组成干增强剂,聚乙烯亚胺为湿强剂,干增强剂和湿增强剂共同组成纸张增强剂,从而提高镭射膜本体的整体强度。
附图说明
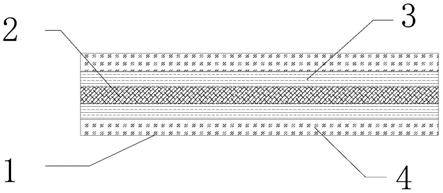
23.图1为本发明结构剖面示意图。
24.其中:1、镭射转移膜本体;2、纸质层;3、柔性层;4、强化层。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.具体实施方式一
27.以下是一种镭射转移膜的具体实施方式。
28.请参阅图1,本实施方式下的一种镭射转移膜,包括镭射转移膜本体1,镭射转移膜本体1的中部设置有纸质层2,纸质层2的外侧设置有柔性层3,柔性层3的外侧粘接有强化层4。
29.进一步的,强化层4为改进后的耐候涂料,强化层4采用的涂料由以下重量份的原料制成:聚酰胺树脂50
‑
200份,聚乙烯醇叔丁醛12
‑
16份,改性酚醛树脂20
‑
40份,糠醛树脂8
‑
12份,异氰酸酯8
‑
12份,固化剂2
‑
3份,邻苯二甲酸二丁酯2
‑
4份。
30.在上述技术方案中,聚酰胺树脂能够改善涂料的脆性,提高粘接能力,聚乙烯醇叔丁醛能够提高抗冲击鞣性,改性酚醛树脂能够改善耐温及耐腐蚀性能,糠醛树脂能够改进静弯曲性能,提高耐酸性能,异氰酸酯能够降低潮气渗透性和增加抗水性,从而提高一定的抗氧化能力,邻苯二甲酸二丁酯用于增加韧性。
31.进一步的,纸质层2中添加有混合填充浆料,纸质层2中添加的混合填充浆料由以下重量份的原料制成:淀粉衍生物8
‑
13份,植物胶7
‑
15份,干强剂5
‑
9份,聚乙烯亚胺3
‑
4份。
32.在上述技术方案中,淀粉衍生物,植物胶与干强剂组成干增强剂,聚乙烯亚胺为湿强剂,干增强剂和湿增强剂共同组成纸张增强剂,从而提高纸质层2的整体强度。
33.干增强剂是一种高效的分散剂,能够使纤维排列更加规律,结合更加紧密,从而增强了纤维之间的结合力,使纸张具有更高的干强度。
34.聚乙烯亚胺不需固化而能赋予纸张湿强度。
35.具体实施方式二
36.以下是一种镭射转移膜的生产工艺的具体实施方式。
37.本实施方式下的一种镭射转移膜的生产工艺,包括以下步骤,
38.步骤a、将聚酰胺树脂50
‑
200份,改性酚醛树脂20
‑
40份,糠醛树脂8
‑
12份分别加入到高速分散机中,通过高速分散机以300r/min的转速进行预分散,得到预分散完毕的树脂。
39.步骤b、将步骤a中预分散完毕的树脂通过砂机进行研磨,直至将树脂研磨至达到标准细度。
40.步骤c、向步骤b中得到的研磨完毕的树脂中,加入聚乙烯醇叔丁醛12
‑
16份,异氰酸酯8
‑
12份,固化剂2
‑
3份,邻苯二甲酸二丁酯2
‑
4份,得到混合料。
41.步骤d、将步骤c中得到的混合料转移至搅拌机中进行高速旋转搅拌,静置后得到涂料,备用。
42.步骤e、将步骤d中制得的涂料通过涂布机涂覆在腈基树脂层上,然后将腈基树脂层经过复合机复合到opp薄膜,再通过复卷机进行复卷,复卷完毕后通过分切机进行分切即可。
43.进一步的,步骤a中高速分散机的预分散时间为30min
‑
1h。
44.进一步的,步骤d中搅拌机的旋转搅拌时间为1
‑
2小时。
45.进一步的,步骤c中的邻苯二甲酸二丁酯2
‑
4份可替换为邻苯二甲酸二辛酯2
‑
4份。
46.邻苯二甲酸二丁酯与邻苯二甲酸二辛酯均为增韧剂,可以提高镭射转移膜本体1整体的韧性。
47.具体实施方式三
48.以下是一种镭射转移膜的生产工艺的具体实施方式。
49.本实施方式下的一种镭射转移膜的生产工艺,包括以下步骤,
50.步骤a、将聚酰胺树脂50份,改性酚醛树脂20份,糠醛树脂8份分别加入到高速分散机中,通过高速分散机以300r/min的转速进行预分散30min,得到预分散完毕的树脂。
51.步骤b、将步骤a中预分散完毕的树脂通过砂机进行研磨,直至将树脂研磨至达到标准细度。
52.步骤c、向步骤b中得到的研磨完毕的树脂中,加入聚乙烯醇叔丁醛12份,异氰酸酯8份,固化剂2份,邻苯二甲酸二丁酯2份,得到混合料。
53.步骤d、将步骤c中得到的混合料转移至搅拌机中进行高速旋转搅拌1h,静置后得到涂料,备用。
54.步骤e、将步骤d中制得的涂料通过涂布机涂覆在腈基树脂层上,然后将腈基树脂层经过复合机复合到opp薄膜,再通过复卷机进行复卷,复卷完毕后通过分切机进行分切即可。
55.具体实施方式四
56.以下是一种镭射转移膜的生产工艺的具体实施方式。
57.本实施方式下的一种镭射转移膜的生产工艺,包括以下步骤,
58.步骤a、将聚酰胺树脂200份,改性酚醛树脂40份,糠醛树脂12份分别加入到高速分散机中,通过高速分散机以300r/min的转速进行预分散30min,得到预分散完毕的树脂。
59.步骤b、将步骤a中预分散完毕的树脂通过砂机进行研磨,直至将树脂研磨至达到标准细度。
60.步骤c、向步骤b中得到的研磨完毕的树脂中,加入聚乙烯醇叔丁醛16份,异氰酸酯12份,固化剂3份,邻苯二甲酸二丁酯4份,得到混合料。
61.步骤d、将步骤c中得到的混合料转移至搅拌机中进行高速旋转搅拌1h,静置后得到涂料,备用。
62.步骤e、将步骤d中制得的涂料通过涂布机涂覆在腈基树脂层上,然后将腈基树脂层经过复合机复合到opp薄膜,再通过复卷机进行复卷,复卷完毕后通过分切机进行分切即可。
63.具体实施方式五
64.以下是一种镭射转移膜的生产工艺的具体实施方式。
65.本实施方式下的一种镭射转移膜的生产工艺,包括以下步骤,
66.步骤a、将聚酰胺树脂50份,改性酚醛树脂20份,糠醛树脂8份分别加入到高速分散机中,通过高速分散机以300r/min的转速进行预分散1h,得到预分散完毕的树脂。
67.步骤b、将步骤a中预分散完毕的树脂通过砂机进行研磨,直至将树脂研磨至达到标准细度。
68.步骤c、向步骤b中得到的研磨完毕的树脂中,加入聚乙烯醇叔丁醛12份,异氰酸酯8份,固化剂2份,邻苯二甲酸二丁酯2份,得到混合料。
69.步骤d、将步骤c中得到的混合料转移至搅拌机中进行高速旋转搅拌2h,静置后得到涂料,备用。
70.步骤e、将步骤d中制得的涂料通过涂布机涂覆在腈基树脂层上,然后将腈基树脂层经过复合机复合到opp薄膜,再通过复卷机进行复卷,复卷完毕后通过分切机进行分切即可
71.具体实施方式六
72.选取具体实施方式三中得到的涂料为对比组a,选取具体实施方式四中得到的涂料为对比组b,选取具体实施方式五中得到的涂料为对比组c。
73.下表为三组涂料的测试项目与标准。
74.耐热性漆膜耐热性测试法gb1735
‑
1979(1989)干燥时间漆膜干燥时间测定法gb1728
‑
1979
附着力色漆和清漆漆膜的划格实验gbt9286
‑
1998粘度色漆和清漆用流出杯测定流出时间gb/t6753.4
‑
1988抗静弯曲色漆和清漆弯曲实验gb/t6742
‑
2007抗水性色漆和清漆耐水性的测定法gb/t5209
‑
1985
75.实验对象,选取三片面积、材料和规格相同的opp薄膜。
76.实验要求:分别使用上述三组涂料对opp薄膜进行喷涂,具体的检测数据如下:
77.下表为三个对比组的对比数据:
78.项目/组别对比组a对比组b对比组c耐热性(级)122干燥时间(h)10510附着力(级)212粘度(/s)696379抗静弯曲(级)212抗水性(级)122对比结果良良优
79.结合上表,对照三个对比组,对比组c中的得到的数据优于对比组a与对比组b,因此,选用对比组c中的配比与生产时间,能够生产处更加优秀的镭射转移膜。
80.本发明技术效果主要体现在以下方面:该镭射转移膜通过强化层强化镭射转移膜的整体强度,能够提高镭射转移膜整体的耐热性、抗水性、以及抗弯曲性,从而保证镭射转移膜整体的强度,强化层以聚酰胺树脂,聚乙烯醇叔丁醛,改性酚醛树脂,糠醛树脂和异氰酸酯制成的涂料,并添加固化剂和邻苯二甲酸二丁酯,使得制成的涂料不仅能够提高固化速度,还能够提高镭射转移膜整体的耐热性、抗水性、以及抗弯曲性,同时在纸质层2处进行相关的改进,淀粉衍生物,植物胶与干强剂组成干增强剂,聚乙烯亚胺为湿强剂,干增强剂和湿增强剂共同组成纸张增强剂,从而提高镭射膜本体1的整体强度。
81.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。