1.本发明涉及激光加工领域,尤其涉及一种有色金属的激光加工装置及制作方法。
背景技术:
2.目前现有工业激光器(红外波段),主流的有两大类:半导体激光器和光纤激光器,半导体激光器主流波段为900-1000nm,光纤激光器主流波段为1060-1090nm,激光加工包括很多应用,如切割、焊接、熔覆、退火、3d打印等,本发明主要针对的是切割和焊接的应用场景来论述。
3.以激光焊接为例,当下主流的激光源是915nm或975nm波长附近(以下简称9xxnm)的半导体激光器,也有1070nm或1080nm波长附近的光纤激光器,光纤激光器已经成为激光切割领域的最重要的光源。
4.在激光焊接领域,无论是9xxnm的半导体激光器,还是1080nm的光纤激光器,对于常见的不锈钢、碳钢等都具有很好的焊接效果,焊接的效果主要取决于金属材质对于激光波长的吸收率,吸收率越高,光-热的转化越好,金属更容易融化,带来的就是焊接效能更高,缺陷少。
5.但是对于铜、金这类有色金属,或者是铜/锌,铜/铝这类异种金属之间的焊接,铜对于9xx和1080nm的吸收仅有5%,金就更低了,因此在激光加工的时候对激光器的上限功率要求高,大部分能量被反射而浪费,不利于控制成本和提高效率,同时由于吸收率差,在激光焊接的时候,速度慢,还容易产生焊接缺陷,气孔,迸溅,焊缝成型不均匀等。
6.有色金属材料对光的吸收率,随着光波长变短,吸收率相应变高。第二激光器(400-700nm)的发展成为可能,因为有色金属材料,比如铜、金等,对波长400-700nm光的吸收比红外高7-20倍,对激光器的功率上限要求低,当红外激光需要10kw的激光功率加工铜或金材料时,使用波长400-700nm激光器仅需要约1kw的功率即可。
7.第二激光器(400-700nm)加工发展成为可能,该激光加工可以分为单波长(400-700nm)激光加工和双波长激光(400-700nm和800-1100nm)复合加工。比如焊接,通过特制的激光焊接头同时作用于有色金属,既可以减少激光功率上限,提高焊接效率,又可以增加焊缝韧性,改善表面成型,减少飞溅和气孔。
技术实现要素:
8.为了解决上述现有技术中存在的问题,本发明提供一种有色金属的激光加工装置及制作方法。该激光加工装置及制作方法的提出,既可以实现单波长(400-700nm或1000-1100nm)激光输出,也可以实现双波长(400-700nm和1000-1100nm)激光的输出,根据实际情况,选择需要输出的激光功率和光斑,实现不同的切割或者焊接需求,比如深熔焊接,热传导焊接,激光切割等。
9.本发明解决其技术问题所采用的技术方案是:一种有色金属的激光加工装置,包括有第一激光器10、第二激光器15、合束器16、高能
跳线qbh18和激光加工头19;其中,第一激光器10的输出光纤a06与合束器16的信号输入光纤a07熔接于熔接点a12;第二激光器15的输出光纤b13与合束器16的n个信号输入光纤b11熔接于熔接点b14;合束器16的信号输出光纤08与高能跳线qbh18的信号输入光纤c09熔接于熔接点c17;高能跳线qbh18和激光加工头19组合成整体。
10.一种有色金属的激光加工装置的制作方法,包括有以下步骤:步骤一,准备输出光纤为a06的第一激光器10;步骤二,准备n个输出光纤为b13的第二激光器15;步骤三,利用信号输入光纤a07,信号输入光纤b11和信号输出光纤08来制备(n 1)x1合束器16;步骤四,利用光纤熔接机,将第一激光器的输出光纤a06和合束器16的信号输入光纤a07熔接于熔接点a12;步骤五,利用光纤熔接机,将n个第二激光器15的输出光纤b13和合束器16的信号输入光纤b11熔接于熔接点b14;步骤六,利用光纤熔接机,将合束器16的信号输出光纤08和高能跳线qbh18的信号输入光纤c09熔接于熔接点c17;步骤七,将高能跳线qbh18,插入已经准备好的激光加工头19组成整体;步骤八,用于有色金属材料加工的激光装置制备完成,可以实现第一激光器10激光和第二激光器15激光同轴合成或独立输出。
11.本发明还具有以下附加技术特征:作为本发明技术方案进一步具体优化的:第一激光器10为1000-1100nm波长的光纤激光器,第一激光器10的激光传输于输出光纤a06的纤芯a20。第二激光器15为400-700nm波长的半导体激光器,第二激光器15的激光传输于输出光纤b13的纤芯30。合束器16为(n 1)x1合束器16,其中,n≥2,是将n个第二激光器15的激光和1个第一激光器10的激光合束到信号输出光纤08中,纤芯a20传输第一激光器激光,第二包层a22传输第二激光器激光;信号输出光纤08中的激光通过高能跳线qbh18输出。
12.作为本发明技术方案进一步具体优化的:第一激光器10的输出光纤a06、合束器16的信号输入光纤a07、合束器16的信号输出光纤08以及高能跳线qbh18的信号输入光纤c09均为多模多波导光纤。
13.作为本发明技术方案进一步具体优化的:多模多波导光纤包括中间的纤芯以及围绕于纤芯的外围的n(n≥3)层波导结构,至少包括纯sio2的中间的纤芯a20,直径为d0;掺氟sio2的第一包层a21,直径为d1;纯sio2的第二包层a22,直径为d2;掺氟sio2的第三包层23,直径为d3;低折射率胶或树脂材质的第四包层24,直径为d4;丙烯酸酯或尼龙等材质的并且起保护作用的第五层25涂覆层,直径为d5,其中d0<d1<d2<d3<d4<d5,直径数值根据实际情况自由选择。
14.作为本发明技术方案进一步具体优化的:中间纤芯a20和第一包层a21形成的数值孔径为na1,第二包层a22和第三包层23形成的数值孔径为na2,第三包层23和第四包层24形成的数值孔径为na3,其中na1<na2<na3,具体数值根据实际情况自由选择。
15.作为本发明技术方案进一步具体优化的:第二激光器15的输出光纤b13和合束器16的信号输入光纤b11为多模多波导光纤。
16.作为本发明技术方案进一步具体优化的:多模多波导光纤包括中间的纤芯以及围绕于纤芯的外围的n(n≥2)层波导结构,至少包括纯sio2的中间的纤芯30,直径为d0;掺氟sio2的第一包层31,直径为d1;低折射率胶或树脂材质的第二包层32,直径为d2;丙烯酸酯或尼龙等材质的并且起保护作用的第三层33涂覆层,直径为d3,其中d0<d1<d2<d3,具体数值根据实际情况自由选择。
17.作为本发明技术方案进一步具体优化的:中间纤芯30和第一包层31形成的数值孔径为na1,第一包层31和第二包层32形成的数值孔径为na2,其中na1<na2,具体数值根据实际情况自由选择。
18.作为本发明技术方案进一步具体优化的:激光加工头(19)包括准直镜和聚焦镜,两束激光通过准直镜准直和聚焦镜聚焦,实现同轴输出。
19.本发明和现有技术相比,其优点在于:优点一:由于多模多波导光纤的应用,原本独立的两种光源,实现了高度集成化,实现波长和功率的灵活组合。
20.优点二:相比传统的红外激光加工,由于第二种激光的加入,降低了有色材料激光加工对功率上限的要求。
21.优点三:有色金属对第二激光的吸收率远大于第一激光,从而使有色金属材料的加工效率大幅提升。
22.优点四:可以实现单波长输出和双波长输出,也可以实现波长和功率的灵活组合。
23.优点五:多模多波导光纤(n≥3)的选择,其纤芯尺寸和na可以选择逐渐增大,实现了纤芯极强的抗回返光能力。
24.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
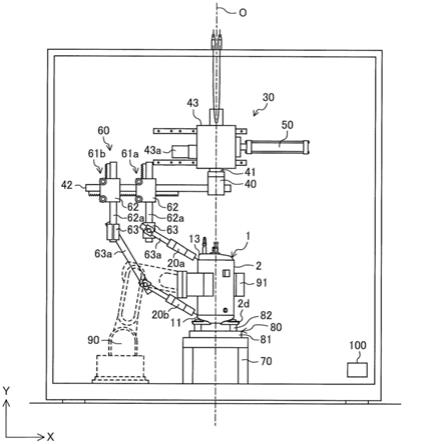
26.图1为本发明激光加工装置制作方法的具体结构示意图。
27.图2为输出光纤a06、信号输入光纤a07、信号输出光纤08和信号输入光纤c09的结构示意图;图3为输出光纤b13和信号输入光纤b11的结构示意图;图4为信号输出光纤08和信号输入光纤c09的结构示意图。
28.图中所示序号:输出光纤a06;信号输入光纤a07;信号输出光纤08;信号输入光纤c09;第一激光器10;信号输入光纤b11;熔接点a12;输出光纤b13;熔接点b14;第二激光器15;合束器16;熔接点c17;高能跳线qbh18;激光加工头19;纤芯a20;第一包层a21;第二包层a22;第三包层23;第四包层24;第五涂覆层25;纤芯30;第一包层31;第二包层32;第三涂覆层33。
具体实施方式
29.下面将参照附图更详细地描述本发明公开的示例性实施例,这些实施例是为了能够更透彻地理解本发明,并且能够将本发明公开的范围完整的传达给本领域的技术人员。虽然附图中显示了本发明公开的示例性实施例,然而应当理解,本发明而不应被这里阐述的实施例所限制。
30.须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、右”、“中间”等的用语,亦仅为便于叙述的明了,而非指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,也非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。同时,在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电性连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
31.一种有色金属的激光加工装置,如图1所示,第一激光器10的输出光纤a06与(n 1)x1合束器16的信号输入光纤a07熔接于熔接点a12,第二激光器的输出光纤b13与合束器16的n个信号输入光纤b11熔接于熔接点b14;合束器16的信号输出光纤08与高能跳线qbh18的信号输入光纤c09熔接于熔接点c17;高能跳线qbh18和激光加工头19组合成整体。
32.第一激光器10的输出光纤a06,合束器16的信号输入光纤a07和输出光纤08以及高能跳线qbh18的信号输入光纤c09,光纤结构相同,光纤尺寸和na可以相同,也可以不同,不同的必须确保纤芯的尺寸和na逐渐增大。
33.输出光纤a06、信号输入光纤a07、信号输出光纤08、信号输入光纤c09为多模多波导光纤,其结构包括中间的纤芯以及围绕于纤芯的外围的n(n≥3)层波导结构,至少包括纯sio2的中间的纤芯a20,直径为d0;掺氟sio2的第一包层a21,直径为d1;纯sio2的第二包层a22,直径为d2;掺氟sio2的第三包层23,直径为d3;低折射率胶或树脂材质的第四包层24,直径为d4;丙烯酸酯或尼龙等材质的并且起保护作用的第五层25涂覆层,直径为d5,其中d0<d1<d2<d3<d4<d5,直径数值根据实际情况自由选择。
34.中间纤芯a20和第一包层a21形成的数值孔径为na1,第二包层a22和第三包层23形成的数值孔径为na2,第三包层23和第四包层24形成的数值孔径为na3,其中na1<na2<na3,具体数值根据实际情况自由选择。
35.第二激光器15的输出光纤b13和合束器16的信号输入光纤b11为多模多波导光纤,其结构包括中间的纤芯以及围绕于纤芯的外围的n(n≥2)层波导结构,至少包括纯sio2的中间的纤芯30,直径为d0;掺氟sio2的第一包层31,直径为d1;低折射率胶或树脂材质的第二包层32,直径为d2;丙烯酸酯或尼龙等材质的并且起保护作用的第三层33涂覆层,直径为d3,其中d0<d1<d2<d3,具体数值根据实际情况自由选择。
36.中间纤芯30和第一包层31形成的数值孔径为na1,第一包层31和第二包层32形成
的数值孔径为na2,其中na1<na2,具体数值根据实际情况自由选择。
37.第一激光器10的激光传输于输出光纤a06的纤芯a20;第二激光器15的激光传输于输出光纤b13的纤芯30。
38.(n 1)x1合束器16,n≥2,是将n个第二激光器15的激光和1个第一激光器10的激光合束到信号输出光纤08中,其中纤芯a20传输第一激光器激光,第二包层a22传输第二激光器激光。
39.合束器16的信号输出光纤08中的激光通过高能跳线qbh18输出。
40.高能跳线qbh18插入激光加工头19,组成整体。其中激光加工头包括准直镜和聚焦镜,两束激光通过准直镜准直和聚焦镜聚焦,实现同轴输出。
41.有色金属的激光加工装置的具体制作方法如下:步骤一,准备输出光纤为a06的第一激光器10;步骤二,准备n个输出光纤为b13的第二激光器15;步骤三,利用信号输入光纤a07,信号输入光纤b11和信号输出光纤08来制备(n 1)x1合束器16;步骤四,利用光纤熔接机,将第一激光器的输出光纤a06和合束器16的信号输入光纤a07熔接于熔接点a12;步骤五,利用光纤熔接机,将n个第二激光器15的输出光纤b13和合束器16的信号输入光纤b11熔接于熔接点b14;步骤六,利用光纤熔接机,将合束器16的信号输出光纤08和高能跳线qbh18的信号输入光纤c09熔接于熔接点c17;步骤七,将高能跳线qbh18,插入已经准备好的激光加工头19组成整体;步骤八,用于有色金属材料加工的激光装置制备完成,可以实现第一激光器10激光和第二激光器15激光同轴合成或独立输出。
42.实施案例1如图1所示,第一激光器10激光波长为1080nm,功率为2000w;第二激光器15激光波长为450nm,功率为100w;(n 1)x1合束器16为(6 1)x1。
43.如图2所示,输出光纤a06、信号输入光纤a07、信号输出光纤08、信号输入光纤c09,多模多波导光纤(n≥3)结构,至少包括中间的纤芯a20,第一包层a21,第二包层a22,第三包层23;第四包层24;以及第五涂覆层25。本实例中应用的光纤相同,其中纤芯a20直径为100um,第一包层a21直径为140um,第二包层a22直径为400um,第三包层23直径为440um,第四包层24直径为500um,第五层25直径为550um,光纤na为0.12/0.22/0.46。
44.如图3所示,第二激光器15的输出光纤b13和合束器16的信号输入光纤b11为多模多波导光纤,多模多波导光纤(n≥2),至少包括中间的纤芯30,第一包层31;第二包层32;以及第三涂覆层33。本实例中应用的光纤纤芯30直径为105um,第一包层31直径为125um,第二包层32直径为180um,第三包层33直径为250um,光纤na为0.22/0.46。
45.如图4所示,合束器16的信号输出光纤08,其中纤芯a20 100um内传输第一激光器激光,波长1080nm,功率2000w,第二包层a22 400um内传输第二激光器激光,波长450nm,功率500w,最终实现两种激光同轴合成或独立传输。
46.以输出功率为2500w的光源为例,其中1080nm波长激光2000w,450nm波长激光
500w.制作方法的具体结构图如图1,具体制备过程如下:步骤一,准备输出光纤为a06,结构为100/140/400/440/500/550um,波长为1080nm,功率为2000w的第一激光器10;步骤二,准备n个输出光纤为b13,结构为105/125/180/250um,波长为450nm,功率为100w的第二激光器15;步骤三,利用信号输入光纤a07,信号输入光纤b11和信号输出光纤08来制备(n 1)x1合束器16;其中信号输入光纤a07和信号输出光纤08,结构为100/140/400/440/500/550um,信号输入光纤b11结构为105/125/180/250um;步骤四,利用光纤熔接机,将第一激光器的输出光纤a06和合束器16的信号输入光纤a07熔接于熔接点a12;步骤五,利用光纤熔接机,将6个第二激光器15的输出光纤b13和合束器16的信号输入光纤b11熔接于熔接点b14;步骤六,利用光纤熔接机,将合束器16的信号输出光纤08和高能跳线qbh18的信号输入光纤c09熔接于熔接点c17;步骤七,将高能跳线qbh18,插入已经准备好的激光加工头19组成整体;步骤八,用于有色金属的激光加工装置制备完成,可以实现信号输入光纤c09和纤芯a20 100um内传输第一激光器激光,波长1080nm,功率2000w,第二包层a22 400um内传输第二激光器激光,波长450nm,功率500w,实现总功率2500w的两种激光同轴合成或独立传输。
47.实施案例2如图1所示,第一激光器10激光波长为1080nm,功率为2500w;第二激光器15激光波长为450nm,功率为200w;(n 1)x1合束器16为(6 1)x1。
48.如图2所示,输出光纤a06、信号输入光纤a07、信号输出光纤08、信号输入光纤c09,多模多波导光纤(n≥3)结构,至少包括中间的纤芯a20,第一包层a21,第二包层a22,第三包层23;第四包层24;以及第五涂覆层25。本实例中应用的输出光纤a06、纤芯a20直径为30um,第一包层a21直径为105um,第二包层a22直径为125um,第三包层23直径为180um,第四包层24直径为250um,第五层25直径为330um,光纤na为0.065/0.15/0.45,其他光纤依次为,信号输入光纤a07为50/70/125/140/180/250um,na为0.12/0.22/0.46;信号输出光纤08为100/140/600/660/760/860um,na为0.15/0.24/0.46;信号输入光纤c09为200/220/600/660/760/860um,na为0.18/0.24/0.46。
49.如图3所示,第二激光器15的输出光纤b13和合束器16的信号输入光纤b11为多模多波导光纤,多模多波导光纤(n≥2),至少包括中间的纤芯30,第一包层31;第二包层32;以及第三涂覆层33。本实例中应用的光纤纤芯30直径为200um,第一包层31直径为220um,第二包层32直径为280um,第三包层33直径为330um,光纤na为0.22/0.46。
50.如图4所示,合束器16的输出光纤08,其中纤芯a20 100um内传输第一激光器激光,波长1080nm,功率2500w,第二包层a22 600um内传输第二激光器激光,波长450nm,功率1000w,最终实现两种激光同轴合成或独立传输。
51.以输出功率为3500w的光源为例,其中1080nm波长激光2500w,450nm波长激光1000w.
制作方法的具体结构图如图1,具体制备过程如下:步骤一,准备输出光纤为输出光纤a06,结构为30/105/125/180/250/330um,波长为1080nm,功率为2500w的第一激光器10;步骤二,准备n个输出光纤为输出光纤b13,结构为200/220/280/330um,波长为450nm,功率为200w的第二激光器15;步骤三,利用信号输入光纤a07,信号输入光纤b11和信号输出光纤08来制备(n 1)x1合束器16;其中信号输入光纤a07,结构为50/70/125/140/180/250um,信号输出光纤08,结构为100/140/600/660/760/860um,信号输入光纤b11结构为200/220/280/330um;步骤四,利用光纤熔接机,将第一激光器的输出光纤a06和合束器16的信号输入光纤a07熔接于熔接点a12;步骤五,利用光纤熔接机,将6个第二激光器15的输出光纤b13和合束器16的信号输入光纤b11熔接于熔接点b14;步骤六,利用光纤熔接机,将合束器16的信号输出光纤08和高能跳线qbh18的信号输入光纤c09熔接于熔接点c17;步骤七,将高能跳线qbh18,插入已经准备好的激光加工头19组成整体;步骤八,用于有色金属的激光加工装置制备完成,可以实现信号输入光纤c09和纤芯a20 200um内传输第一激光器激光,波长1080nm,功率2500w,第二包层a22 600um内传输第二激光器激光,波长450nm,功率1000w,实现总功率3500w的两种激光同轴合成或独立传输。
52.以上的实施案例只是该发明的个别案例,输出光纤a06、信号输入光纤a07、信号输出光纤08、信号输入光纤c09、输出光纤b13和信号输入光纤b11结构可以不同的尺寸,不同的na,都可以用这用方法制作,都属于该发明的保护范畴。
53.该发明中(n 1)x1合束器16,其中n≥2,通过n的变化和第一激光器功率的选择,可以制作出不同功率级别的激光光源,应用于不同厚度材料的激光加工。
54.尽管已经对上述各实施例进行了描述,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改,所以以上仅为本发明的实施例,并非因此限制本发明的专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。