1.本技术涉及塔阀零部件加工的领域,尤其是涉及一种用于塔阀零部件的冲压模具。
背景技术:
2.在批量制造一些零部件的时候,对于一些冲压件,通常会使用到连续模,连续模指的是压力机在一次冲压行程中,采用带状冲压原材料,在一副模具上用几个不同的工位同时完成多道冲压工序的冷冲压冲模,模具每冲压完成一次,料带定距移动一次,至产品完成。在对带状原材料进行冲压时,会在模具的入口处设置导向限位结构,导向限位结构包括设置在带状原料移动方向两侧的导向块,导向块相对的侧壁上开设有导向槽,带状原材料移动方向的两侧位于导向槽中。上模下压时能够带动导向块下压,使带状原材料贴合在下模上完成对应的切边、切口、切槽、冲孔等工序。
3.针对上述中的相关技术,发明人认为,在对料带移动方向的两侧做切边、切口、切槽、冲孔等工序时,料带处于悬空状态,料带的端部会在重力的作用下向下坠,在后续的过程中依旧会设置导向限位结构对料带进行限位,目前都是通过人工的方式将料带的端部强行拉动到后续导向块的导向槽中,使得后续的导向槽能够对料带继续进行限位,然而拉动料带的端部,无法精准的控制拉出的距离,导致继续做切边、切口、切槽、冲孔等工序时,料带的前段容易出现废品而造成料带的浪费。
技术实现要素:
4.为了减少料带的前段容易出现废品的可能性,本技术提供一种用于塔阀零部件的冲压模具。
5.本技术提供的一种用于塔阀零部件的冲压模具采用如下的技术方案:
6.一种用于塔阀零部件的冲压模具,包括用于成型塔阀零部件的上模和下模,所述下模的入口处设有初级限位结构,所述初级限位结构包括设置在料带移动方向两侧的限位块,两个所述限位块上相对的侧壁上均设有限位槽,所述料带的两侧滑动连接在对应的限位槽中,所述限位块竖直滑动连接在下模上,所述限位块下方设置有第一复位件,所述下模上还设有辅助限位结构,所述辅助限位结构包括导向块,所述导向块上沿料带的移动方向开设有导向槽,所述料带穿过导向槽设置,所述导向块竖直滑动连接在下模上,所述导向块下方设置有第二复位件,所述导向块靠近限位结构的一侧设有容纳槽,所述容纳槽中设有辅助撑板,所述辅助撑板远离下模的一端与容纳槽转动连接,所述辅助撑板水平时,所述辅助撑板的上表面与导向槽的底面齐平,所述容纳槽中设有安装槽,所述安装槽中设有驱动辅助撑板转动的驱动组件。
7.通过采用上述技术方案,料带通过初级限位结构能够进行限位和导向,驱动结构能够驱动辅助撑板翻转至水平状态,从而将下坠料带的端部托起,使料带能够顺利的穿设到导向槽中,不需要人为的将料带的端部强行拉动导向槽中,从而实现了减少料带的前段
容易出现废品的可能性,同时能够保证工人的安全。
8.可选的,所述驱动组件包括驱动气缸、驱动滑块和顶撑连杆,所述驱动气缸设置在安装槽中,所述驱动气缸的活塞杆端部与驱动滑块相连,所述顶撑连杆的一端和驱动滑块铰接,另一端和辅助撑板铰接。
9.通过采用上述技术方案,驱动气缸能够带动驱动滑块移动,驱动滑块通过顶撑连杆能够带动辅助撑板转动,从而实现辅助撑板的翻转。
10.可选的,所述下模上开设有避让槽,所述避让槽位于导向块靠近限位块的一侧。
11.通过采用上述技术方案,当辅助撑板水平时,随着导向块的下降,避让槽能够为辅助撑板的转动提供避让的空间。
12.可选的,所述下模上设有辅助撑起组件,所述辅助撑起组件位于避让槽远离导向块的一侧,所述辅助撑起组件包括撑柱和顶撑弹簧,所述撑柱的顶面倾斜设置,所述撑柱顶面靠近导向块的一侧高于撑柱的顶面靠近限位块的一侧设置,所述撑柱的最高处高于导向槽的底面设置,所述下模上开设有滑动槽,所述撑柱滑动连接在滑动槽中,所述顶撑弹簧位于撑柱和滑动槽的槽底之间。
13.通过采用上述技术方案,辅助撑起组件能够减轻料带端部下坠的情况,通过将撑柱的顶面倾斜设置,使得料带的端部有向上移动的趋势,从而克服料带端部的下坠,使料带更加便捷地通过辅助撑板通入导向槽中。
14.可选的,所述上模和下模之间设有导向结构,所述导向结构包括导向柱、钢珠套和护套,所述导向柱竖直设置在下模上,所述钢珠套设置在导向柱顶端,所述护套设置在上模朝向下模的侧壁上,所述护套和钢珠套同轴设置,所述钢珠套与护套滑动配合。
15.通过采用上述技术方案,导向结构的设置能够提高上模和下模合模时的稳定性,从而提高料带的冲压精度,减少出现废品的可能性。
16.可选的,所述钢珠套滑动套设在导向柱上,所述导向柱上套设有缓冲弹簧,所述缓冲弹簧的一端与下模抵触,另一端与钢珠套抵触。
17.通过采用上述技术方案,缓冲弹簧的设置能够减小护套直接撞击钢珠套的可能性,对钢珠套和护套起到保护的作用。
18.可选的,所述上模和下模均呈长方形设置,所述导向结构设有四个且分别位于下模的四个拐角处。
19.通过采用上述技术方案,在下模的四个拐角处均设置导向结构能够进一步提高上模和下模合模时的稳定性。
20.可选的,所述下模的四个拐角处均设有压紧组件,所述压紧组件包括固定杆、锁紧螺母、压紧块,所述下模设置在工作台上,所述固定杆竖直固定连接在工作台上,所述压紧块滑动套设在固定杆上,所述固定杆上开设有螺纹,所述锁紧螺母螺纹连接在固定杆上,所述压紧块的下表面抵触下模设置,所述锁紧螺母抵紧压紧块的上表面设置。
21.通过采用上述技术方案,通过锁紧螺母能够将压紧块压紧在下模上,使得下模不易发生移动,从而提高料带的冲压精度,进一步减少出现废品的可能性。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.料带通过初级限位结构能够进行限位和导向,驱动结构能够驱动辅助撑板翻转至水平状态,从而将下坠料带的端部托起,使料带能够顺利的穿设到导向槽中,不需要人为
的将料带的端部强行拉动导向槽中,从而实现了减少料带的前段容易出现废品的可能性,同时能够保证工人的安全;
24.2.辅助撑起组件能够减轻料带端部下坠的情况,通过将撑柱的顶面倾斜设置,使得料带的端部有向上移动的趋势,从而克服料带端部的下坠,使料带更加便捷地通过辅助撑板通入导向槽中;
25.3.通过锁紧螺母能够将压紧块压紧在下模上,使得下模不易发生移动,从而提高料带的冲压精度,进一步减少出现废品的可能性。
附图说明
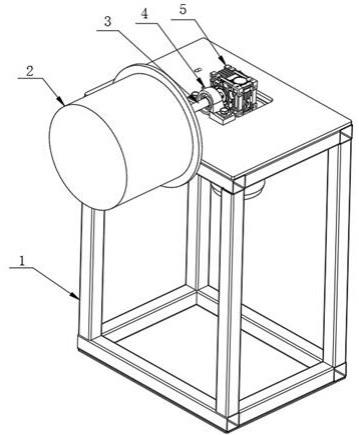
26.图1是本技术实施例的用于塔阀零部件的冲压模具的总体结构示意图。
27.图2是本技术实施例中用于体现限位块和第一复位件之间位置关系的剖视图。
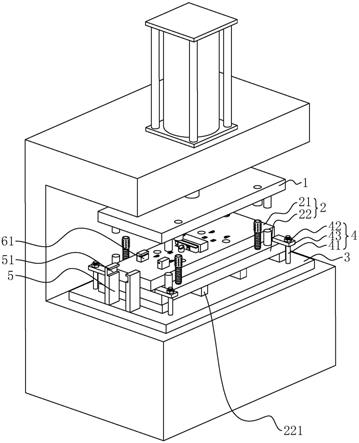
28.图3是本技术实施例中用于体现导向块和辅助撑起组件之间位置关系的剖视图。
29.图4是本技术实施例中用于体现驱动组件的结构示意图。
30.附图标记说明:1、上模;2、下模;21、成型部;22、模架;221、支撑梁;3、工作台;4、压紧组件;41、固定杆;42、锁紧螺母;43、压紧块;5、辅助块;51、滑移槽;61、限位块;62、限位槽;63、第一复位件;631、连接板;632、第一复位弹簧;71、导向块;72、导向槽;73、第二复位弹簧;81、容纳槽;82、辅助撑板;821、避让槽;83、安装槽;84、驱动组件;841、驱动气缸;842、驱动滑块;843、顶撑连杆;9、辅助撑起组件;91、撑柱;92、顶撑弹簧;93、滑动槽;10、导向结构;101、导向柱;102、钢珠套;103、护套;104、缓冲弹簧。
具体实施方式
31.以下结合附图1
‑
4对本技术作进一步详细说明。
32.本技术实施例公开一种用于塔阀零部件的冲压模具。参照图1,用于塔阀零部件的冲压模具包括用于成型塔阀零部件的上模1和下模2,下模2包括成型部21和模架22,成型部21固定连接在模架22上,模架22下方设置有工作台3,模架22和工作台3之间留有间隙,模架22通过支撑梁221放置在工作台3上,支撑梁221水平设置且沿料带的输送方向均匀设置有四个,模架22通过压紧组件4固定连接在工作台3上。
33.参照图1,工作台3上固定连接有两个辅助块5,两个辅助块5对称设置在料带移动方向的两侧,两个辅助块5均位于模架22靠近料带入口的一端,两个辅助块5相对的侧壁上均开设有滑移槽51,料带移动方向的两侧位于滑移槽51中并和滑移槽51滑动配合。
34.参照图1和图2,下模2的入口处设有初级限位结构,初级限位结构包括设置在料带移动方向两侧的限位块61,限位块61竖直滑动连接在成型部21上并穿过模架22设置,两个限位块61上相对的侧壁上均开设有限位槽62,料带的两侧滑动连接在对应的限位槽62中,两个限位块61下方设置有第一复位件63,第一复位件63包括连接板631和第一复位弹簧632,两个限位块61的底端分别固定连接在连接板631的两端,第一复位弹簧632位于连接板631和工作台3之间,第一复位弹簧632的一端和工作台3固定连接,第一复位弹簧632的另一端和连接板631固定连接。
35.参照图1和图2,滑移槽51的顶面与限位槽62的顶面齐平设置,滑移槽51的底面与成型部21的顶面位于同一平面。料带穿过滑移槽51并经过限位槽62,滑移槽51能够对料带
的两侧起到限位作用,同时不影响料带跟随限位槽62进行上下移动。
36.参照图2和图3,下模2上还设有辅助限位结构,辅助限位结构包括导向块71,导向块71上沿料带的移动方向开设有导向槽72,料带穿过导向槽72设置,导向槽72对料带的中间部分起到导向和支撑的作用。
37.参照图2和图3,导向块71竖直滑动连接在成型部21上,导向块71下方设置有第二复位件,第二复位件为第二复位弹簧73,第二复位弹簧73位于导向块71和工作台3之间,第二复位弹簧73的一端和导向块71的底端固定连接,另一端和工作台3固定连接。
38.参照图3和图4,导向块71靠近初级限位结构的一侧开设有容纳槽81,容纳槽81中设有辅助撑板82,辅助撑板82的顶端与容纳槽81转动连接,辅助撑板82水平时,辅助撑板82的上表面与导向槽72的底面齐平,容纳槽81中设有安装槽83,安装槽83中设有驱动辅助撑板82转动的驱动组件84。驱动组件84能够驱动辅助撑板82从容纳槽81中转动出来,从而对料带的端部起到导向的作用,使料带的端部能够顺利移动到导向槽72中。
39.参照图3和图4,驱动组件84包括驱动气缸841、驱动滑块842和顶撑连杆843,驱动气缸841竖直设置在安装槽83中,驱动气缸841的活塞杆端部与驱动滑块842固定连接,顶撑连杆843的一端和驱动滑块842铰接,另一端和辅助撑板82铰接,从而实现辅助撑板82的翻转。
40.参照图2和图3,成型部21上开设有避让槽821,避让槽821位于导向块71靠近限位块61的一侧,当辅助撑板82水平时,随着导向块71的下降,避让槽821能够为辅助撑板82提供避让的空间。
41.参照图2和图3,为了更好地将料带通入导向槽72中,下模2上设有辅助撑起组件9,辅助撑起组件9位于避让槽821远离导向块71的一侧,辅助撑起组件9包括撑柱91和顶撑弹簧92,撑柱91的顶面倾斜设置,撑柱91的顶面靠近导向块71的一侧高于撑柱91的顶面靠近限位块61的一侧设置,撑柱91的最高处高于导向槽72的底面设置,成型部21上开设有滑动槽93,撑柱91竖直滑动连接在滑动槽93中,顶撑弹簧92位于撑柱91和滑动槽93的槽底之间,顶撑弹簧92的一端和撑柱91顶端相抵,另一端和滑动槽93的槽底相抵,为了减小撑柱91对料带造成擦伤的可能性,撑柱91的顶端设有圆弧倒角。撑柱91能够对料带起到导向作用,料带能够顺着撑柱91的顶面顺利地通过辅助撑板82移动到导向槽72中。
42.参照图2和图3,为了提高上模1和下模2合模时的稳定性,上模1和下模2之间设有导向结构10,导向结构10包括导向柱101、钢珠套102和护套103,导向柱101竖直固定连接模架22上,钢珠套102设置在导向柱101顶端,护套103固定连接在上模1朝向下模2的侧壁上,护套103和钢珠套102同轴设置,钢珠套102与护套103滑动配合。
43.参照图2和图3,为了减小护套103直接撞击钢珠套102的可能性,钢珠套102滑动套设在导向柱101上,导向柱101上套设有缓冲弹簧104,缓冲弹簧104的一端与模架22相抵触,另一端与钢珠套102相抵触。
44.参照图1和图2,上模1和下模2均呈长方形设置,导向结构10设有四个且分别位于下模2的四个拐角处,以此进一步提高上模1和下模2合模时的稳定性。
45.参照图1和图2,压紧组件4设置有四个且分别位于下模2的四个拐角处,压紧组件4包括固定杆41、锁紧螺母42、压紧块43。固定杆41竖直固定连接在工作台3上,压紧块43滑动套设在固定杆41上,固定杆41上开设有螺纹,锁紧螺母42螺纹连接在固定杆41上,压紧块43
的下表面抵触模架22设置,锁紧螺母42抵紧压紧块43的上表面设置,通过设置压紧组件4使得下模2不易发生移动,从而提高料带的冲压精度。
46.本技术实施例一种用于塔阀零部件的冲压模具的实施原理为:料带穿过辅助块5的滑移槽51中,继续向前输送,输送到指定位置以后,停止输送,上模1下模2进行合模,完成冲压工作,冲压结束以后,上模1下模2进行分离,料带继续向前输送一个工位然后停止,上模1下模2再次进行合模,完成冲压工作,冲压结束以后,上模1下模2再进行分离,料带继续向前再输送一个工位然后停止,当料带输送到辅助撑起组件9上方时,撑柱91对料带端部起到承托作用,启动驱动气缸841,驱动气缸841的活塞杆带动驱动滑块842上移,驱动滑块842通过顶撑连杆843带动辅助撑板82翻转至水平状态,使料带端部能够顺利的通过辅助撑板82穿设到导向槽72中,从而无需通过人工的方式将料带的端部强行拉动到导向块71的导向槽72中,从而实现了减少料带的前段容易出现废品的可能性。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。