1.本实用新型涉及发动机缸盖加工技术领域,具体的说是一种汽车发动机缸盖螺栓漏装检测装置。
背景技术:
2.发动机缸盖上的各个零部件需采用各种螺栓进行螺紧连接,尤其在装配工序节拍较快的装配流水线上,有时会出现少装、漏装零部件等现象,造成零部件连接的不可靠,而影响产品质量。通常在产品装配流水线上,是通过操作者的观察及经验进行判断零件是否漏装,而人工目测一方向面会增加操作人员的劳动强度,另一方面准确率不高,不能满足现有的生产要求,且需要二次重新补加,增加劳动工作和劳动强度。
3.由于流水线作业,从而当其中某个发动机缸盖出现漏装后,该工位空出,其余工件又无法进行及时的补充,只能一直延续到整个生产线加工结束,同时出现问题的发动机缸盖补装后也没办法及时补位,只能等后续其余的需要补装发动机缸盖一起,直接加入到下一个加工程序中,整个过程需要人工进行中间的转运和具体的插队操作,较为麻烦。
技术实现要素:
4.现为了满足上述在流水线上出现发动机缸盖漏装后缺位以及后续补位的需求,本实用新型提出了一种汽车发动机缸盖螺栓漏装检测装置。
5.本实用新型所要解决的技术问题采用以下技术方案来实现:
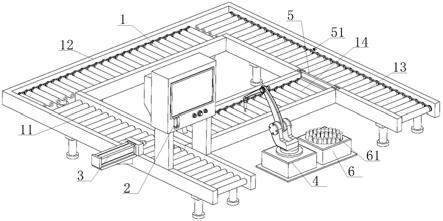
6.一种汽车发动机缸盖螺栓漏装检测装置,包括四条输送辊道,分别为第一条辊道、第二条辊道、第三条辊道以及第四条辊道;其中第一条辊道、所述第二条辊道、所述第三条辊道依次衔接并呈“u”形排布,所述第四条辊道位于“u”形排布的三个所述输送辊道的中间,所述第一条辊道上沿加工方向位于所述第四条辊道的前方设置有用于对发动机缸盖螺栓是否漏装进行观测的检测部,该检测部沿着加工方向的后方在所述第一条辊道侧面设置有用于将漏装发动机缸盖从所述第一条辊道推送到所述第四条辊道的液压推杆,所述第四条辊道的侧面设置有补装机器人用于的漏装的螺栓进行补装,所述第四条辊道用于将发动机缸盖向所述第三条辊道进行运输,且所述第四条辊道的末端设置有阻挡杆用于对补装完成的发动机缸盖进行阻挡。
7.所述第二条辊道的下方设置有步进电机,该步进电机的输出轴前端设置有链轮,该链轮通过链条带动所述第二条辊道上的所有辊进行转动,所述步进电机的输出轴还设置有输出锥齿轮,该输出锥齿轮的两侧啮合连接有两个输入锥齿轮,两个所述输入锥齿轮均通过连杆分别转动连接所述第一条辊道和所述第三条辊道的链轮,所述第一条辊道的链轮通过链条带动所述第一条辊道上所有的辊进行转动,所述第三条辊道上的链轮通过链条带动所述第三条辊道上所有的辊进行过转动。
8.所述第四条辊道的所有辊均通过链条传动连接下方的链轮,该链轮固定连接在伺服电机的输出轴上。
9.所述第二条辊道位于所述第一条辊道的末端,所述第三条辊道位于所述第二条辊道的末端,所述第四条辊道的两端分别为所述第一条辊道和所述第三条辊道,且所述液压推杆位于所述第一条辊道和所述第四条辊道的交接处,并正对所述第四条辊道。
10.所述第四条辊道与所述第三条辊道的交接处设置的所述阻挡杆,且在第三条辊道上沿加工方向在于第四条辊道交接处的前方设置有传感器,该传感器感应该位置处是否为空缺,并反馈给控制中心,由控制中心控制所述阻挡杆上的第一电机是否旋转向上打开用于补装的发动机缸盖进行补位。
11.所述补装机器人的侧面设置有螺栓托盘,该螺栓托盘上插接有多个螺栓筒,用于对多个螺栓进行叠加收容,所述螺栓筒的上方设置有六边形槽与所述补装机器人的拧动头相磁吸插接。
12.所述螺栓筒的内部开设有截面为六边形的用于叠放螺栓的收容孔,该收容孔的上方设置沿着所述收容孔侧边槽滑动的助推件,该助推件用于将螺栓逐个向外推送,所述收容孔的最下方设置有截面为直角三角形的阻挡块,该阻挡块在后方弹簧的推动下对最下方的螺栓阻挡,所述阻挡块的下方设置有挤动杆用于推动所述阻挡块向外移动,松开最下方的螺栓
13.本实用新型的有益效果是:
14.本实用新型通过组成“u”的第一条辊道、第二条辊道以及第三条辊道对正常的发动机缸盖进行转运,在通过直接连接第一条辊道和第三条辊道的第四条辊道对需要补装的发动机缸盖进行转运,首先缩减了补装发动机缸盖转运的距离和时间为补装提供充足的时间,其次第四条辊道启用伺服电机,第一条辊道、第二条辊道以及第三条辊道启动步进电机,使得第四条辊道的运输速度更快,为快速补入原先的工位提供基础,漏装螺栓的发动机缸盖能够进行快速的自动补位,避免了人工的转运以及下一步加工工序中的插队操作,节省了时间和人力,提高了加工的效率。
附图说明
15.下面结合附图和实施例对本实用新型进一步说明。
16.图1是本实用新型的整体立体示意图一;
17.图2是本实用新型的整体立体示意图二;
18.图3是本实用新型的底部仰视平面示意图;
19.图4是本实用新型的螺栓筒剖面示意图;
20.图5是图4中a处局部放大示意图。
21.图中:1、输送辊道;11、第一条辊道;12、第二条辊道;13、第三条辊道;14、第四条辊道;15、步进电机;151、输出锥齿轮;152、输入锥齿轮;153、连杆;16、伺服电机;2、检测部;3、液压推杆;4、补装机器人;41、拧动头;5、阻挡杆;51、传感器;6、螺栓托盘;61、螺栓筒;611、六边形槽;612、收容孔;613、侧边槽;614、助推件;615、阻挡块;616、弹簧;617、挤动杆。
具体实施方式
22.为了使本领域的技术人员更好的理解本实用新型的技术方案,下面将结合实施例中的附图,对本实用新型进行更清楚、更完整的阐述,当然所描述的实施例只是本实用新型
的一部分而非全部,基于本实施例,本领域技术人员在不付出创造性劳动性的前提下所获得的其他的实施例,均在本实用新型的保护范围内。
23.如图1至图5所示,一种汽车发动机缸盖螺栓漏装检测装置,包括四条输送辊道1,分别为第一条辊道11、第二条辊道12、第三条辊道13以及第四条辊道14;其中第一条辊道11、第二条辊道12、第三条辊道13依次衔接并呈“u”形排布,第四条辊道14位于“u”形排布的三个输送辊道1的中间,第一条辊道11上沿加工方向位于第四条辊道14的前方设置有用于对发动机缸盖螺栓是否漏装进行观测的检测部2,该检测部2沿着加工方向的后方在第一条辊道11侧面设置有用于将漏装发动机缸盖从第一条辊道11推送到第四条辊道14的液压推杆3,第四条辊道14的侧面设置有补装机器人4用于的漏装的螺栓进行补装,第四条辊道14用于将发动机缸盖向第三条辊道13进行运输,且第四条辊道14的末端设置有阻挡杆5用于对补装完成的发动机缸盖进行阻挡。
24.第二条辊道12的下方设置有步进电机15,该步进电机15的输出轴前端设置有链轮,该链轮通过链条带动第二条辊道12上的所有辊进行转动,步进电机15的输出轴还设置有输出锥齿轮151,该输出锥齿轮151的两侧啮合连接有两个输入锥齿轮152,两个输入锥齿轮152均通过连杆153分别转动连接第一条辊道11和第三条辊道13的链轮,第一条辊道11的链轮通过链条带动第一条辊道11上所有的辊进行转动,第三条辊道13上的链轮通过链条带动第三条辊道13上所有的辊进行过转动。第一条辊道11、第二条辊道12以及第三条辊道13均由同一个步进电机15驱动,保证了各自前进的距离一致,同时也为了配合检测部2的检测以及液压推杆3的推动。第一条辊道11和第三条辊道13各自对应的输入锥齿轮152分别位于输出锥齿轮151的两侧,使得两者的之间的转动方向相反,最终保证第一条辊道11和第三条辊道13的前进方向一致。
25.第四条辊道14的所有辊均通过链条传动连接下方的链轮,该链轮固定连接在伺服电机16的输出轴上。第四条辊道14上的为伺服电机16驱动,比第一条辊道11、第二条辊道12以及第三条辊道13的转运速度都快,方便补装的发动机缸盖能够及时的进行补位。
26.第二条辊道12位于第一条辊道11的末端,第三条辊道13位于第二条辊道12的末端,第四条辊道14的两端分别为第一条辊道11和第三条辊道13,且液压推杆3位于第一条辊道11和第四条辊道14的交接处,并正对第四条辊道14。第四条辊道14连接第一条辊道11和第三条辊道13,从而对需要重新补装的发动机缸盖进行较短距离的运输,方便及时的对自己缺少的工位进行补充,正常的发动机缸盖绕路进行较长距离的运输,为需要补装的发动机缸盖提供足够的时间,方便该发动机缸盖进行多个螺栓的补装。液压推杆3由plc控制,plc根据检测部2检测的数据控制液压推杆3是否将发动机缸盖推送到第四条辊道14上。
27.第四条辊道14与第三条辊道13的交接处设置的阻挡杆5,且在第三条辊道13上沿加工方向在于第四条辊道14交接处的前方设置有传感器51,该传感器51感应该位置处是否为空缺,并反馈给控制中心,由控制中心控制阻挡杆5上的第一电机是否旋转向上打开用于补装的发动机缸盖进行补位。阻挡杆5的设置用于防止需要补装的发动机缸盖快速补装完成后,而正常发动机缸盖由于绕路该缺少工位还没到达对接处,从而无法直接进行补位,需要进行等待,同时在等待的过程中可能还会出现新的需要进行补装的发动机缸盖,从而第四条辊道14上的辊是转动不停的,为了防止补装完成的发动机缸盖被传送出去,从而进行阻挡,使之停止进行等待。传感器51可以为红外传感器51或者超声波传感器51均可,传感器
51检测的数据发送控制中心的plc,由plc进行判断并进行处理,当发现为空缺时,plc控制第一电机带动阻挡杆5转起来,在通过第四条辊道14上的伺服电机16转动将发动机缸盖转移到第三条辊道13上,进行快速补位。
28.补装机器人4的侧面设置有螺栓托盘6,该螺栓托盘6上插接有多个螺栓筒61,用于对多个螺栓进行叠加收容,螺栓筒61的上方设置有六边形槽611与补装机器人4的拧动头41相磁吸插接。补装机器人4将拧动头41前端的电磁铁对准螺栓筒61上方的六边形槽611,产生磁吸力对六边形槽611内部的磁铁相互磁吸,将螺栓筒61从螺栓托盘6中取出,并带动到发动机缸盖补装处进行螺栓的补装,及时的补装,避免重复回去取螺栓,直接进行螺栓的补装,节省了时间。螺栓筒61中的螺栓由人工进行填充,类似与弹夹方式。
29.螺栓筒61的内部开设有截面为六边形的用于叠放螺栓的收容孔612,该收容孔612的上方设置沿着收容孔612侧边槽613滑动的助推件614,该助推件614用于将螺栓逐个向外推送,收容孔612的最下方设置有截面为直角三角形的阻挡块615,该阻挡块615在后方弹簧616的推动下对最下方的螺栓阻挡,阻挡块615的下方设置有挤动杆617用于推动阻挡块615向外移动,松开最下方的螺栓。拧动头41带动整个螺栓筒61进行转动时,将最下方的螺栓拧到发动机缸盖对应的位置,当最下方螺栓快全部深入到发动机缸盖的螺孔中时,挤动杆617接触到发动机缸盖的螺孔的旁边,从而对挤动杆617进行缓缓的向内挤压,使得挤动杆617缓缓的将直角三角形状的阻挡块615向外进行挤压,使得阻挡块615脱离最下方的螺栓,从而最下方的螺栓从螺栓筒61中被取出,然后倒数第二个螺栓自动下落以及在助推件614的双重作用下下降,同时弹簧616推动阻挡块615快速回位,对下落的倒数第二个螺栓进行阻挡,从而实现逐个螺栓的拧动放出。
30.加工流程:第一条辊道11将上一步拧完螺栓的发动机缸盖运输过来,并通过检测部2进行扫描拍照检测,扫描拍照后的图像与设计的图像进行比对,自动识别是否缺螺栓,当判断为没有漏装时,第一条辊道11将发动机缸盖继续向前转移,直至进入到第二条辊道12、第三条辊道13最后进入到下一步加工工序中;当判断为漏装时,第一条辊道11将发动机缸盖向前移动一步,到达与第四条辊道14的交接处,同时也位于液压推杆3的侧方,启动液压推杆3将发动机缸盖推送到第四条辊道14上,并在第四条辊道14上进行移动,当移动到补装机器人4正前方时停止,补装机器人4在控制中心的作用下,利用检测部2检测后得知的略少部位数据,将螺栓重新补充上,并通过第四条辊道14继续将之向前移动,直至被阻挡杆5阻挡,同时第四辊道可以继续进行下一个发动机缸盖的补装,当第三条辊道13上的传感器51感应到该部位为空缺时,将数据发送给控制中心,控制中心控制阻挡杆5上的第一电机旋转向上打开,并通过转动的第四条辊道14输送到第三条辊道13上的空缺处,进行及时的补位,方便下一步加工时的操作。
31.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。