1.本发明涉及射流加工领域,具体涉及一种超声振动辅助磁射流加工装置。
背景技术:
2.磨料射流因其对工件面形适应性较强和无热效应等特点,被广泛应用于硬脆材料的精密加工。由于液体射流本身特性,在气体介质和射流边界层处会产生较高的速度梯度,射流表面发生卷吸作用,湍流强度增大,导致流束发散较为严重,从而影响磨料粒子的冲蚀效果。磁射流加工技术由磨料射流加工技术和磁流变加工技术结合演变而来,通过外加轴向磁场作用,使得磁流变液中包含的磁性颗粒沿磁力线方向排列,连带着夹杂其中硬质磨料粒子形成规则的链状结构,形成稳定、准直的磨料射流束。磁流变液在磁场下的这种变化效应可以消除边界层扰动对射流结构的破坏,弥补普通磨料射流发散的缺陷。
3.然而,由于磁射流在外磁场作用下产生磁流变效应,表观粘度提高导致冲击区止滞压力增大,出现“水垫”。该高压“水垫”造成磨料粒子冲蚀能量的衰减,材料去除率较低。本发明利用工件切向振动的方式引入超声能量,振动引起的工件
‑
磁流变液交界面剪切作用可以有效降低“水垫”造成的止滞效应,从而减少磨料粒子动能衰减,增强磁射流材料去除效率。
技术实现要素:
4.本发明提出一种超声振动辅助磁射流加工装置,以工件剪切振动的方式引入超声能量,从而改善磁流变液射流粘度增高导致的止滞效应,降低磨料粒子动能损失,增强材料去除率。
5.本发明采用的具体技术方案为:包括磁场发生装置、超声振动工作台、磁射流发生装置、运动机构、防护罩、水箱、冷却器和搅拌器。
6.所述磁场发生装置包括直流电源、变阻器、继电器、线圈和隔磁罩。所述直流电源产生励磁电流,所述变阻器用于改变电流大小从而调整磁场强度,所述继电器实现电路的通断,所述通电线圈产生轴向磁场。
7.进一步地,所述直流稳压稳流电源的电压输出范围为0~200 v,电流输出范围为0~2 a,使用时具有过压保护和短路限流保护等功能,可保证磁场稳定性。
8.进一步地,所述线圈内外径、长度和匝数根据所需磁场强度计算确定。
9.进一步地,所述线圈外围设置有隔磁罩,采用硅钢片制造,可以有效防止磁场外泄,励磁线圈和隔磁罩均环绕安装在喷嘴外部。
10.优选地,所述励磁线圈材质选择聚酯漆包铜线。
11.所述磁射流发生装置包括增压泵、蓄能器、压力表、调压阀、控制阀和喷嘴。所述增压泵采用气体驱动增压泵,用于为工作液提供一定的压力以形成射流。所述蓄能器用于消除工作液因增压器产生的压力波动。所述压力表用于监测管路中流体压力,所述调压阀根据压力表显示数值调整流体压力,从而改变射流速度。所述控制阀设置于喷嘴前,实现不关
闭增压系统的条件下启闭射流,降低压力升降过程造成的能量消耗。
12.进一步地,所述喷嘴选择高导磁性材料,位于励磁线圈中央,可以充当励磁线圈的铁芯,使磁场集中于喷嘴中心线处,提高磁感应强度。
13.优选地,控制阀阀芯采用金刚石,以提高抗磨损性能。
14.所述超声振动工作台包括超声信号源、换能器、增幅器和夹具。所述信号源产生具有一定功率输出的超声频电振荡,然后将电信号输入换能器。所述换能器将高频电振荡信号转换为机械振动,再由增幅器将振幅放大,传递给夹具,从而带动工件振动。
15.实际工作中,所述换能器温升、负载特性变化等因素会导致谐振频率漂移,因此所述超声信号源带有频率跟踪电路模块。
16.进一步地,所述换能器采用压电陶瓷片夹心式结构,通过预应力螺栓将压电陶瓷片夹持在前后金属盖板中。
17.进一步地,所述增幅器采用圆锥形,具体尺寸根据放大系数要求计算确定。
18.进一步地,所述换能器、增幅器和夹具之间采用螺纹连接,结合面涂凡士林油,以避免空气间隙造成能量衰减。
19.所述运动机构包括底座、支架、横梁、横向移动滑块、竖梁、垂直移动滑块、转盘和纵向移动滑块。所述横梁通过支架安装在底座上方。所述横向移动滑块与其导轨配合,一同安装在横梁上。所述竖梁安装在横向移动滑块上,所述竖向移动滑块与其配合导轨一同安装在竖梁上。
20.进一步地,所述转盘安装在垂直移动滑块上,可绕其自身轴心转动以调整喷射角度,所述喷嘴安装于转盘上。
21.进一步地,所述纵向移动滑块及其配合导轨安装在底座上,所述超声振动工作台安装于纵向移动滑块上方。
22.进一步地,x,y,z三个方向的移动均由伺服电机驱动。
23.所述防护罩安装在喷嘴下方,用于防止磁流变液在冲击和超声振动作用下的喷溅,同时可以起到回收作用。
24.进一步地,所述防护罩与水箱之间通过管道联通,将回收的磁流变液和磨料粒子送回水箱。所述水箱上方设置有搅拌器和冷却器,所述搅拌器用于将水、硬脂酸分散剂、羟基铁颗粒和磨料粒子均匀化,保证磁流变效应。
25.由于射流冲击工件会产生一定热量,所述冷却器用于降低加工后回收的磁流变液温度,以保证磁射流通过磁场发生装置后形成的射流束粘度。
26.本发明提供了一种改进的磁射流加工装置,利用超声振动工作台对工件施加切向超声振动,工件振动造成的界面剪切作用可以改善射流冲击区域“水垫”引起的止滞效应,从而降低磨料粒子的动能损失,提高加工效率。通过超声发生器可以对工件振动频率和振幅进行调节,以适应不同泵压和速度条件下的磁射流。通过直流电源可以调节励磁线圈产生的磁场强度,从而调整磁射流液粘度和聚集、准直程度,可实现工件的精密、高效加工。
附图说明
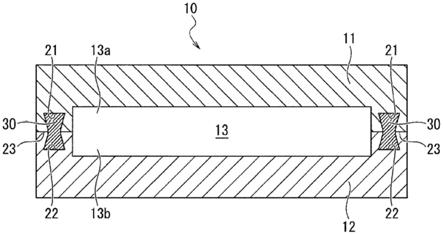
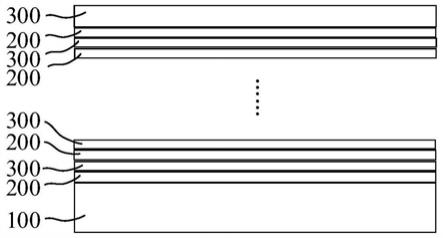
27.图1为超声振动辅助磁射流加工装置的示意图;图2为本发明装置的励磁线圈和喷嘴。
28.其中:1
‑
直流电源,2
‑
继电器,3
‑
变阻器,4
‑
线圈,5
‑
隔磁罩,5
‑1ꢀ–
紧固螺钉,6
‑
增压泵,7
‑
蓄能器,8
‑
压力表,9
‑
调压阀,10
‑
控制阀,11
‑
喷嘴,12
‑
超声信号源,13
‑
换能器,14
‑
增幅器,15
‑
夹具,16
‑
底座,17
‑
支架,18
‑
横梁,19
‑
横向移动滑块及竖梁,20
‑
竖向移动滑块,21
‑
喷嘴转盘,22
‑
纵向移动滑块,23
‑
防护罩,24
‑
水箱,25
‑
搅拌器,26
‑
冷却器。
具体实施方式
29.下面结合附图对本发明的具体实施方式作进一步说明。参照图1所示,本发明提供一种超声振动辅助磁射流加工装置,包括包括磁场发生装置、超声振动工作台、磁射流发生装置、运动机构、防护罩23、水箱24、搅拌器25和冷却器26。
30.所述磁场发生装置包括直流电源1、继电器2、变阻器3、线圈4和隔磁罩5,直流电源1产生励磁电流,变阻器3用于改变电流大小从而调整磁场强度,继电器2实现电路的通断,通电线圈4产生磁场,线圈外围设置有隔磁罩5。
31.如图2所示,所述励磁线圈4和隔磁罩5均环绕安装在喷嘴外部,励磁线圈置于隔磁罩内,下方用紧固螺钉5
‑
1将隔磁罩下盖板固定,隔磁罩与所述喷嘴11通过螺纹连接。
32.所述磁射流发生装置包括增压泵6、蓄能器7、压力表8、调压阀9、控制阀10和喷嘴11,增压泵6安装于水箱24上方,从中抽取工作液并提供压力,蓄能器7用于消除增压器产生的压力波动,压力表8用于监测管路中流体压力,调压阀9根据压力表显示数值调整流体压力,控制阀10设置于喷嘴前,实现启闭射流,所述喷嘴11位于励磁线圈中央,除喷射外可以充当励磁线圈4的铁芯。
33.所述超声振动工作台包括超声信号源12、换能器13、增幅器14和夹具15,信号源12产生具有一定功率输出的超声频电振荡,然后将电信号输入换能器13,换能器13将高频电振荡信号转换为机械振动,再由增幅器14将振幅放大,传递给夹具15,从而带动工件振动,换能器13、增幅器14和夹具15之间均采用螺纹连接。
34.所述运动机构包括底座16、支架17、横梁18、横向移动滑块和竖梁19、垂直移动滑块20、转盘21和纵向移动滑块22,横梁18通过支架17安装在底座16上方,横向移动滑块19与其导轨配合,一同安装在横梁18上,竖梁与横向移动滑块19一体,竖向移动滑块20与其配合导轨一同安装在竖梁上,转盘21安装在垂直移动滑块20上,可绕其自身轴心转动以调整喷射角度,所述喷嘴11安装于转盘21上,纵向移动滑块22及其配合导轨安装在底座16上,所述超声振动工作台安装于纵向移动滑块22上方。
35.所述防护罩23安装在喷嘴11下方,防护罩23与水箱24之间通过管道联通,所述水箱24上方设置有搅拌器25和冷却器26,所述增压泵6进水口设置于水箱中。
36.实际加工前,将工件安装在超声工作台的夹具15上,调整纵向移动机构22使得工件移动到喷嘴11下方的合适位置;然后开启直流电源1,接通继电器2使得线路通电,调整变阻器3改变电流大小,使得励磁线圈4产生合适的磁场强度;开启超声信号源12,调整至需要的输出功率、频率,将电信号输入换能器13将高频电振荡信号转换为机械振动,再由增幅器14将振幅放大,传递给夹具15,带动工件振动;开启增压泵6从水箱24中抽取工作液并加压,通过管路中的蓄能器7消除压力波动,压力表8监测管路中流体压力,调压阀9根据压力表显示数值调整流体压力,开启控制阀10,通过液压管路将工作液输送至喷嘴11,在磁场发生装置产生的轴向磁场作用下形成准直的高粘度射流,喷射到工件表面;通过伺服电机可以驱
动横向移动滑块19、垂直移动滑块20,带动喷嘴11进给运动,转盘21可以调整喷嘴冲击角度;工件在超声振动工作台带动下振动,表面剪切作用可以部分消除高压水垫,实现工件的高效、精密加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。