1.本技术涉及一种打磨装置。
背景技术:
2.目前在手机产品的成型工艺中,手机外壳中的零件需要去毛刺处理,传统的去毛刺工站采用手工作业方式,即通过人工拿取产品,利用旋转的毛刷打磨工件表面,进而去除工件表面的毛刺,但该方式存在打磨效率低、人力成本高的问题。
技术实现要素:
3.有鉴于此,有必要提供一种能够自动清理产品表面毛刺的打磨装置。
4.本技术一实施例中提供一种打磨装置,包括至少两组料盘组件、机器人组件、顶升分料组件和打磨组件,每一组所述料盘组件包括料盘,所述料盘用于盛放工件,所述机器人组件连接所述打磨组件用于控制打磨组件的运动;其特征在于,所述顶升分料组件位于所述料盘组件下部,用于可选择性的对一组所述料盘组件上的所述料盘进行顶升,所述打磨组件包括打磨头,所述打磨头用于对所述顶升分料组件所顶升的料盘组件上的工件进行打磨。
5.进一步地,在一些实施例中,每组所述料盘组件包括成品料盘组件和素材料盘组件,所述打磨组件还包括夹爪组件,所述夹爪组件用于将在所述素材料盘组件上打磨完成的工件放置到所述成品料盘组件内。
6.进一步地,在一些实施例中,所述顶升分料组件包括顶升组件和分料组件,所述分料组件包括分料气缸、顶料件、与每个所述素材料盘组件对应的滑块和滑动框体,所述滑动框体与所述工作台固定连接,所述滑块在所述滑动框体围成的滑动腔内滑动并且上端用于对所述料盘进行顶升,所述顶料件连接所述分料气缸,所述分料气缸用于驱动所述顶料件靠近或远离所述滑块底部,所述顶料件在所述顶升组件的作用下对上方的所述滑块进行顶升。
7.进一步地,在一些实施例中,所述顶升组件包括滑轨、固定设置在所述滑轨两侧的互插机构、沿所述滑轨滑动的升降块以及止动机构,所述升降块与所述分料组件连接,用于顶升所述分料组件,并且所述升降块两侧交错设置有凹槽,所述互插机构包括气缸和设置在所述气缸输出端的斜插插销,所述升降块两侧的所述斜插插销用于交替插入到所述凹槽内使所述升降块等距上升,所述止动机构用于使所述升降块单向上升。
8.进一步地,在一些实施例中,所述止动机构包括设置在所述升降块背部的棘槽以及设置在滑轨背部的止动架,所述止动架滑动设置有止动顶块,且所述止动顶块和所述止动架支架之间设置有压缩弹簧,所述止动顶块弹性抵压所述棘槽使所述升降块块单向上升。
9.进一步地,在一些实施例中,所述止动机构还包括复位气缸和设置在复位气缸输出端的复位斜销,所述复位斜销末端为斜面,所述斜面抵持所述止动顶块,所述复位气缸通
过驱动所述复位斜销朝向所述止动顶块运动,进而使所述斜面带动所述止动顶块远离所述棘槽以解除对所述棘槽的抵压。
10.进一步地,在一些实施例中,所述升降块两侧的所述凹槽在所述升降块运动方向的间距和所述棘槽的间距均等于所述工件的厚度。
11.进一步地,在一些实施例中,所述料盘组件还包括料盘架和料盘底板,所述料盘可沿着所述料盘架上下滑动,所述料盘底板设置在所述工作台上,所述料盘架固定设置在所述料盘底板上并且所述料盘底板设置有供所述顶升分料组件穿过的开口。
12.进一步地,在一些实施例中,所述料盘组件还包括料盘定位框,用于对所述料盘底板进行定位;所述料盘定位框设置有定位气缸及推杆,所述料盘底板侧壁设有定位槽,所述定位气缸用于驱动所述推杆插入所述定位槽内,以将所述料盘底板固定在所述料盘定位框内。
13.进一步地,在一些实施例中,所述工作台上对应成品料盘组件和素材料盘组件的位置上均设有导向槽,所述工作台上还设置有两端分别在所述成品料盘组件和素材料盘组件对应的导向槽内滑动的导向块,所述导向块两端分别与成品料盘组件和素材料盘组件的料盘底板连接,用于同时带动所述成品料盘组件和素材料盘组件运动。
14.上述打磨装置先通过所述顶升分料组件选择性的对一组料盘组件上的料盘进行顶升,再通过机器人组件控制打磨头对顶升后的工件进行打磨,进而实现了自动清理工件表面的目的,提高了打磨效率并降低了人工成本。
附图说明
15.图1为本技术一实施方式中打磨装置的结构示意图。
16.图2为一实施例中互插机构的示意图。
17.图3为一实施例中止动机构的结构示意图。
18.图4为图3中止动机构的侧视图。
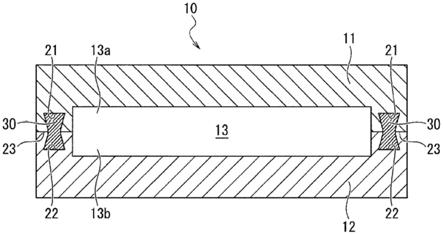
19.图5为一实施例中料盘组件的立体示意图。
20.图6为一实施例中打磨组件的立体示意图。
21.图7为一实施例中料盘组件的俯视图。
22.图8为一实施例中料盘组件另一视角的结构示意图。
23.图9为一实施例中两个素材料盘组件上的工件全部移放至成品料盘组件上的示意图。
24.图10为一实施例中其中一个素材料盘组件上的工件全部移放至成品料盘组件上的示意图。
25.主要元件符号说明
26.打磨装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
27.工作台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100a
28.导向槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100b
29.工件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
30.料盘组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
31.料盘
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10a
32.成品料盘组件
ꢀꢀꢀꢀꢀꢀꢀ
11
33.素材料盘组件
ꢀꢀꢀꢀꢀꢀꢀ
12
34.料盘架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
35.收容槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13a
36.料盘底板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
37.开口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14a
38.把手
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14b
39.定位槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14c
40.料盘定位框
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
41.第一定位条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15a
42.第二定位条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15b
43.第三定位条
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15c
44.定位气缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15d
45.推杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15e
46.导向块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
47.连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17
48.螺杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18
49.机器人组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
50.顶升分料组件
ꢀꢀꢀꢀꢀꢀꢀ
30
51.顶升组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
52.滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31a
53.互插机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31b
54.升降块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31c
55.棘槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31c1
56.第二直面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31c2
57.第二弧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31c3
58.止动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31d
59.止动架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31d1
60.止动顶块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31d2
61.压缩弹簧
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311
62.第一弧面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31d3
63.第一直面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31d4
64.复位气缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31d5
65.复位斜销
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31d6
66.斜面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31d7
67.止挡部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31d8
68.凹槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31e
69.第一倾斜面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31e1
70.第一水平面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31e2
71.避让槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31e3
72.气缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31f
73.斜插插销
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31g
74.第二倾斜面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31g1
75.第二水平面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31g2
76.分料组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
77.分料气缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32a
78.顶料件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32b
79.滑块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32c
80.滑动框体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32d
81.滑动腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32e
82.打磨组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
83.打磨头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40a
84.夹爪组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
85.夹爪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41a
具体实施方式
86.下面将结合本技术实施方式中的附图,对本技术的技术方案进行描述,显然,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部的实施方式。
87.需要说明的是,当组件被称为
″
固定于
″
另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是
″
连接
″
另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是
″
设置于
″
另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语
″
垂直的
″
、
″
水平的
″
、
″
左
″
、
″
右
″
以及类似的表述只是为了说明的目的。
88.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本技术。本文所使用的术语
″
或/及
″
包括一个或多个相关的所列项目的任意的和所有的组合。
89.本技术一实施例中提供一种打磨装置,包括至少两组料盘组件、机器人组件、顶升分料组件和打磨组件,每一组所述料盘组件包括料盘,所述料盘用于盛放工件,所述机器人组件连接所述打磨组件用于控制打磨组件的运动;其特征在于,所述顶升分料组件位于所述料盘组件下部,用于可选择性的对一组所述料盘组件上的所述料盘进行顶升,所述打磨组件包括打磨头,所述打磨头用于对所述顶升分料组件所顶升的料盘组件上的工件进行打磨。
90.上述打磨装置先通过所述顶升分料组件选择性的对一组料盘组件上的料盘进行顶升,再通过机器人组件控制打磨头对顶升后的工件进行打磨,进而实现了自动清理工件表面的目的,提高了打磨效率并降低了人工成本。
91.下面结合附图,对本技术的一些实施方式作详细说明。在不冲突的情况下,下述的实施方式及实施方式中的特征可以相互组合。
92.图1为本技术一实施方式中打磨装置100的结构示意图。打磨装置100用于自动打磨工件200表面以去除毛刺。打磨装置100包括料盘组件10、机器人组件20、顶升分料组件30和打磨组件40。料盘组件10用于存放工件200。顶升分料组件30用于抬升料盘组件10中的工件200。机器人组件20用于驱动打磨组件40打磨料盘组件10中的抬升的工件200。
93.打磨装置100包括两组料盘组件10,如图1所示。料盘组件10包括料盘10a。料盘10a用于盛放多个工件200,且多个工件200叠放于料盘10a上。机器人组件20末端连接打磨组件40,用于控制打磨组件40的运动。顶升分料组件30位于料盘组件40的底部,用于可选择性的对一组或两组料盘组件40上的料盘10a进行向上顶升。打磨组件40包括打磨头40a。打磨头40a呈盘状,通过电机驱动旋转,以对顶升分料组件30所顶升的料盘组件10上叠放的工件200进行逐层打磨。在其他实施例中,打磨装置100还可以包括其他数量的料盘组件10,如四组或六组等,且顶升分料组件30可选择性的对其中一组或多组料盘组件40上的料盘10a进行向上顶升。作为示范性举例,机器人组件20可以为机械手臂。
94.每组料盘组件10包括成品料盘组件11和素材料盘组件12。素材料盘组件12用于叠放未打磨的工件200。成品料盘组件11用于叠放打磨完毕的工件200。打磨组件40还包括夹爪组件41,用于取走素材料盘组件12中打磨完毕的工件200。顶升分料组件30用于顶升素材料盘组件12的料盘10a,以使料盘10a上位于底层的工件200上升,便于打磨组件40打磨。当素材料盘组件12中最上层的工件200打磨完毕后,机器人组件20驱动夹爪组件41置于素材料盘组件12上方,夹爪组件41夹持素材料盘组件12中打磨完毕的工件200后,机器人组件20再驱动夹爪组件41移动至成品料盘组件11上方,夹爪组件41松开该工件200并将其放置到成品料盘组件11内,同时顶升分料组件30顶升素材料盘组件12的料盘10a,将下层未打磨的工件200抬升至打磨位,重复上述步骤直至素材料盘组件12的料盘10a上的工件200全部打磨完毕,并移送至成品料盘组件11上,取走成品料盘组件11上的工件200并更换新的未打磨工件200至素材料盘组件12。
95.打磨装置100包括工作台100a,工作台100a位置固定。顶升分料组件30包括顶升组件31和分料组件32。分料组件32设于顶升组件31上,并连接素材料盘组件12的料盘10a。顶升组件31固定于工作台100a底部,用于驱动分料组件32上升或下降,以抬升或落下素材料盘组件12的料盘10a。
96.分料组件32包括分料气缸32a、顶料件32b、滑块32c和滑动框体32d。滑动框体32d大致呈l型,一端与工作台100a底面固定连接,另一端用于止挡滑块32c以限制滑块32c向下移动的距离范围。滑动框体32d的数量与滑块32c的数量对应,每个滑动框体32d围成一滑动腔32e。滑块32c大致呈长方体状,每个滑块32c在对应的滑动腔32e内上下滑动,且与每个素材料盘组件12的料盘10a的位置上下对应。滑块32c上端穿过工作台100a用于接触料盘10a的底部,以托举料盘10a上升或下降。分料气缸32a置于顶升组件31上。顶料件32b呈长方体块状,每个顶料件32b连接一分料气缸32a。分料气缸32a用于驱动顶料件32b沿水平方向靠近或远离对应的一滑块32c的底部。当分料气缸32a驱动顶料件32b置于滑块32c底部时,顶升组件31移动时能够通过顶料件32b托起滑块32c的底部以带动滑块32c上升或下降;当分料气缸32a驱动顶料件32b远离滑块32c时,滑块32c脱离与顶升组件31的连接,不随顶升组件31的移动而移动。在一实施例中,如图2所示,两组料盘组件10对称设置,两组分料气缸32a、顶料件32b、滑块32c和滑动框体32d均对称设置。
97.顶升组件31包括滑轨31a、互插机构31b、升降块31c以及止动机构31d。滑轨31a固定装设于工作台100a的底面并沿竖直方向设置。升降块31c可上下滑动地装设于滑轨31a上。互插机构31b固定设置在滑轨31a上并置于升降块31c两侧。升降块31c与分料组件32连接,用于带动分料组件32升降。互插机构31b用于驱动升降块31c移动。止动机构31d设于滑轨31a上,用于在升降块31c在上升过程中防止升降块31c下降,以稳定升降块31c的位置。
98.图2为一实施例中互插机构31b的示意图。升降块31c两侧上下交错设置有凹槽31e。凹槽31e大致呈三角形,包括相连接的第一倾斜面31e1及第一水平面31e2,第一水平面31e2水平设置,第一倾斜面31e1倾斜朝上设置,且凹槽31e的开口朝升降块31c两侧设置。互插机构31b包括两个气缸31f和两个斜插插销31g。每个斜插插销31g连接一气缸31f的输出端。两个气缸31f分别固定置于升降块31c的两侧。斜插插销31g末端设有第二倾斜面31g1及第二水平面31g2,第二水平面31g2水平设置,第二倾斜面31g1朝上设置且倾斜度与第一倾斜面31e1相同。
99.互插机构31b驱动升降块31c移动的一实施方式为:当升降块31c滑动至滑轨31a最底部时,升降块31c左侧的一凹槽31e的开口对准左侧的斜插插销31g,气缸31f驱动左侧的斜插插销31g插入凹槽31e后,斜插插销31g的第二倾斜面31g1能够滑动抵推凹槽31e的第一倾斜面31e1,使得斜插插销31g的水平移动转化为升降块31c的竖直移动,直至斜插插销31g的第二水平面31g2接触凹槽31e的第一水平面31e2,气缸31f停止驱动斜插插销31g移动,进而使得升降块31c仅上升一段距离;此时升降块31c右侧的一凹槽31e对准右侧的斜插插销31g,气缸31f先驱动左侧的斜插插销31g拔出凹槽31e,止动机构31d能够阻止升降块31c下落,接着右侧的气缸31f驱动右侧的斜插插销31g插入右侧的凹槽31e,右侧的斜插插销31g的第二倾斜面31g1滑动抵推凹槽31e的第一倾斜面31e1,以带动升降块31c继续上升相同的一段距离,直至斜插插销31g的第二水平面31g2接触凹槽31e的第一水平面31e2;此时升降块31c左侧的另一凹槽31e再次对准左侧的斜插插销31g,右侧的气缸31f先驱动右侧的斜插插销31g拔出右侧的凹槽31e,接着左侧的气缸31f驱动左侧的斜插插销31g再次插入凹槽31e,以带动升降块31c上升相同的一段距离;两侧的斜插插销31g如此往复交替插入到凹槽31e内,以使升降块31c等距上升。
100.为了使斜插插销31g的第二水平面31g2充分接触凹槽31e的第一水平面31e2,凹槽31e还包括避让槽31e3,避让槽31e3设于第一倾斜面31e1与第一水平面31e2之间的夹角处,避让槽31e3用于收容斜插插销31g的尖角,以防止凹槽31e的夹角处进入杂质后,导致斜插插销31无法充分抵推升降块31c移动足够的距离。
101.图3为一实施例中止动机构31d的结构示意图。止动机构31d实现升降块31c单向上升的一实施方式为:升降块31c的背面沿竖直方向排列设有多个棘槽31c1。止动机构31d包括止动架31d1及止动顶块31d2。止动架31d1固定设置在滑轨31a的背侧。止动顶块31d2沿水平方向滑动设置在止动架31d1上。止动顶块31d2和止动架31d1之间设置有压缩弹簧311,压缩弹簧311用于朝升降块31c方向弹性抵推止动顶块31d2。止动顶块31d2末端设有相连接的第一弧面31d3及第一直面31d4,第一弧面31d3朝下设置,第一直面31d4朝上设置。每个棘槽31c1设有相对应的第二弧面31c3及第二直面31c2。当止动顶块31d2在压缩弹簧311的作用下插入棘槽31c1内时,第一直面31d4能够抵持第二直面31c2,以使升降块31c保持在当前高度,防止升降块31c下落;当升降块31c在互插机构31b的作用下上升时,第二弧面31c3滑动
抵推第一弧面31d3,并能够将止动顶块31d2推出棘槽31c1,直至下一个棘槽31c1移动至止动顶块31d2的水平高度后,止动顶块31d2在压缩弹簧311的作用下再次插入棘槽31c1内,以使升降块31c保持在当前高度。
102.图4为图3中止动机构31d的侧视图。止动机构31d实现升降块31c下落复位的一实施方式为:止动机构31d还包括复位气缸31d5和设置在复位气缸31d5输出端的复位斜销31d6。复位斜销31d6的末端设有斜面31d7。斜面31d7朝下设置。复位气缸31d5用于驱动复位斜销31d6下移,带动斜面31d7滑动抵推止动顶块31d2朝远离升降块31c的方向移动,直至止动顶块31d2脱离棘槽31c1,以解除止动顶块31d2对棘槽31c1的移动限制。当升降块31c在互插机构31b的作用下上升至滑轨31a最顶端时,复位气缸31d5驱动复位斜销31d6下降,并通过斜面31d7抵推止动顶块31d2脱离棘槽31c1,升降块31c在重力作用下滑落至滑轨31a底端。
103.具体地,复位斜销31d6底部还设有止挡部31d8,在复位斜销31d6处于复位状态时,止挡部31d8能够限制止动顶块31d2的移动距离,以防止压缩弹簧311过度抵推止动顶块31d2。
104.在一实施例中,升降块31c两侧的凹槽31之间的间距(即相邻两个第一水平面31e2之间的距离)和棘槽31c1的间距(即相邻两个第二直面31c2之间的距离)均等于一个工件200的厚度,使得升降块31c在互插机构31b的作用下每次上升的距离与一个工件200的厚度相同,进而实现在夹爪组件41取走料盘10a最上层的一个工件200后,升降块31c带动料盘10a上升将下层的工件200抬升至最上层,以便于夹爪组件41抓取。
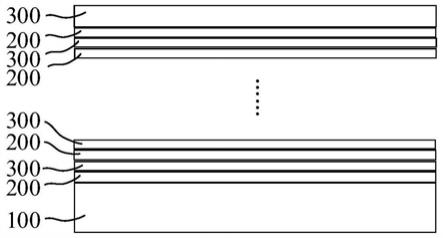
105.图5为一实施例中料盘组件10的立体示意图。料盘组件10还包括料盘架13和料盘底板14。料盘底板14水平设置,并设置在工作台100a上。料盘架13装设于料盘底板14上。料盘架13上设有收容工件200的收容槽13a。多个工件200可上下滑动地叠放于收容槽13a内,且收容槽13a的侧壁用于对工件200限位。料盘10a可上下滑动地置于收容槽13a底部,用于承载工件200。料盘底板14设置有供滑块32c穿过的开口14a。在一实施例中,每个料盘底板14上装设有三个并列设置的料盘架13,料盘10a置于三个料盘架13的三个收容槽13a内,以使滑块32c上升时能够同时抬升三个料盘架13内的工件200。对应地,如图6所示,夹爪组件41包括三个并列设置的夹爪41a,且三个夹爪41a的位置与三个料盘架13相对应。在打磨头40a将三个料盘架13最上层的工件200打磨完毕后,三个夹爪41a用于同时将三个料盘架13最上层的工件200取走,以使料盘10a上升一个工件200厚度的距离后,能够将三个料盘架13下层的工件200同时抬升至最上层,以便打磨头40a打磨。在其他实施例中,料盘底板14上也可以设有其他数量或摆设方式的料盘架13。
106.图7为一实施例中料盘组件10的俯视图。料盘组件10还包括料盘定位框15。料盘定位框15装设于工作台100a上,包括第一定位条15a、第二定位条15b及第三定位条15c。第一定位条15a及第二定位条15b相平行设置,第三定位条15c置于第一定位条15a及第二定位条15b之间。第一定位条15a、第二定位条15b及第三定位条15c围绕料盘底板14设置,用于接触料盘底板14的三个侧壁以对料盘底板14进行定位。具体地,第一定位条15a、第二定位条15b的长度大于料盘底板14的长度,第一定位条15a、第二定位条15b靠近第三定位条15c的区域为机器人组件20的作业范围,远离第三定位条15c的区域为安全区域,所述安全区域用于放入或拿取料盘底板14。料盘底板14放入所述安全区域后,将料盘底板14沿第一定位条15a、
第二定位条15b抵推至第三定位条15c,使料盘底板14置于机器人组件20的作业区域,作业完成后,将料盘底板14沿第一定位条15a、第二定位条15b拉回至所述安全区域,以拿取或更换料盘底板14。
107.为了方便推动或拉回料盘底板14,料盘底板14远离第三定位条15c的一侧设有把手14b。
108.为了固定料盘底板14,料盘定位框15在第二定位条15b处设有定位气缸15d及推杆15e,推杆15e连接定位气缸15d的驱动端。料盘底板14靠近第二定位条15b的侧壁上设有定位槽14c。定位气缸15d装设于工作台100a上,用于驱动推杆15e插入定位槽14c内,以固定料盘底板14的位置。
109.图8为一实施例中料盘组件10另一视角的结构示意图。为了方便同时推动或拉回成品料盘组件11和素材料盘组件12的料盘底板14,工作台100a上的对应位置上设有导向槽100b。导向槽100b平行于第一定位条15a及第二定位条15b,且两端分别置于机器人组件20的作业区域及所述安全区域。工作台100a上还设置有分别在成品料盘组件11和素材料盘组件12对应的导向槽100b内滑动的导向块16。两个导向块16在工作台100a的底部通过连接板17相连接,且每个导向块16可拆卸地连接对应的料盘底板14。连接板17螺纹连接一螺杆18上,螺杆18设于工作台100a的底部,且平行于导向槽100b设置。螺杆18一端连接一驱动器(图未示),所述驱动器用于驱动螺杆18转动以带动连接板17移动,连接板17通过导向块16带动成品料盘组件11和素材料盘组件12同时移动,同时实现了料盘底板14在机器人组件20的作业区域及所述安全区域之间自动移动,避免了人员受伤风险。
110.具体地,导向块16通过插入把手14b与料盘底板14之间的空隙内以连接料盘底板14。且在其他实施例中,螺杆18可以取消,每个导向块16连接一螺杆18,所述驱动器分别驱动成品料盘组件11或素材料盘组件12的料盘底板14移动。
111.打磨装置100打磨工件200的过程为:将两组成品料盘组件11和素材料盘组件12在所述安全区域放入第一定位条15a、第二定位条15b之间,且导向块16插入把手14b与料盘底板14之间的空隙内;所述驱动器驱动螺杆18转动,连接板17通过导向块16带动成品料盘组件11及素材料盘组件12从所述安全区域移动至机器人组件20的作业区域;定位气缸15d驱动推杆15e插入定位槽14c内以固定料盘底板14;机器人组件20驱动打磨头40a打磨两个素材料盘组件12中料盘架13最上层的工件200;打磨后,机器人组件20驱动夹爪组件41依次夹持两个素材料盘组件12的料盘架13最上层的工件200,并放入两个成品料盘组件11中;两个分料气缸32a分别驱动两个顶料件32b移动至对应的滑块32c的底部;升降块31c左侧的气缸31f驱动左侧的斜插插销31g插入凹槽31e,斜插插销31g的第二倾斜面31g1滑动抵推凹槽31e的第一倾斜面31e1,使得升降块31c上升;直至斜插插销31g的第二水平面31g2接触凹槽31e的第一水平面31e2,气缸31f停止驱动斜插插销31g移动;升降块31c上升后,通过两个滑块32c分别抬升两个料盘10a,料盘10a抬升底层的工件200至最上层;机器人组件20驱动打磨头40a再次打磨素材料盘组件12中料盘架13最上层的工件200;打磨后机器人组件20再次驱动夹爪组件41将两个素材料盘组件12的工件200放入对应的成品料盘组件11中;气缸31f驱动左侧的斜插插销31g拔出凹槽31e,止动顶块31d2阻止升降块31c下落;升降块31c右侧的气缸31f驱动右侧的斜插插销31g插入右侧的凹槽31e,右侧的斜插插销31g的第二倾斜面31g1滑动抵推凹槽31e的第一倾斜面31e1,以使升降块31c再次上升,直至斜插插销31g的第
二水平面31g2接触凹槽31e的第一水平面31e2;升降块31c上升后,通过两个滑块32c分别抬升两个料盘10a,料盘10a再次抬升底层的工件200至最上层;如此反复,直至升降块31c上升至滑轨31a的最顶端,两个素材料盘组件12上的工件200全部移放至对应的成品料盘组件11上,如图9所示;复位气缸31d5驱动复位斜销31d6下移,带动斜面31d7滑动抵推止动顶块31d2,直至止动顶块31d2脱离棘槽31c1,升降块31c在重力作用下滑落至滑轨31a底端复位,同时两个滑块32c在重力作用下滑落复位;定位气缸15d驱动推杆15e拔出定位槽14c;所述驱动器驱动螺杆18反向转动,连接板17通过导向块16带动成品料盘组件11及素材料盘组件12从机器人组件20的作业区域移动至所述安全区域;取走成品料盘组件11及素材料盘组件12,更换未打磨的工件200并重复上述步骤。
112.在其他实施例中,两个分料气缸32a可以只驱动其中一个顶料件32b移动至对应的滑块32c的底部,另一个脱离滑块32c的底部,进而只对其中一组成品料盘组件11及素材料盘组件12进行作业,如图10所示。
113.上述打磨装置100通过顶升分料组件30选择性的对一组素材料盘组件12上的料盘10a进行顶升,再通过机器人组件20控制打磨头40a对顶升后的工件200进行打磨,再通过夹爪组件41将打磨后的工件200放入成品料盘组件11,进而实现了自动清理工件200表面毛刺的目的,提高了打磨效率并降低了人工成本。
114.另外,本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围之内,对以上实施例所作的适当改变和变化都落在本技术的公开范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。