1.本发明涉及难加工材料孔精加工技术领域,尤其涉及一种液压偶件精密珩磨 孔径预测及控制方法。
背景技术:
2.珩磨是利用珩磨油石与内孔圆柱面接触挤压并沿螺旋轨迹切除材料的精加 工工艺,其加工材料主要为铸铁和淬硬钢,加工尺寸公差等级为it7~it4,表面 粗糙度可达0.32~0.08μm,且在汽缸孔、油缸孔、液压缸孔生产中得到广泛应 用。在珩磨加工时,珩磨头既做周向旋转运动也进行轴向往复运动,同时通过液 压控制珩磨头中的涨锥杆伸张与收缩从而实现油石径向外涨与回退,进而使油石 磨粒与工件表面发生接触挤压,最终达到在内孔表面去除材料的目的。
3.影响珩磨材料去除率的因素有:珩磨杆往复速度、珩磨杆转速、每往复进给 量、珩磨越程量、油石粒径及目数等。通过气动量仪测量珩前、珩后孔径可计算 得出珩磨材料去除体积,将其与珩磨时间作比得出珩磨材料去除率。2015年黄 大顺硕士在《南京航空航天大学学报》杂志上发表的题为“镍基高温合金珩磨材 料去除率研究”的论文,在论文中开展了珩磨正交试验来研究珩磨材料去除率变 化规律。试验结果表明:每往复进给量和油石粒径及目数对材料去除率影响显著, 而轴向往复速度、珩磨杆转速、越程量对材料去除率无显著影响。另外,由于加 工参数未能预测珩磨材料去除率,因此只做出定性分析并未进行定量表征。此外, 其并没有提出材料去除率与珩后孔径精度之间的联系,珩磨加工常存在珩后孔径 一致性差的问题,片面追求高加工效率必定会严重影响孔加工精度和表面质量, 因此在保证孔高精度、高一致性的前提下,最大程度提高加工效率是解决问题的 关键。
技术实现要素:
4.为了实现珩后孔径值的预测及珩磨精度控制,本发明提出了液压偶件精密珩 磨孔径预测及控制方法,属于内孔尺寸控制的珩磨加工方法,通过分析珩磨过程 中材料去除率的变化规律,并为提高珩后孔不同高度位置处的孔径一致性,建立 了增设停留时间的珩磨材料去除体积预测模型,进而实现珩后孔径值的预测并进 行了试验验证。利用珩磨试验数据及预测结果拟合珩磨工艺参数优化回归公式, 建立了工艺参数优化模型,实现了珩磨孔径精度控制,提高了孔径一致性。
5.为实现上述目的,本发明采用的技术方案如下:
6.一种液压偶件精密珩磨孔径预测及控制方法,包括如下步骤:
7.步骤s1、获取珩磨油石的加工参数及几何参数与珩前底孔孔径值;
8.步骤s2、构造材料去除率公式并初步计算q
m
与d
s
值;
9.涨锥杆与油石通过楔形结构进行力的传递,由于涨锥杆在珩磨过程中保持伸 张状态,油石与工件表面始终存在接触挤压,因而涨锥杆轴向压力转变成油石径 向压力。
[0010][0011]
其中f
hr
表示油石径向正压力,μ1表示硬质合金之间的滑动摩擦系数,μ2为 cbn与硬质合金的滑动摩擦系数,涨锥角用φ来表示,油石条数用m来表示, p
r
为珩磨压力,而s
k
为涨锥杆横截圆面积。
[0012]
根据珩磨油石运动及受力的研究分析,并结合油石与内孔接触的模拟仿真结 果,推导出珩磨材料去除率理论公式,具体可表示为
[0013]
当0≤z<(l
s
‑
l
d
)时,
[0014]
当(l
s
‑
l
d
)≤z<l
s
时,
[0015]
当l
s
≤z<(h
‑
l
s
)时,
[0016]
当(h
‑
l
s
)≤z<(h
‑
l
s
l
u
)时,
[0017]
当(h
‑
l
s
l
u
)≤z<h时,
[0018]
其中v
a
代表往复速度、l
u
与l
d
分别为上越程量和下越程量、b为油石宽度、 h为工件孔高度、l
s
表示为油石长度,材料去除率用q
m
表示,z代表油石中心质 点在内孔中所处的高度位置,接触承载比用k表示。
[0019]
使用气动量仪以特定间距沿内孔高度方向测量珩前底孔尺寸,经过非线性拟 合得到孔不同高度位置处的珩前孔径值d0,与对应高度材料去除率相结合可得 珩后孔径d
h
,其表达式为
[0020][0021]
步骤s3、根据初始珩后孔径分布,计算出越程段停留时间取值;
[0022]
珩后孔高度位置主要分为三部分:上越程段、中间区域及下越程段。将孔中 间区域的平均孔径值作为理想珩后孔径,并将其分别与上下越程段处孔径值进行 数值运算,可得到单冲程越程段停留时间,其表达式为
[0023][0024][0025]
其中t
d
、t
u
分别为下越程段停留时间与上越程段停留时间,为孔中间区域 的平均孔径值,d
i
代表越程段任意高度位置的孔径值,h为单位高度,为平 均材料去除率,i为孔不同高度位置处的计数值,而n表示珩磨加工中的往复冲 程次数。
[0026]
需要注意的是,t
d
与t
u
取值不能为负值,且当停留时间小于0.1s时,可以忽略停 留
时间对越程段材料去除体积的影响效果。
[0027]
步骤s4、建立珩磨材料去除体积预测模型,并预测珩磨材料去除率及珩后 孔径值;
[0028]
计算珩磨材料去除率极差值,具体表达式为
[0029][0030]
由于越程段增设停留时间,将会造成越程段材料去除体积出现额外增长,改 进后的珩磨材料去除率公式具体表达式如下所示:
[0031][0032]
步骤s5、开展珩磨正交试验并拟合珩磨工艺参数优化回归公式;
[0033]
分析各工艺参数对材料去除率及珩后孔径差的影响,并将珩磨实验材料去除 率及珩后孔径差与预测模型的仿真结果进行对比,用以验证模型的准确性。同时 利用珩磨试验数据拟合珩磨工艺参数优化回归公式,其表达式为
[0034][0035][0036]
其中珩后孔径差为d
s
,α、β、γ、ε均为珩磨材料去除率拟合系数,而b、c、 d、e表示珩后孔径差拟合系数,将珩磨试验珩后孔的材料去除率及孔径差与预 测模型的仿真结果进行对比,用以验证模型的准确性。
[0037]
将珩磨试验材料去除率及珩后孔径差代入神经网络进行优化迭代,输入各工 艺参数,并将隐含层神经元个数设定为10,随机选取70%的样本作为训练数据, 15%的样本作为验证数据,剩余15%的样本用于测试,经循环后得到的输出解为 最佳工艺参数。
[0038]
结果表明:增设合适的停留时间并采用最佳工艺参数进行珩磨加工,可满足 珩后孔径一致性要求,并增大珩磨材料去除率。
[0039]
本发明的优势在于:
[0040]
(1)可以在进行少量珩磨试验的情况下,对模型进行校准,可以根据珩前 底孔尺寸分布规律,增设合适的停留时间调整孔不同高度位置处的珩磨材料去除 率,实现对珩后孔径精度的控制。利用珩磨工艺参数优化回归公式可以获得最佳 工艺参数,既保证了珩后孔径一致性,又可以适当提高材料去除率,降低企业生 产成本并提高生产效率。
[0041]
(2)在建立珩磨孔径分布预测模型的过程中,考虑了珩前底孔状态对珩后 孔径精
度的影响,通过分析孔不同高度位置处的珩前底孔尺寸,计算得出越程段 应当增设的停留时间值,并将其用于建立珩磨孔径预测模型。
[0042]
(3)利用神经网络对珩磨试验数据进行测试及验证,迭代优化获得最佳工 艺参数,并用优化后的工艺参数进行珩磨加工,保证珩后孔径一致性及提高珩磨 材料去除率。
附图说明
[0043]
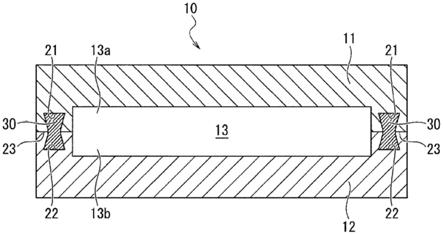
图1是本发明所采用的珩磨加工装置实物图;
[0044]
图2为珩磨油石运动示意图;1
‑
油石、2
‑
阀套;图3所示为涨锥压力与油石正压力受力分析图;
[0045]
图4为停留时间计算流程图;
[0046]
图5为试验珩后孔与预测模型结果对比图;
[0047]
图6为工艺参数优化流程图。
具体实施方式
[0048]
下面结合附图和实例对本发明进一步进行说明。
[0049]
如图2所示为珩磨油石运动示意图,珩磨油石运动是由油石1外涨运动、轴 向往复运动和回转运动组合而成的合运动,受反向加速度的影响,油石将进行先 加速再匀速并最终减速的运动过程,并将油石端面处于越程止点位置时露出阀套 2孔表面的高度作为越程量。
[0050]
油石1的总长度记为l
s
,宽度b,其中上越程量为l
u
,下越程量为l
d
,阀的初 始孔径为d0,往复速度为v
a
,转速用v
n
表示。
[0051]
图3所示为涨锥压力与油石正压力受力分析图,涨锥压力由珩磨压力与锥杆 截面积所决定。假定涨锥压力f
k
与涨锥角及各摩擦系数等条件已知。当珩磨 头整体向下运动时,油石工作面所受摩擦力f
ha
方向向上,涨锥一直处于外涨状 态,正压力f
hr
方向始终指向轴线,此时油石块所受支反力f
a3
向下;当珩磨头 整体向上运动时,涨锥依旧处于外涨状态,f
ha
方向向下,f
a3
向上。
[0052]
根据珩磨油石运动及受力的研究分析,并结合油石与内孔接触的模拟仿真结 果,推导出珩磨材料去除率理论公式。
[0053]
使用气动量仪沿内孔高度方向测量珩前底孔尺寸,经过非线性拟合得到孔不 同高度位置处的珩前孔径值d0。
[0054]
由材料去除率公式并结合珩前底孔尺寸可计算出初始珩后孔径值,其表达式 为:
[0055][0056]
图4所示停留时间计算流程图,将珩后孔按照孔不同高度位置分为(0,l
s
‑
l
u
], (l
s
‑
l
u
,h
‑
l
s
l
d
],(h
‑
l
s
l
d
,h]三部分,取孔中间区域的平均孔径值作为理想孔径 尺寸,并分别与上下越程段内的孔径值进行运算,可得到越程段材料去除体积差 值,进而判断并计算出停留时间。
[0057]
若孔中间区域材料去除体积相比某越程段处材料去除体积值大,需要在该越 程段内增设停留时间;若中间区域材料去除体积值小于某越程段处材料去除体积, 则该越程段不需要设置停留时间,计算停留时间的具体表达式为:
[0058][0059][0060]
其中t
d
、t
u
分别为下越程段停留时间与上越程段停留时间,为孔中间区域 的平均孔径值,d
i
代表越程段任意位置处的孔径值,h为单位高度,为平均 材料去除率,i为孔不同高度位置处的计数值,而n表示珩磨加工中的往复冲程 次数。
[0061]
需要注意的是,t
d
与t
u
取值不能为负值,且当停留时间小于0.1s时,可以忽 略停留时间对越程段材料去除体积的影响效果。
[0062]
珩磨材料去除率极差值可具体表示为:
[0063][0064]
建立珩磨材料去除体积预测模型,并考虑停留时间对越程段材料去除体积的 影响,可得到改进后的珩磨材料去除率公式,其表达式为:
[0065][0066]
采用diahon公司研制的coolexact珩磨刀在dmf180工中心上进行珩磨试 验,珩磨刀上装有4块磨粒密度为200#/230#的(磨粒平均尺寸为64μm)多层烧 结超硬磨料cbn油石,主要应用在镗削后的粗珩加工中,珩前底孔尺寸d0介于 φ6.975~6.981mm之间,表面粗糙度r
a
为0.8~1.6μm,孔长h为60mm。
[0067]
不考虑珩磨过程中产生的油石磨损及材料塑性变形,理想珩后孔径值为 φ6.992~6.995mm,珩后孔径差将小于4μm,表面粗糙度也将低于0.4μm。珩磨 油石长度l
s
取为30mm,宽度b选取为1.5mm。
[0068]
按照表1开展正交珩磨试验,并进行相应的模型仿真运算,为了验证模型准 确度,采用如下公式计算误差值:
[0069][0070]
表1珩磨正交试验变量表
[0071][0072]
由公式计算可知,平均误差为7.9%,观察发现模型误差始终小于10%,说 明模型预测精度可满足要求。
[0073]
以v
a
=3m/min、p
r
=1.5mpa、l=10mm、n
s
=1365rpm的工艺参数组合作为实 例,将试验珩后孔与模型仿真结果做对比,其对比结果如图4所示。
[0074]
针对珩磨试验数据进行显著性分析,探究各工艺参数对珩磨材料去除率及珩 后孔径差的影响,并将珩磨试验材料去除率及珩后孔径差与预测模型的仿真结果 进行对比,用以验证模型的准确,见图5。
[0075]
利用珩磨试验数据拟合珩磨工艺参数优化回归公式,其表达式为
[0076][0077][0078]
其中珩后孔径差为d
s
,α、β、γ、ε均为与珩磨材料去除率相关的拟合系数, 而b、c、d、e为与珩后孔径差相关的拟合系数。
[0079]
图6为工艺参数优化流程图,首先筛选正交试验数据中符合标准的珩后孔作 为目标孔径,其次将珩磨材料去除率及珩后孔径差代入神经网络多次循环迭代, 最终输出可满足材料去除率与孔径精度要求的最佳工艺参数。
[0080]
结果表明:当v
a
为3~5m/min、p
r
为1.5~2mpa、l为10mm、n
s
设为1365r/min 时,可以在确保珩后孔径一致性要求(小于3μm)的前提下,增大珩磨加工材料 去除率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。