1.本实用新型属于锁具制备机械技术领域,特别涉及一种压铸锁壳自动加工机床。
背景技术:
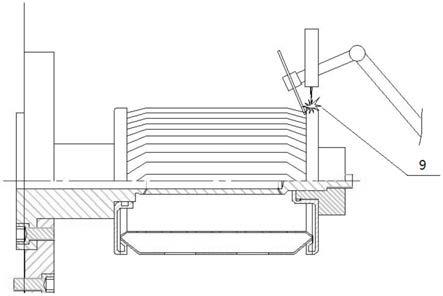
2.压铸锁壳是采用压铸技术制造的锁壳,以其制造成本低和生产周期短等优点广泛应用在门锁和橱柜锁上,参照图1所示,锁壳外形为葫芦状,葫芦状的中间铸造有两个对称布置的凸台,葫芦的大头加工有贯穿的锁芯孔,葫芦的小头的侧面加工有若干弹子孔,葫芦小头的端面加工有销钉孔,锁具安全防护的原理是,由于锁芯孔的内部装有锁芯,通过对不同长度、不同数量的弹子进行组合从而生产出具有安全防护的锁具。由于采用的压铸工艺,锁壳的锁芯孔、弹子孔和销钉孔需要进行二次加工才能保证其精度要求,传统的加工方式采用单工序模式,即锁壳的锁芯孔、弹子孔和销钉孔工序至少各需一台设备加工,生产效率低下且由于重复定位和二次装夹,锁壳的加工精度很难保证,另外,此种锁壳外形较大,工序之间的周转周期短且周转也十分不便。
技术实现要素:
3.本实用新型为了弥补现有技术的不足,提供了一种工作效率高、劳动强度低、加工精度高的压铸锁壳自动加工机床。
4.本实用新型是通过如下技术方案实现的:
5.一种压铸锁壳自动加工机床,包括机架,机架内设有底板,其特征是:所述底板上安装有转盘部,转盘部上设有若干夹具部,夹具部分别对应设有安装于底板上的进料部、钻弹子孔部、钻销钉孔部、钻锁芯孔部、冲毛刺部和卸料部。
6.所述转盘部包括固定于底板上的回转工作台,回转工作台上安装有转盘,转盘底部设有对应每个夹具部的机械阀,机械阀端部连接滚轮,机械阀内侧设有安装于回转工作台上的机械阀靠板,机械阀靠板圆周上设有对应进料部和卸料部的缺口,缺口的凸台上设有机械阀拨片,机械阀拨片一端与机械阀靠板相铰接,机械阀拨片另一端安装拨片杆,拨片杆通过拨片气缸接头与拨片气缸相连接,拨片气缸固定于拨片活动座上,拨片活动座固定于底板上。
7.所述转盘中心设有分气管固定座,分气管固定座上穿设旋转接头,旋转接头外部卡设旋转接头支架,旋转接头支架安装于旋转接头支架加长杆上,旋转接头支架加长杆安装于旋转接头固定板上,回转工作台连接驱动电机。
8.所述夹具部包括固定于底板上的夹具底板,夹具底板前端设有直线导轨,直线导轨两侧分别设有夹紧滑块,夹紧滑块上安装有夹紧镶块座,夹紧镶块座内安装上夹紧镶块座和下夹紧镶块座,直线导轨后方设有夹紧滑动座,夹紧滑动座上安装夹紧滑轨,夹紧滑轨上安装夹紧导向板,夹紧导向板前端底部两侧设有导向槽,导向槽内设有夹紧轴承,夹紧轴承内安装轴承支撑杆,轴承支撑杆固定于夹紧镶块座上。
9.所述夹紧导向板连接夹紧气缸接头,夹紧气缸接头通过夹紧螺栓与夹紧气缸的气
缸杆相连接,夹紧滑动座两侧设有夹紧滑动座左右调节块,夹具底板底部设有夹具部前后调节块。
10.所述进料部包括安装于底板的进料主支架,进料主支架上安装进料导轨板,进料导轨板侧面安装进料导轨,进料导轨上安装进料滑块,进料滑块与进料气缸的浮动接头相连接,进料导轨板通过进料座连接板与进料座相连接,进料座上设有卡设锁壳的前进料条和后进料条,进料滑块侧面设有进料推块,进料推块上固定有定位针块,定位针块上安装定位针。
11.所述进料气缸安装于进料气缸座上,前进料条安装于前落料条座上,后进料条安装于后落料条座上,前落料条座和后落料条座分别安装于落料支架上,进料导轨板端部安装有进料后限位板,进料座连接板上安装有机械手上下调节块。
12.所述钻弹子孔部包括钻弹子孔主支架,钻弹子孔主支架上安装钻弹子孔上下进给组件,钻弹子孔上下进给组件的弹子孔上下进给移动板上通过弹子孔前后移动支架安装钻弹子孔前后进给组件,钻弹子孔前后进给组件上安装钻弹子孔电机,钻弹子孔电机安装于弹子孔前后进给移动板上。
13.所述钻弹子孔上下进给组件和钻弹子孔前后进给组件分别包括弹子孔进给导轨垫铁,弹子孔进给导轨垫铁上安装弹子孔进给方轨,弹子孔进给方轨上安装弹子孔进给滑块,弹子孔进给滑块与弹子孔上下进给移动板或弹子孔前后进给移动板底部相固定,弹子孔上下进给移动板和弹子孔前后进给移动板底部分别与弹子孔进给丝杆螺母座相固定,弹子孔进给丝杆螺母座安装于弹子孔进给丝杆上,弹子孔进给丝杆由弹子孔进给电机带动。
14.所述钻弹子孔主支架安装于弹子孔角度调节板上,弹子孔角度调节板固定于弹子孔上燕尾块上,弹子孔上燕尾块安装于弹子孔下燕尾块上,弹子孔下燕尾块固定于底板上,弹子孔上燕尾块上安装弹子孔燕尾调节杆,弹子孔下燕尾块上安装弹子孔燕尾调节块,弹子孔燕尾调节杆端部卡于弹子孔燕尾调节块上。
15.所述钻销钉孔部包括钻销钉孔支架,钻销钉孔支架侧面安装销钉孔导轨垫铁,销钉孔导轨垫铁上安装销钉孔进给方轨,销钉孔进给方轨上安装销钉孔进给滑块,销钉孔进给滑块与销钉孔进给移动板相连接,销钉孔进给移动板上安装钻销钉孔电机,销钉孔进给移动板由销钉孔进给丝杆带动,销钉孔进给丝杆由销钉孔进给电机带动。
16.所述钻销钉孔支架安装于上销钉孔燕尾块上,上销钉孔燕尾块安装于中销钉孔燕尾块上,中销钉孔燕尾块安装于下销钉孔燕尾块上,下销钉孔燕尾块固定于底板上。
17.所述钻锁芯孔部包括钻锁芯孔支架,钻锁芯孔支架侧面安装钻锁芯孔导轨垫铁,钻锁芯孔导轨垫铁上安装锁芯孔进给方轨,锁芯孔进给方轨上安装锁芯孔进给滑块,锁芯孔进给滑块与锁芯孔进给移动板相连接,锁芯孔进给移动板上安装锁芯孔进给主轴座,锁芯孔进给主轴座安装锁芯孔主轴。
18.所述锁芯孔进给主轴座上安装钻锁芯孔电机支架,钻锁芯孔电机支架上安装钻锁芯孔电机,钻锁芯孔电机连接钻锁芯孔主动轮,钻锁芯孔主动轮通过钻锁芯孔同步带带动钻锁芯孔从动轮,钻锁芯孔从动轮安装于锁芯孔主轴上,锁芯孔进给移动板由锁芯孔进给丝杆带动,锁芯孔进给丝杆由锁芯孔进给电机带动。
19.所述钻锁芯孔支架安装于上锁芯孔燕尾块上,上锁芯孔燕尾块安装于中锁芯孔燕尾块上,中锁芯孔燕尾块安装于下锁芯孔燕尾块上,下锁芯孔燕尾块固定于钻锁芯孔加高
座上,钻锁芯孔加高座固定于底板上。
20.所述冲毛刺部包括固定于底板的冲毛刺底座,冲毛刺底座上安装冲毛刺导轨座,冲毛刺导轨座上安装冲毛刺方轨,冲毛刺方轨上安装冲毛刺滑块,冲毛刺滑块上安装冲毛刺移动板,冲毛刺移动板上安装冲毛刺连接件,冲毛刺连接件上安装冲毛刺针座,冲毛刺针座上安装冲针。
21.所述冲毛刺移动板与冲毛刺气缸接头连接,冲毛刺气缸接头与冲毛刺气缸连接,冲毛刺气缸安装于冲毛刺气缸板上,冲毛刺气缸板安装于冲毛刺底座上,冲毛刺针座上方固定有冲毛刺针座上下调节块,冲毛刺底座两侧安装有冲毛刺调节顶板,冲毛刺调节顶板上安装冲毛刺调节顶杆。
22.所述卸料部包括安装于底板的卸料支架,卸料支架上安装卸料支撑板,卸料支撑板两侧安装卸料前导柱板和卸料后导柱板,卸料前导柱板安装卸料移动气缸,卸料前导柱板和卸料后导柱板之间连接卸料导柱,卸料导柱上穿设有卸料移动座,卸料移动座侧边安装卸料气缸座,卸料气缸座上安装卸料气缸,卸料气缸通过卸料杆接头连接卸料导向柱,卸料导向柱穿过卸料导向块,卸料导向块安装于卸料移动座侧面。
23.本实用新型的有益效果是:将进料、钻弹子孔、钻销钉孔、钻锁芯孔、冲毛刺和卸料安装在一台机器上并实现紧凑连接,机器启动后多道工序同时进行加工,生产效率大幅度提高,降低了生产成本,节约了生产用地,更为重要的是工件放进夹具组件后,加工过程中全程处于夹紧状态,避免了重复装夹和工序周转带来的加工精度低等问题。
附图说明
24.下面结合附图对本实用新型作进一步的说明。
25.附图1为本实用新型的压铸锁壳结构示意图;
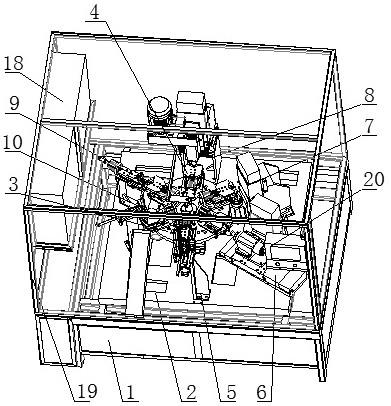
26.附图2为本实用新型的立体结构示意图一;
27.附图3为本实用新型的立体结构示意图二;
28.附图4为本实用新型的转盘部结构示意图一;
29.附图5为本实用新型的转盘部结构示意图二;
30.附图6为本实用新型的夹具部结构示意图;
31.附图7为本实用新型的进料部结构示意图一;
32.附图8为本实用新型的进料部结构示意图二;
33.附图9为本实用新型的钻弹子孔部结构示意图一;
34.附图10为本实用新型的钻弹子孔部结构示意图二;
35.附图11为本实用新型的钻销钉孔部结构示意图;
36.附图12为本实用新型的钻锁芯孔部结构示意图;
37.附图13为本实用新型的冲毛刺部结构示意图;
38.附图14为本实用新型的卸料部结构示意图;
39.图中,1机架,2底板,3转盘部,4夹具部,5进料部,6钻弹子孔部,7钻销钉孔部,8钻锁芯孔部,9冲毛刺部,10卸料部,11锁壳,12弹子孔,13销钉孔,14锁芯孔,15锁壳耳部,16锁芯,17弹子,18电箱,19围栏,20显示屏,301回转工作台,302转盘,303机械阀,304滚轮,305机械阀靠板,306缺口,307机械阀拨片,308拨片杆,309拨片气缸接头,310拨片气缸,311拨
片活动座,312分气管固定座,313旋转接头,314旋转接头支架,315旋转接头支架加长杆,316旋转接头固定板,317驱动电机,401夹具底板,402直线导轨,403夹紧滑块,404夹紧镶块座,405上夹紧镶块座,406下夹紧镶块座,407夹紧滑动座,408夹紧滑轨,409夹紧导向板,410导向槽,411夹紧轴承,412轴承支撑杆,413夹紧气缸接头,414夹紧螺栓,415夹紧气缸,416夹紧滑动座左右调节块,417夹具部前后调节块,501进料主支架,502进料导轨板,503进料导轨,504进料滑块,505进料气缸,506浮动接头,507进料座连接板,508进料座,509前进料条,510后进料条,511进料推块,512定位针块,513定位针,514进料气缸座,515前落料条座,516后落料条座,517落料支架,518进料后限位板,519机械手上下调节块,601钻弹子孔主支架,602钻弹子孔上下进给组件,603弹子孔上下进给移动板,604弹子孔前后移动支架,605钻弹子孔前后进给组件,606钻弹子孔电机,607弹子孔前后进给移动板,608弹子孔进给导轨垫铁,609弹子孔进给方轨,610弹子孔进给滑块,611弹子孔进给丝杆螺母座,612弹子孔进给丝杆,613弹子孔进给电机,614弹子孔角度调节板,615弹子孔上燕尾块,616弹子孔下燕尾块,617弹子孔燕尾调节杆,618弹子孔燕尾调节块,701钻销钉孔支架,702销钉孔导轨垫铁,703销钉孔进给方轨,704销钉孔进给滑块,705销钉孔进给移动板,706钻销钉孔电机,707销钉孔进给丝杆,708销钉孔进给电机,709上销钉孔燕尾块,710中销钉孔燕尾块,711下销钉孔燕尾块,801钻锁芯孔支架,802钻锁芯孔导轨垫铁,803锁芯孔进给方轨,804锁芯孔进给滑块,805锁芯孔进给移动板,806锁芯孔进给主轴座,807锁芯孔主轴,808钻锁芯孔电机支架,809钻锁芯孔电机,810钻锁芯孔主动轮,811钻锁芯孔同步带,812钻锁芯孔从动轮,813锁芯孔进给丝杆,814锁芯孔进给电机,815上锁芯孔燕尾块,816中锁芯孔燕尾块,817下锁芯孔燕尾块,818钻锁芯孔加高座,901冲毛刺底座,902冲毛刺导轨座,903冲毛刺方轨,904冲毛刺滑块,905冲毛刺移动板,906冲毛刺连接件,907冲毛刺针座,908冲针,909冲毛刺气缸接头,910冲毛刺气缸,911冲毛刺气缸板,912冲毛刺针座上下调节块,913冲毛刺调节顶板,914冲毛刺调节顶杆,1001卸料支架,1002卸料支撑板,1003卸料前导柱板,1004卸料后导柱板,1005卸料移动气缸,1006卸料导柱,1007卸料移动座,1008卸料气缸座,1009卸料气缸,1010卸料杆接头,1011卸料导向柱,1012卸料导向块。
具体实施方式
40.附图为本实用新型的一种具体实施例。该实施例包括机架1,机架1部分的底板2中间安装有转盘部3,转盘部3上装配有六套均分布置的夹具部4,转盘302的下部安装有回转工作台301,转盘部3的四周对应夹具部4的位置分别固定有进料部5、钻弹子孔部6、钻销钉孔部7、钻锁芯孔部8、冲毛刺部9和卸料部10,进料部5、钻弹子孔部6、钻销钉孔部7、钻锁芯孔部8、冲毛刺部9和卸料部10呈逆时针依次分布,六套均分布置的夹具部4运行至进料部5和卸料部10时处于松开状态,处于钻弹子孔部6、钻销钉孔部7和钻锁芯孔部8时均处于夹紧状态。本实用新型的加工过程为,储存在进料部5的锁壳11进入夹具部4并夹紧,随着转盘302的旋转,锁壳11被输送至钻弹子孔部16、钻销钉孔部7、钻锁芯孔部8、冲毛刺部9进行加工,在卸料工位插入锁壳11的锁芯孔14内的卸料导向柱1011将锁壳11拖拽至落料斗后滑出机器外。支架部分包含机架1、底板2和围栏19,底板2固定在机架1上,围栏19安装在机架1的四周,该围栏19的侧面安装有电箱18和显示屏20,电箱18内装有plc,安装在机器上的显示屏20可控制进料部5、钻弹子孔部6、钻销钉孔部7、钻锁芯孔部8、冲毛刺部9和卸料部10单独
或同步工作。
41.转盘部3的主要部件包括回转工作台301、机械阀靠板305、转盘302、分气管固定座312,回转工作台301下方安装在回转工作台加高座上,此回转工作台加高座固定在底板2上,回转工作台301一侧安装有带动轴旋转的驱动电机317,此种直连式的传动方式具有节约空间、传动效率高的优点,可以想象到,采用同步带或链条也可达到驱动工作台旋转的目的。回转工作台301上方安装有机械阀靠板305,此机械阀靠板305外形为凸轮状,其外圆周的一部分为圆形轮廓,另一部分加工有缺口306,缺口306的一端加工有凸台,此凸台上安装有机械阀拨片307,此机械阀拨片307的位置靠近进料部5,机械阀拨片307的一端通过拨片销钉与机械阀靠板305铰接,另一端安装有拨片杆308,拨片杆308的一端装有拨片气缸接头309,此拨片气缸接头309安装在拨片活动座311上的拨片气缸310的气缸杆上,拨片活动座311则固定在底板2上。另外,转盘302下面还装配有六个等间距布置的机械阀303,六个机械阀303上的滚轮304均为同方向布置,装配好的机械阀303的滚轮304的中心线与机械阀靠板305厚度方向的中心面重合,转盘302旋转时,转盘302上的六个机械阀303将围绕机械阀靠板305旋转,当机械阀303上的滚轮304与机械阀靠板305上的圆形轮廓接触时,机械阀303将开启,从而控制对应夹紧气缸415动作,将锁壳11夹紧,图上可以看出,机械阀靠板305的圆形轮廓与钻弹子孔部6、钻销钉孔7、钻芯孔部8和冲毛刺部9对应,即当转盘302转到上述的四个工位时,工件将处于夹紧状态,回转工作台301上方还安装有转盘302,该转盘302的上方则安装有六套等间距布置的夹具部4,转盘302的中间加工有圆形凹台,凹台上装配有分气管固定座312,该分气管固定座312外圆周上加工有用于安装快插接头的均分布置的螺纹孔,此螺纹孔用来连接对应的夹紧气缸415,同时,此分气管固定座312的一个端面上还加工有用于安装旋转接头313的螺纹孔,旋转接头313的外部设置有旋转接头支架314,上述旋转接头支架314前段加工有槽口,此槽口正好卡住旋转接头313的外部,防止转盘302旋转时旋转接头313上的气管跟着旋转造成的缠绕现象,此旋转接头支架314固定在旋转接头支架加长杆315上,而旋转接头支架加长杆315则安装在固定于钻锁芯孔底座上的旋转接头固定板316上。
42.每套夹具部4包括夹具底板401、安装在夹具底板401前端的直线导轨402、安装在夹具底板401中间的夹紧滑动座407和安装在夹具底板401后端的夹紧气缸座,夹具底板401前端安装的直线导轨402的长度与夹具底板401的宽度基本相同,在直线导轨402上安装有夹紧滑块403,夹紧滑块403的上部两侧分别装配有夹紧镶块座404,俩夹紧镶块座404呈对称布置,上述俩夹紧镶块座404相对的一个面上均加工有止口,两个夹紧镶块座404的止口内分别装配有上夹紧镶块座405和下夹紧镶块座406,左侧的上夹紧镶块座405和下夹紧镶块座406均加工有与锁壳11外径相同半径的圆弧和避让锁壳耳部15的凹台,右侧的上夹紧镶块座405和下夹紧镶块座406同样均加工有与锁壳11外径相同半径的圆弧和避让锁壳耳部15的凹台,左侧的上夹紧镶块座405和下夹紧镶块座406圆弧处有一段直线延伸,用于在执行进料动作时对锁壳11定位。安装在夹具底板401中间的夹紧滑动座407上部安装有夹紧滑轨408,该夹紧滑轨408上安装有一件夹紧滑块403,夹紧滑块403上装配有夹紧导向板409,此夹紧导向板409的一端加工有台阶槽,槽内装配有夹紧气缸接头413,台阶状的夹紧气缸接头413内安装有夹紧螺栓414,夹紧螺栓414与夹紧气缸415的气缸杆连接,夹紧螺栓414旋紧后将夹紧气缸接头413紧紧的压在夹紧气缸415的气缸杆上,当然,夹紧螺栓414和
夹紧气缸接头413可以做成一体的,但优选的方法制作成本更低且加工时间更短。上述夹紧导向板409的另外一端加工有内弧形轮廓旨在避让钻锁芯孔部8的夹头,另外,安装在夹具底板401后端的夹紧气缸座为l状,此夹紧气缸座的上端装配有夹紧气缸415,下端固定在夹具底板401上,夹具底板401的一个面上加工有台阶,台阶与转盘302上的槽口处配合,夹具底板401的面上另外加工有六条槽,夹具底板401的一端还固定有夹具部前后调节块417,用于调节夹具底板401在转盘302径向的位置,夹具部前后调节块417上加工有一个螺纹孔和一个光孔,螺纹孔和光孔内各装有一件螺栓,光孔内的螺栓固定在转盘302圆周面上的螺栓内,光孔内的螺栓可使夹具底板401朝着转盘302的圆心方向移动,螺纹孔的螺栓可使夹具底板401朝着远离转盘302圆心的方向移动,上述夹紧滑动座407上还加工有4个长条槽,在上述夹紧滑动座407的两端各安装一件夹紧滑动座左右调节块416,该夹紧滑动座左右调节块416上加工有螺纹孔,以调节夹紧滑动座407在夹紧底板401上的左右位置。夹紧导向板409与夹紧滑块403接触的平面上加工有凹台,此凹台正好卡在夹紧滑块403上,另外,夹紧导向板409凹台的两边还加工有两条中心向成v形布置的导向槽410,每个槽内各装配有一件夹紧轴承411,每件夹紧轴承411的内孔处各装有一根轴承支撑杆412,每个轴承支撑杆412分别固定在两侧的夹紧镶块座404上。上述夹具部4的夹紧动作如下:机械阀303控制夹紧气缸415动作时,夹紧气缸415的气缸杆伸出带动夹紧导向板409前进,由于夹紧导向板409的下部加工有v形导向槽410,从而使固定在轴承支撑杆412上的夹紧轴承411彼此靠近,即两个夹紧镶块座404也彼此靠近,进而安装在两个夹紧镶块座404之上的两个上夹紧镶块座405彼此靠近,从而将锁壳11夹紧在两个上夹紧镶块座405之间。
43.进料部5的部件包括进料座508和固定在进料推块511上的定位针块512,定位针块512上安装有定位针513,定位针513的数量为两件,两件定位针513分别对准锁壳11最上边和最下边的弹子孔12,进料座508的上面加工有长条槽,锁壳11可在此长条槽内滑动,进料座508上放置有竖直方向叠加的锁壳11,锁壳11的前端安装有两个前进料条509,两个前进料条509形状为长条形,其截面为l状,锁壳11的前端抵在两个前进料条509的一面上,锁壳11的后端安装有两个后进料条510,两个后进料条510长度方向的棱边上加工有倒角,倒角面与锁壳11的圆弧部分接触,两个前进料条509通过其下端的槽口卡在前侧的前落料条座515上,前落料条座515上加工有长条槽,两个前进料条509可在前落料条座515上滑动,两个后进料条510通过其下端的槽口卡在后落料条座516上,后落料条座516上同样加工有长条槽,两个后进料条510可在后落料条座516上滑动,前落料条座515和后落料条座516各安装在一件落料支架517上,该落料支架517则固定在进料座508的侧面上。进料推块511一面加工有长条槽且通过此长条槽卡在进料滑块504的直角面上,进料推块511的另一个面还加工有两个孔用来实现进料推块511和进料滑块504的连接,进料滑块504则装在进料导轨503上,该进料导轨503安装在进料导轨板502上,此进料导轨板502的一端安装有固定进料气缸505的进料气缸座514上,上述进料气缸505的气缸杆端部安装有浮动接头506,此浮动接头506的另外一端与进料滑块504上的螺纹孔连接,上述进料导轨板502的另外一端安装有进料后限位板518,此进料后限位板518上安装有一件螺栓和一件缓冲器。另外,进料导轨板502上靠近进料气缸座514的位置还安装有进料座连接板507,该进料座连接板507为l状,l状的一端安装进料座508,l状的另外一端则安装有机械手上下调节块519,该机械手上下调节块519上装有两件调节丝。另外,进料座连接板507与进料导轨板502接触的面上加工有两
条长条槽,进料座连接板507可相对进料导轨板502进行上下调节。进料座连接板507与进料座508接触的面上同样加工有两条长条槽,因而进料座508可相对进料座连接板507左右调节,再者,进料导轨板502安装在进料主支架501上,进料主支架501则安装在底板2上。进料的大致动作为:进料气缸505的气缸杆初始状态为伸出状态,当进料信号发出后,进料气缸505的气缸杆收回,带动进料滑块504向转盘302圆心方向移动,定位针513插入锁壳11上的弹子孔12内并使锁壳11压在上夹紧镶块座405和下夹紧镶块座406上,完成送料动作后,进料气缸505的气缸杆伸出,下一个锁壳11掉落在进料座508上。
44.钻弹子孔部6包含一套钻弹子孔上下进给组件602和一套钻弹子孔前后进给组件605,钻弹子孔上下进给组件602安装在钻弹子孔主支架601的竖直面上,钻弹子孔主支架601的下面固定在弹子孔角度调节板614上,而弹子孔角度调节板614则固定在与弹子孔下燕尾块616滑动配合的弹子孔上燕尾块615上,而弹子孔下燕尾块616则安装在底板2上,弹子孔上燕尾块615的侧壁上还加工有螺纹孔,每个螺纹孔内安装一件螺栓,弹子孔下燕尾块616和弹子孔上燕尾块615的位置调好后,旋紧螺栓可将两者的位置固定,防止加工时因移动造成的加工误差。钻弹子孔上下进给组件602和一套钻弹子孔前后进给组件605各包含一台弹子孔进给电机613、一件联轴器、一件弹子孔进给丝杆612、一件弹子孔进给丝杆螺母座611和一件进给轴承座,两个弹子孔进给丝杆螺母座611分别安装在弹子孔上下进给移动板603和弹子孔前后进给移动板607上,弹子孔进给电机613安装在进给电机座上,进给电机座则安装弹子孔进给导轨垫铁608上,上述弹子孔进给导轨垫铁608两边加工有凸台,每个凸台上各安装一件弹子孔进给方轨609,每个弹子孔进给方轨609上分别安装有两件弹子孔进给滑块610,其中钻弹子孔上下进给组件602的四件弹子孔进给滑块610上固定有弹子孔上下进给移动板603,而钻弹子孔前后进给组件605的四件弹子孔进给滑块610上固定有弹子孔前后进给移动板607,上述弹子孔前后进给移动板607上还安装有弹子孔电机垫板,钻弹子孔电机606则通过弹子孔电机座固定在弹子孔电机垫板上。弹子孔上下进给移动板603上还安装有弹子孔前后移动支架604,弹子孔前后移动支架604为直角l状,整个钻弹子孔前后进给组件605支撑在弹子孔前后移动支架604的一个直角面上。弹子孔进给丝杆612的一端支撑在进给电机座内并通过联轴器与弹子孔进给电机613连接,另外一端则插入进给轴承座内的轴承内,弹子孔进给丝杆612上靠近进给轴承座内的外圆上加工有卡簧槽,槽内装有外卡簧,卡簧与将轴承固定在弹子孔进给丝杆612上。钻弹子部6的动作过程为:当弹子孔进给电机613得电旋转时,通过联轴器带动弹子孔进给丝杆612旋转,弹子孔进给丝杆螺母座611产生移动,进而带动与弹子孔进给丝杆螺母座611固定的弹子孔上下进给移动板603和弹子孔前后进给移动板607移动,从而实现了钻弹子孔的上下移动和前后移动工作。弹子孔下燕尾块616上安装有弹子孔燕尾调节块618,弹子孔上燕尾块615上安装有弹子孔燕尾调节杆617。弹子孔燕尾调节杆617前端加工有螺纹,该弹子孔燕尾调节杆617的后端加工有槽口,此槽口卡在弹子孔燕尾调节块618的两个大面上,当旋转弹子孔燕尾调节杆617时,弹子孔上燕尾块615可相对弹子孔下燕尾块616进行移动,从而加工的弹子孔位置达到图纸要求。
45.钻销钉孔部7包含有钻销钉孔支架701,该钻销钉孔支架701的下面设置有上销钉孔燕尾块709、中销钉孔燕尾块710和下销钉孔燕尾块711,上销钉孔燕尾块709和下销钉孔燕尾块711的一面为平面,另一面加工有燕尾形凸台,中销钉孔燕尾块710的两面各加工有
一个燕尾形凹槽,中销钉孔燕尾块710的两个侧壁上各加工有一排螺纹孔,每个螺纹孔内安装一件螺栓,上销钉孔燕尾块709和下销钉孔燕尾块711的位置调好后,旋紧螺栓可将三者的位置固定,防止加工时因移动造成的加工误差。钻销钉孔支架701的侧面安装有销钉孔导轨垫铁702,此销钉孔导轨垫铁702上加工有两个凸台,每个凸台上各安装有一件销钉孔进给方轨703,每件销钉孔进给方轨703上则安装有两件销钉孔进给滑块704,四件销钉孔进给滑块704上装配有销钉孔进给移动板705,销钉孔进给移动板705外安装有钻销钉孔电机706,钻销钉孔电机706竖直安装且电机夹头端在上,该钻销钉孔电机706外面固定有销钉孔钻孔电机座,此销钉孔钻孔电机座与销钉孔进给移动板705之间安装有销钉孔电机座垫板。销钉孔导轨垫铁702的一端还安装有销钉孔进给电机座,该销钉孔进给电机座上安装有销钉孔进给电机708,销钉孔导轨垫铁702的另外一端装有进给轴承座,此进给轴承座内安装有轴承,轴承内套设销钉孔进给丝杆707,该销钉孔进给丝杆707的另外一端支撑在上述的销钉孔进给电机座内并通过联轴器与销钉孔进给电机708的轴连接。钻销钉孔部7的动作过程为:当销钉孔进给电机708得电旋转时,通过联轴器带动销钉孔进给丝杆707旋转,丝杆螺母座产生移动,进而带动与丝杆螺母座固定的销钉孔进给移动板705上下移动,从而实现了钻销钉孔的上下移动。
46.钻锁芯孔部8包含钻锁芯孔支架801,该钻锁芯孔支架801的下面设置有上锁芯孔燕尾块815、中锁芯孔燕尾块816和下锁芯孔燕尾块817,下锁芯孔燕尾块817固定在钻锁芯孔加高座818上,上锁芯孔燕尾块815和下锁芯孔燕尾块817的其中一面为平面,另一面加工有燕尾形凸台,中锁芯孔燕尾块816的两面各加工有一个燕尾形凹槽,中锁芯孔燕尾块816的两个侧壁上各加工有一排螺纹孔,每个螺纹孔内安装一件螺栓,上锁芯孔燕尾块815和下锁芯孔燕尾块817的位置调好后,旋紧螺栓可将三者的位置固定,防止加工时因移动造成的加工误差。钻锁芯孔支架801的侧面安装有钻锁芯孔导轨垫铁802,此钻锁芯孔导轨垫铁802上加工有两个凸台,每个凸台上各安装有一件锁芯孔进给方轨803,每件锁芯孔进给方轨803上则安装有两件锁芯孔进给滑块804,四件锁芯孔进给滑块804上装配有锁芯孔进给移动板805,钻锁芯孔导轨垫铁802的一端还安装有钻锁芯孔进给电机座,该钻锁芯孔进给电机座上安装有锁芯孔进给电机814,钻锁芯孔导轨垫铁802的另外一端装有进给轴承座,此进给轴承座内安装有轴承,轴承内套设锁芯孔进给丝杆813,该锁芯孔进给丝杆813的另外一端支撑在上述的进给电机座内并通过联轴器与锁芯孔进给丝杆813连接,另外,锁芯孔进给移动板805外安装有锁芯孔进给主轴座806,此锁芯孔进给主轴座806内装有锁芯孔主轴807,锁芯孔主轴807的两端各套有两件钻锁芯孔轴承,此外,锁芯孔进给主轴座806的上端还安装有钻锁芯孔电机支架808,此钻锁芯孔电机支架808远离锁芯孔进给主轴座806的一端设置有钻锁芯孔主动轮810,此钻锁芯孔主动轮810套设在钻锁芯孔电机809的伸出轴上,上述钻锁芯孔电机支架808靠近锁芯孔进给主轴座806的一端设置有钻锁芯孔从动轮812,该钻锁芯孔从动轮812安装在锁芯孔主轴807上,钻锁芯孔主动轮810和钻锁芯孔从动轮812之间采用钻锁芯孔同步带811连接,显然,使用三角带也可达到此目的,但相对而言,同步带传动更加稳定,也避免了使用三角带铰孔产生的打滑现象。
47.冲毛刺部9包括冲毛刺底座901、冲毛刺气缸板911以及冲毛刺导轨座902,冲毛刺底座901固定在底板2上,冲毛刺气缸板911安装在冲毛刺底座901的侧面上,冲毛刺导轨座902安装在冲毛刺底座901上平面上。该冲毛刺导轨座902一面加工有凸台,此凸台卡在冲毛
刺底座901上平面的凹槽内,冲毛刺导轨座902在冲毛刺底座901上位置调节时可保证冲针908的轴线与锁壳11的弹子孔12的轴线平行,从而使降低了调试的难度。另外,冲毛刺底座901上端两侧各安装有一件冲毛刺调节顶板913,每件冲毛刺调节顶板913上各安装有一件冲毛刺调节顶杆914。冲毛刺底座901的另一面安装有冲毛刺方轨903,此冲毛刺方轨903上安装有两件冲毛刺滑块904,冲毛刺移动板905固定在两件冲毛刺滑块904上,冲毛刺移动板905的一端加工有槽口,固定在冲毛刺气缸板911上的冲毛刺气缸910的气缸杆上安装有冲毛刺气缸接头909,此冲毛刺气缸接头909安装于上述冲毛刺移动板911的槽口内,冲毛刺移动板905上还加工槽口,此槽口内与冲毛刺连接件906下面的凸台配合,冲毛刺连接件906为直角件,其一端安装有冲毛刺针座907,冲毛刺针座907内安装有与锁壳11上弹子孔12数量相同的冲针908,在上述冲毛刺针座907的上方还固定有冲毛刺针座上下调节块912,冲毛刺针座上下调节块912上加工有一个光孔和一个螺纹孔,光孔和一个螺纹孔内各安装有一根螺栓,光孔内的螺栓旋紧在冲毛刺针座907内的螺纹孔内,优选的,为方便冲针908插入锁壳11的弹子孔12内,冲针908的尖端加工出了倒角。
48.卸料部10包括卸料支架1001和固定在卸料支架1001上端的卸料支撑板1002,卸料支撑板1002的两端分别安装有卸料前导柱板1003和卸料后导柱板1004,卸料前导柱板1003上安装有卸料移动气缸1005,卸料后导柱板1004上加工有螺纹孔,螺纹孔内安装有限位螺栓,调节螺栓长度即可限定卸料的位置。卸料前导柱板1003和卸料后导柱板1004之间安装有两根卸料导柱1006,两根卸料导柱1006上套有卸料移动座1007,卸料移动气缸1005的气缸杆与卸料移动座1007相连,卸料移动座1007内安装有两件卸料轴承,卸料移动座1007的侧边装配有卸料导向块1012,此卸料导向块1012内还装有一根卸料导向柱1011,此卸料导向柱1012用来在卸料时插入锁壳11的锁芯孔14内并通过卸料移动座1007的移动将锁壳11拖动至落料斗上方,在重力作用下,锁壳11掉落至落料斗内。另外,卸料移动座1007的后边还安装有卸料气缸座1008,在该卸料气缸座1008的一端安装有卸料气缸1009,卸料气缸1009的气缸杆上装有卸料杆接头1010,在卸料杆接头1010的端部加工有凹槽,此凹槽与卸料导向柱1011一端的槽口卡在一起,从而带动卸料导向柱1011上下移动,此处,卸料导向柱1011在卸料导向块1012内滑动,可以想见,卸料导向柱1011也可采用手指气缸夹持锁壳来实现卸料动作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。