1.本发明属于铸造技术领域,具体来说是一种砂型铸造模具的制造方法。
背景技术:
2.砂型铸造是一种以紧实的型砂为模具获得铸件的一种铸造工艺方法。我国是铸件生产大国,砂型铸造占铸件生产的80%
‑
90%。砂型铸造有手工造型和机器造型两种方式。其中机器造型因其具有铸件尺寸精确、表面质量好、加工余量小等优势在中小型铸件中具有广泛的应用。机器造型的砂型模具往往以灰铁、不锈钢或铜合金为材料通过机加工或消失模铸造辅以机加工的方法制造。然而,直接以锻坯或铸坯为原料进行机加工,模具的加工量较大,加工时间较长,生产成本较高,也造成较高的材料浪费。采用消失模铸造模具辅以机加工的制造方法在一定程度上减少了机加工的量,然而模具制造企业为了降低成本,往往需要获得足够的订单量才进行消失模铸造,这同样存在模具加工周期较长的问题。
3.近年来,3d打印技术发展迅速,采用3d打印技术成形模具在注塑模具、医疗等领域有广泛应用。例如,中国专利cn201710582491.9针对注塑过程中模具的服役特性和成形特征将注塑模具划分为不同功能区域,通过3d打印制作出具有梯度空间结构的注塑模具。中国专利cn201810757238.7针对喷射成形复杂模具存在孔隙以及获得完全马氏体组织成本较高等问题,在原有的喷射成形模具制造系统中添加了一对成形模具对喷射成形的模具进行轴向压缩。中国专利cn201410520215.6针对激光3d打印获得的奥氏体耐热钢存在加工困难,难以制造复杂零件的问题,提出在所需耐热模具材料的基础上通过添加c元素、脱氧元素和康裂纹元素等制备出粉末纯度高、粒度细、球形度高、流动性好的粉末,扩大了难加工材料在热能、动力、高端耐热液压模具领域的应用。中国专利cn202110239743.4提出了一种具有仿生特性的髓形结构,可大大提升注塑、铸造、冲压行业模具的冷却效率和使用寿命。
4.尽管如此,将3d打印技术用于砂型铸造模具的制造却鲜有报道。这可能是因为:一方面,砂型铸造模具所成型的产品附加值较低,选择性激光烧结或选区激光熔化技术等3d打印技术成形模具成本较高;另一方面,在产品大批量需求的背景下,模具的交付时间尚未成为制约产品生产的关键因素。然而,在定制化需求日益增加的背景下,产品交付时间以成为企业的核心竞争力,这要求实现砂型铸造模具的高效低成本制造。
技术实现要素:
5.1.发明要解决的技术问题
6.本发明的目的在于解决现有砂型铸造模具在采用传统成型方法制造过程中存在交货周期长,材料浪费,而采用3d打印技术制造存在成本较高等问题,提供一种砂型铸造用模具的高效低成本制造方法,能够满足砂型铸造用模具的个性化制造需求,有具有较低的生产成本及较短的交货周期。
7.2.技术方案
8.本发明的一种砂芯铸造用模具制造方法,包括以下步骤:
9.步骤一、分体式设计。根据生产铸件的结构、尺寸以及批量特点,对模具进行分体式设计,设计出具有通用性的模体结构和差异性的模芯结构两部分,特别地,所述模体和模型结构可通过定位柱进行连接;
10.步骤二、模体制造。采用块状消失模用发泡泡沫体,通过超高速切削加工设备将其加工成模体结构尺寸,进而用其进行消失模铸造获得模体初坯,进一步采用或不采用热处理及机加工获得尺寸精良的模体结构;
11.步骤三、模芯制造。采用模具钢粉末或铜合金粉末,通过3d打印制得模芯初坯,进一步采用热处理及机加工获得尺寸精良的模芯结构;
12.步骤四、装配。将模体和模芯装配到一起,获得砂型铸造用模具。
13.优选地,步骤一所述分体式设计中,当铸件尺寸<100mm时,所述模体上装配的模芯数量不超过10个;当100mm<铸件尺寸<200mm时,所述模体上装配的模芯数量不超过4个;当200mm<铸件尺寸<400mm时,所述模体上装配的模芯数量不超过2个;当铸件尺寸>400mm时,所述模体上装配的模芯数量为1个。
14.优选地,步骤一所述模芯结构可根据成型面设计为随形结构。
15.优选地,步骤二所述的模体制造过程中,超高速切削加工速度不低于3000r/s,进给量为0.1~10mm。
16.优选地,步骤二所述铸造材料为灰铁、45#钢等材料。
17.优选地,步骤二所述模体结构屈服强度大于250~350mpa,硬度大于50~65hrc,粗糙度为6~10级精度。
18.优选地,步骤三所述模芯初坯的3d打印为微滴喷射粘结3d打印工艺,即将合金粉末铺在粉床上,通过微滴喷射喷头将粘结剂喷射到粉床上,得到模芯的预制坯,进而通过高温烧结获得模芯的初坯。
19.优选地,步骤三所述模芯材料为h13、316l、耐磨铜合金等合金材料,粉末粒度为10~100μm。
20.优选地,步骤三所述模芯结构其屈服强度大于350~450mpa,硬度大于60~65hrc,粗糙度为6~8级精度。
21.优选地,步骤四所述模体与模芯的装配应采用过盈配合。
22.3有益效果
23.采用本发明提供的技术法案,具有以下显著效果:
24.(1)缩短了砂型铸造用模具的交付周期。采用传统的“铸造模具初坯 机加工”的工艺制造模具时,需要集聚足够多的订单才开始模具的加工制造,其模具的交付周期约25~30天,若考虑模具的调试使用,则需要更长的时间。本发明将模体和模芯分体设计,由于模体具有通用性,可以大批量铸造,其交付周期可缩短10天左右。而对于模芯来说,由于其体积较小,且采用采用3d打印技术制造,其交付周期不到10天。
25.(2)降低了砂型铸造用模具的制造成本。不论采用传统的机加工或是“铸造 机加工”的生产工艺,其模具为一体结构,这造成了较大的材料浪费。而本发明的模具实现了模体与模芯的分体式设计,模体采用成本较低的灰铁或45#钢等普通材料,模芯采用h13、316l以及耐磨铜合金等高附加值材料,这大大降低了材料成本。且模芯可以根据成型面设计成随形结构,进一步减少了模芯对高附加值材料的使用,进一步降低了模具的制造成本。
26.(3)减少了砂型铸造及其的备品备件的数量。当前砂型铸造企业所用模具均为整体模具,对于产品规格较多的企业来说,需要大量的备品备件满足生产需要。本发明采用的分体式模具设计,企业可根据自身产品特点设计若干通用型模体以及大量模芯,在相同产品种类下,本发明所需存放的模具显著减少,且模具的装配实用简单灵活。
附图说明
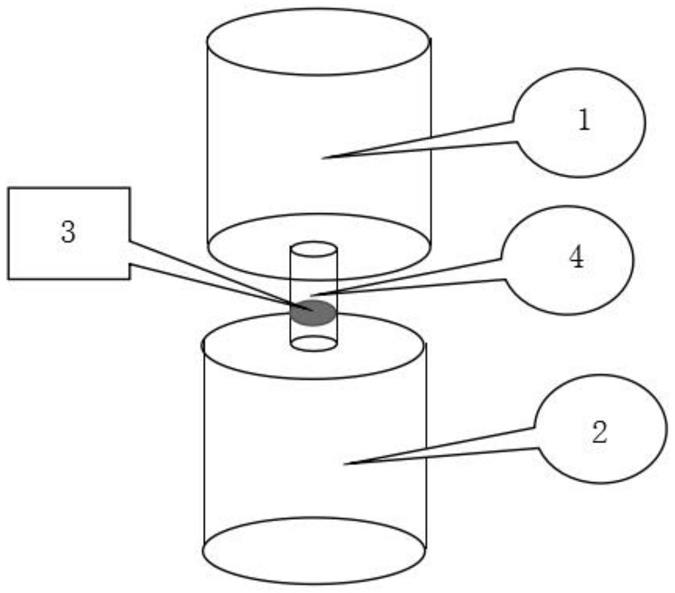
27.图1为本发明的一种一模两件砂型铸造用模具结构示意图;
28.图2为本发明的一种一模两件砂型铸造用模芯结构示意图;
29.图3为本发明的一种一模四件砂型铸造用模具结构示意图
30.示意图中的标号说明:
31.1、模体;2、模芯;3、浇道;4、定位杆;5、模芯成型面;6、模芯内表面;7、定位孔
具体实施方式
32.实施例1
33.为便于说明本发明的砂型铸造用模具的制造方法,本实施例提供一种砂型用铸造模具(特别地,该发明所涉及的方法不局限于该模具),包括模体1、模芯2两部分。其中模体1上设有浇道3,定位杆4。模芯2由成型面5、内表面6和定位孔7组成。
34.本发明的一种砂型铸造用模具的成型方法,其成型过程如下:
35.步骤一、模具的分体式设计。针对尺寸在200~400mm之间的铸件,设计一种如图1所示模体1和2个模芯,其中,模体1中有浇道3和两个定位杆4。每个模芯2有成型面5和内表面6以及两个定位孔7组成。
36.步骤二、模体制造。对发泡后的消失模块状泡沫进行高速切削加工,其转速为3500r/s,进给量为0.1mm,获得泡沫件,并对泡沫件安置泡沫浇铸系统;进而采用消失模铸造方法将45#钢溶液浇铸其中,浇铸温度为1450
±
10℃,以获得铸钢件;最后对模体进行热处理及机加工,使其屈服强度达到250mpa以上、硬度达到55
±
2hrc、粗糙度为8级精度。
37.步骤三、模芯制造。将粒度分布为20~80μm的h13合金粉末按粒级混合均匀铺在粉床上,由微滴喷射3d打印机喷射粘结剂对其预成型,待预成型后将其转移至气氛炉中进行烧结及热处理,使其屈服强度达到350mpa以上,硬度达到60
±
2hrc,最后对其进行机加工,粗糙度为8级精度。
38.步骤四、装配。将模体和模芯装配到一起,获得砂型铸造用模具。
39.实例2
40.本发明的一种砂型铸造用模具的成型方法,其成型过程如下:
41.步骤一、模具的分体式设计。针对尺寸在100~200mm之间的铸件,设计一种如图3所示模体1和4个模芯,其中,模体1中有浇道3和4个定位杆4。每个模芯2有成型面5和内表面6以及定位孔7组成。
42.步骤二、模体制造。对发泡后的消失模块状泡沫进行高速切削加工,其转速为3000r/s,进给量为0.2mm,获得泡沫件,并对泡沫件安置泡沫浇铸系统;进而采用消失模铸造方法将灰铁溶液浇铸其中,浇铸温度为1550
±
10℃,以获得灰铁铸件;最后对模体进行热处理及机加工,使其屈服强度达到250mpa以上、硬度达到55
±
2hrc、粗糙度为8级精度。
43.步骤三、模芯制造。将粒度分布为20~80μm的316l合金粉末按粒级混合均匀铺在粉床上,由微滴喷射3d打印机喷射粘结剂对其预成型,待预成型后将其转移至气氛炉中进行烧结及热处理,使其屈服强度达到350mpa以上,硬度达到60
±
2hrc,最后对其进行机加工,粗糙度为8级精度。
44.步骤四、装配。将模体和模芯装配到一起,获得砂型铸造用模具。
45.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
46.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该一种高强度制动钳密封件的制备方法仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。