1.本实用新型涉及组装设备技术领域,尤指一种铜片自动分料组装机构。
背景技术:
2.现有市面上对于铜片的组装,通常采用组装设备实现对铜片的安装操作,如专利文献cn210818368u一种铜片组装装置,包括:输送传料装置,所述输送传料装置包括直振输送和进料挡块部件,所述输送传料装置设置在铜片组装装置的一端;平爪夹爪装置,设置在所述输送传料装置的末端,所述平爪夹爪装置与所述进料挡块部件抵接设置;载具装置,所述载具装置为双工位载具;夹具装置,设置在所述载具装置的上方,所述夹具装置包括吸盘夹爪和驱动结构,可以旋转的夹爪能够实现铜片触点的上或者下。
3.由于上述的铜片组装装置其结构设置存在一定的缺陷,无法实现多工位铜片组装,生产效率较低。
技术实现要素:
4.为解决上述问题,本实用新型提供一种铜片自动分料组装机构,其通过对铜片组装装置的结构设计,实现在工作台上安装多个铜片组装装置,提高组装效率。
5.为实现上述目的,本实用新型采用的技术方案是:
6.一种铜片自动分料组装机构,包括:
7.工作台;
8.铜片组装工位,为一个以上,所述铜片组装工位设于所述工作台周边位置,所述铜片组装工位包括铜片送料装置以及铜片组装装置,所述铜片送料装置的出料端部上设置所述铜片组装装置。
9.进一步地,所述铜片送料装置包括铜片振盘以及送料轨道,所述铜片振盘的出料口与所述送料轨道相连接。
10.进一步地,所述铜片组装装置还包括定位装置,所述定位装置设于所述送料轨道的出料口位置。
11.进一步地,所述铜片组装装置还包括到位检测装置,所述到位检测装置设于所述送料轨道的出料口位置。
12.进一步地,所述铜片组装装置还包括满料检测装置,所述满料检测装置设于所述送料轨道上。
13.进一步地,所述工作台为旋转盘,所述工作台的周边上设有一个以上的组装模座。
14.进一步地,所述铜片组装装置包括组装气缸以及组装座,所述组装气缸的输出端与所述组装座相连接。
15.进一步地,所述定位装置包括定位气缸以及定位爪,所述定位气缸的输出端与所述定位爪相连接,驱动所述定位爪定位所述送料轨道上的铜片。
16.本实用新型通过安装多个铜片组装装置,提高铜片组装效率,进一步中,通过设置
的到位检测装置对铜片进行检测铜片的到位情况,提高定位准确度,同时,设置的满料检测装置对于铜片进行检测铜片的是否足够,进而控制铜片振盘的工作情况。
附图说明
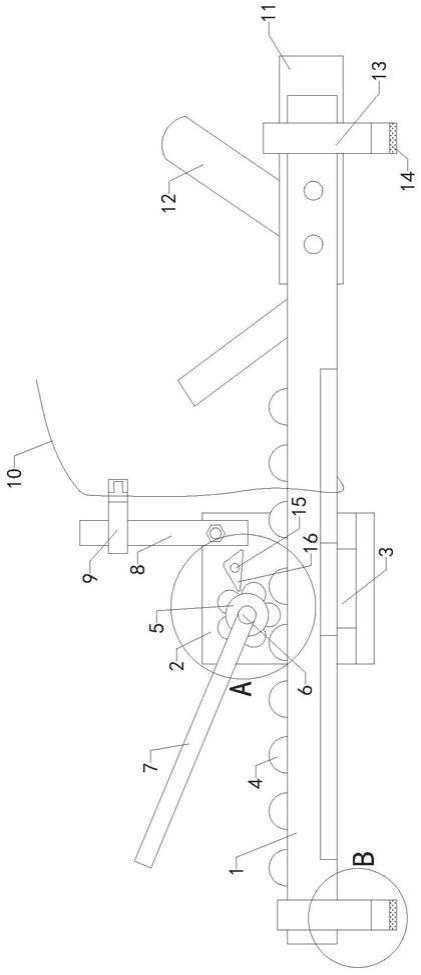
17.图1是本实用新型的结构示意图。
18.图2是本实用新型的部分结构示意图。
19.图3是铜片送料装置的结构示意图。
20.图4是定位装置的结构示意图。
21.图5是铜片组装装置的结构示意图。
22.附图标号说明:1.工作台;2.铜片组装工位;3.铜片送料装置;4.铜片组装装置;5.铜片振盘;6.送料轨道;7.定位装置;8.定位气缸;9.定位爪;10.到位检测装置;11.满料检测装置;12.组装模座;13.组装气缸;14.组装座;15.安装支架。
具体实施方式
23.请参阅图1
‑
5所示,为本实用新型实现的一种铜片自动分料组装机构,包括:工作台1;铜片组装工位2,为一个以上,所述铜片组装工位2设于所述工作台1周边位置,所述铜片组装工位2包括铜片送料装置3以及铜片组装装置4,所述铜片送料装置3的出料端部上设置所述铜片组装装置4。
24.为解决背景技术中所存在的技术问题,本实用新型中提出一种铜片自动分料组装机构,其具体的实施中,在工作台1的周边位置上设置了三个铜片组装工位2,根据使用情况亦可采用多个,从而提高生产效率,在实施中,铜片组装工位2的结构设置包括铜片送料装置3以及铜片组装装置4,由铜片送料装置3将铜片送料至铜片组装装置4的位置,铜片组装装置4将其组装至工作台1上。
25.如图3所示,所述铜片送料装置3包括铜片振盘5以及送料轨道6,所述铜片振盘5的出料口与所述送料轨道6相连接。本实用新型中提供了铜片送料装置3的实施结构,其通过铜片振盘5震动,实现单个铜片运输,而后,单个铜片经由送料轨道6运输。
26.如图2和图4所示,所述铜片组装装置2还包括定位装置7,所述定位装置7设于所述送料轨道6的出料口位置。所述定位装置7包括定位气缸8以及定位爪9,所述定位气缸8的输出端与所述定位爪9相连接,驱动所述定位爪9定位所述送料轨道6上的铜片。
27.由于本实用新型涉及需将铜片组装,故还设置了定位装置7,定位装置7用于实现对铜片的定位,便于后续的铜片的安装操作,定位装置7具体所采用的结构包括定位气缸8以及定位爪9,其工作过程为:当铜片经由送料轨道6运输,当运输至指定的位置后,定位气缸8工作,驱动其输出端,使得定位抓9对铜片定位。
28.如图3所示,所述铜片组装装置2还包括到位检测装置10,所述到位检测装置10设于所述送料轨道6的出料口位置。在实际的使用中所采用的到位检测装置10为传感器,通过传感器对铜片的检测,便于定位装置7的定位操作。
29.作为一种优选的实施方式,如图所示,所述铜片组装装置2还包括满料检测装置11,所述满料检测装置11设于所述送料轨道6上。在实施的过程中,满料检测装置11亦采用传感器,其设置的目的检测送料轨道6是否满料,在满料的情况下,则控制铜片振盘5暂停工
作,在未满料的情况下,铜片振盘5继续工作。
30.如图1所示,所述工作台1为旋转盘,所述工作台1的周边上设有一个以上的组装模座12。组装模座12为根据所组装的铜片进行制备的模具。
31.如图5所示,所述铜片组装装置2包括组装气缸13以及组装座14,所述组装气缸13的输出端与所述组装座14相连接。在实际的使用中,本实用新型还包括了安装支架15,安装支架15上安装该铜片组装装置2,在完成铜片的定位操作后,在组装气缸13工作的联动下,将铜片组装至组装模座12上。
32.以上实施方式仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的权利要求书确定的保护范围内。
技术特征:
1.一种铜片自动分料组装机构,其特征在于,包括:工作台;铜片组装工位,为一个以上,所述铜片组装工位设于所述工作台周边位置,所述铜片组装工位包括铜片送料装置以及铜片组装装置,所述铜片送料装置的出料端部上设置所述铜片组装装置。2.根据权利要求1所述的铜片自动分料组装机构,其特征在于:所述铜片送料装置包括铜片振盘以及送料轨道,所述铜片振盘的出料口与所述送料轨道相连接。3.根据权利要求2所述的铜片自动分料组装机构,其特征在于:所述铜片组装装置还包括定位装置,所述定位装置设于所述送料轨道的出料口位置。4.根据权利要求3所述的铜片自动分料组装机构,其特征在于:所述铜片组装装置还包括到位检测装置,所述到位检测装置设于所述送料轨道的出料口位置。5.根据权利要求4所述的铜片自动分料组装机构,其特征在于:所述铜片组装装置还包括满料检测装置,所述满料检测装置设于所述送料轨道上。6.根据权利要求5所述的铜片自动分料组装机构,其特征在于:所述工作台为旋转盘,所述工作台的周边上设有一个以上的组装模座。7.根据权利要求6所述的铜片自动分料组装机构,其特征在于:所述铜片组装装置包括组装气缸以及组装座,所述组装气缸的输出端与所述组装座相连接。8.根据权利要求3所述的铜片自动分料组装机构,其特征在于:所述定位装置包括定位气缸以及定位爪,所述定位气缸的输出端与所述定位爪相连接,驱动所述定位爪定位所述送料轨道上的铜片。
技术总结
本实用新型涉及组装设备技术领域,公开了一种铜片自动分料组装机构,包括:工作台;铜片组装装置,为一个以上,铜片组装装置设于工作台周边位置,铜片组装装置包括铜片送料装置以及铜片组装装置,铜片送料装置的出料端部上设置铜片组装装置。本实用新型采用自动化组装方式,完成铜片的组装操作。完成铜片的组装操作。完成铜片的组装操作。
技术研发人员:刘秀林 薛大安 黎伟杰
受保护的技术使用者:深圳市长盛德机电有限公司
技术研发日:2021.03.27
技术公布日:2021/11/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。