1.本实用新型涉及注塑模具的技术领域,尤其涉及一种用于电池盖快速成型的模具装置。
背景技术:
2.笔记本电脑的壳体、电池盖、电脑外壳以及其他的一些外壳体,通常采用注塑工艺制作。注塑是塑料制品的一种生产方法,其大致原理是将熔融的塑料利用压力注进塑料制品的模具体中,冷却成型得到想要各种塑料件,目前最常使用的原料是聚乙烯、聚丙烯、abs、pa、聚苯乙烯等。
3.根据现有相关技术,在使用模具进行注塑制作产品时,随着模具的使用次数增多,模具的温度越来越高,塑料制品等待冷却成型成型的所需时间越来越长,对产品的生产效率有极大的影响。
技术实现要素:
4.针对现有技术中所存在的不足,本实用新型提供了一种用于电池盖快速成型的模具装置,其具有缩短注塑件的冷却时间以提高生产效率的优点。
5.根据本实用新型的实施例,一种用于电池盖快速成型的模具装置,包括上模和下模,在所述上模和/或下模上设置有冷却循环机构;所述冷却循环机构包括设置在上模和/或下模内的冷却通道,冷却通道用于循环流动气体冷却介质,冷却通道连接有用于为气体冷却介质提供循环动力的动力件;所述上模和/或下模上设置有散热翅片。
6.通过以上技术方案,在批量注塑制作产品时,上模与下模的温度升高,使得注塑成型的冷却时间变长,使用该装置,启动冷却循环机构为上模和/或下模进行降温处理,设置在上模和/或下模内部的冷却通道可以提高热传导效率,提高了降温效果;同时散热翅片也起到一定的降温作用,当熔融的塑料进入模具后可以快速的降温凝固成型,减少了产品成型所需的冷却时间,提高产品的加工效率。
7.优选地,所述上模的顶部和/或下模的底部固定有扩散件,扩散件为一个一面开口且一侧面呈开口设置的构件,其开口处连接在上模或者下模上形成一个密闭的空腔,在冷却通道上朝向扩散件的方向开设有多个与空腔相连通的释放口,释放口用于释放气体冷却介质;所述动力件为压缩机,动力件的进口端与空腔相连通,其出口端与冷却通道相连通。
8.通过以上技术方案,在使用压缩机作为动力的情况下,气体冷却介质被压缩后传输至释放通道内,再从释放通道上设置的释放口释放出去,在进入压缩机的进口端进行再循环,由于扩散件的空间的压力低于释放管道内的压力,在气体冷却介质释放时,冷却介质在释放口处压力减小,体积变大,吸收周围的热量,对设置有释放通道的上模或者下模再次进行降温,使得模具的降温效果更好。
9.优选地,所述冷却通道包括多个释放通道和传输通道;释放通道为贯穿设置在上模和/或下模上的直孔,且多个释放通道位于同一平面内,释放口设置在释放通道处且与其
连通;传输通道用于连通每个释放通道,在释放通道的两端均设置有用于密闭其端口的密封组件。
10.通过以上技术方案,由于释放通道的两端封闭,直接使用钻头先加工成贯穿的直孔更加方便,使得产品的加工难度降低。
11.优选地,所述密封组件包括封堵塞和弹性的密封圈,所述封堵塞为一个阶梯柱状的构件,其小端螺纹连接在释放通道端部,密封圈夹持在封堵塞的大端与释放通道的端部之间。
12.通过以上技术方案,螺纹连接在释放通道端部的封堵塞用于对释放通道进行封堵,弹性的密封圈用于增强封堵塞和上模或者下模之间的密封性,减小冷却介质从两者之间的缝隙中漏出使得散热效果降低的可能。
13.优选地,所述扩散件的外侧面设置有散热翅片。
14.通过以上技术方案,扩散件上设置的散热翅片用于进一步提高装置的散热性能。
15.优选地,在所述上模或下模与扩散件之间设置有多个支撑件。
16.通过以上技术方案,有熔融状态的塑料注塑进入模具时具有一定的压力,支撑件用于增强上模和下模的结构稳定性,减小上模与下模发生变形使得生产的产品出现变形的可能,有利于提高产品的加工质量。
17.相比于现有技术,本实用新型具有如下有益效果:
18.1.在注塑制作产品时,利用设置有冷却循环机构和散热翅片的注塑模具,可以对模具体进行降温处理,使得模具体长期处于合适的温度,避免因连续加工造成模具体温度升高而延长产品的冷却成型的时间,可以提高产品的加工效率;
19.2.利用压缩机作为动力件,并且在冷却通道处连接有一个扩散件,当气态的冷却剂经过压缩机后,进入释放通道,再进入至扩散件的内部,冷却剂的压力、体积产生变化,吸收了模具体上大量的热量,进一步的有利于为模具体进行降温,提高装置的降温效果。
附图说明
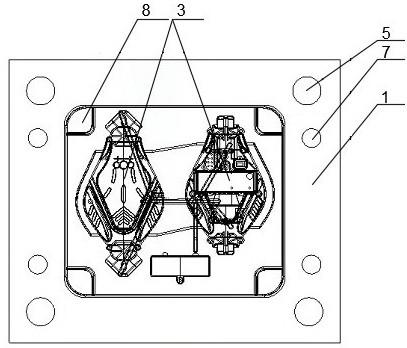
20.图1为本技术实施例的整体结构示意图;
21.图2为沿释放通道所在的平面方向的剖视图;
22.图3为图2中的a部放大图;
23.图4为装置的爆炸图。
24.上述附图中:1、上模;2、下模;21、散热翅片;3、冷却循环机构;31、冷却通道;311、释放口;312、释放通道;313、传输通道;32、动力件;33、扩散件;4、密封组件;41、封堵塞;42、密封圈;5、支撑件。
具体实施方式
25.下面结合附图及实施例对本实用新型中的技术方案进一步说明。
26.参照图1,本实用新型实施例提出了一种用于电池盖快速成型的模具装置,包括用于注塑的上模1和下模2,在下模2或者下模2上设置有冷却循环机构3,也可以同时在上模1和下模2上分别安装一个冷却循环机构3,在冷却循环机构3的作用下对模具体进行持续降温,在模具长时间工作的过程中,使得模具体的温度保持在合适状态,减小由于模具体长时
间工作导致自身温度上升,使得注塑成型的工件冷却成型的时间更长的可能,提高了注塑成型的零件的加工效率。
27.参照图1,上模1和下模2用于盛装熔融的注塑材料,在上模1与下模2之间设置有用于成型的型腔,型腔可以根据加工需要制作。
28.参照图2和图3,冷却循环机构3包括用于循环气体冷却介质的冷却通道31和用于提供循环动力的动力件32,冷却通道31包括设置在下模2内部的多个释放通道312和用于连通每个释放通道312的传输通道313,且多个释放通道312位于同一平面内;为方便加工冷却通道31,释放通道312在加工时制作成贯穿下模2的直孔,多个释放通道312位于同一水平面且相互平行。传输通道313与释放通道312位于同一平面内,且其垂直于释放通道312,在加工传输通道313时,可以制作成通孔或者盲孔,此处制作成盲孔。
29.在释放通道312的两端设置有用于封堵其端口的密封组件4,密封组件4包括螺纹连接在释放通道312端口内的封堵塞41和弹性的密封圈42,封堵塞41为一个阶梯状的构件,此处制作成阶梯圆柱状构件,其小端螺纹连接在释放通道312的端口内,为方便安装,其大端沿其长度方向开设有一个横截面呈多边形状的盲孔,也可以将其大端的制作成横截面呈多边形状的部件。密封圈42可以橡胶制作呈圆环的状构件,安装密封圈42时,将其穿设在封堵塞41的小端上,再将封堵塞41安装在释放通道312的端口内。
30.动力件32采用通过市场购买的压缩机,此处的气体冷却介质采用二氧化碳。
31.在下模2的底部固定有一个扩散件33,扩散件33为一个内部设置有空腔且一侧面呈开口设置的构件,此处扩散件33制作成长方体状的结构,在制作扩散件33时,可以采用钢板制作成一个矩形框,在其中一个开口处固定一个底板,使之形成一个一面开口的盒体状构件;扩散件33的开口处固定在下模2的底部,使得下模2与扩散件33形成一个密闭的空腔;在下模2朝扩散件33的一侧开设有多个释放口311,且释放口311与释放通道312相连通。
32.传输通道313的端口与动力件32的出口端相连通,在扩散件33上连接一个与扩散件33的空腔相连通的管道,该管道一端与扩散件33相连接,其另一端连接在动力件32的进口端。
33.冷却循环机构3与扩散件33也可以设置在上模1的顶部位置处,根据需要也可以同时设置在上模1的顶部和下模2的底部。
34.参照图4,为使模具体的散热效果更好,在上模1、下模2和扩散件33的侧面固定有散热翅片21,根据需要可一个仅在其中一个部件上固定散热翅片21。
35.在下模2或者上模1与扩散件33之间设置有多个支撑件5,支撑件5为柱状构件,其一端与下模2的底部相抵接,另一端固定在扩散件33的底部,支撑件5用于提高模具的结构稳定性,减小由于模具体发生变形造成注塑加工的工件发生变形的可能,使得装置更加的可靠。
36.本技术一种用于电池盖快速成型的模具装置的实施原理:在使用该模具进行注塑制作产品时,启动冷却循环机构3,使得动力件32对气体冷却介质进行压缩,动力件32将压缩后的气体冷却介质传输至冷却通道内31,并通过释放口311进入至扩散件33的空腔内,由于释放通道312内的压力值大于扩散件33内部的压力值,被压缩的气体冷却介质体积变大,吸收模具体上的热量,为模具体降温,使得模具体处于释放的温度,避免因长时间使用该模具体注塑造成模具体的自身温度升高而延长单个注塑工件冷却成型的时间,使得注塑成型
的时间更短,提高产品的加工效率。
37.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。