1.本发明涉及定子的制造方法以及定子。
背景技术:
2.以往,已知一种将线圈插入定子芯部的切槽来制造定子的方法。例如,在日本专利特开2000
‑
125521号公报(专利文献1)中公开了一种将环状的线圈插入定子芯部的切槽的线圈插入装置。现有技术文献专利文献
3.专利文献1:日本专利特开2000
‑
125521号公报
技术实现要素:
发明所要解决的技术问题
4.上述专利文献1的技术问题在于,将从定子芯部的端面突出的线圈端部的长度抑制得较短,并且减轻叶片对线圈的损伤,且缩短线圈插入时间。然而,在上述专利文献1中并未公开线圈与定子芯部之间的绝缘。
5.本发明的目的在于提供一种定子以及定子的制造方法,确保线圈与定子芯部之间的绝缘,且缩短线圈边端的长度。解决技术问题所采用的技术方案
6.从本发明的第一观点出发的定子的制造方法,是包括具有沿轴向贯穿的多个切槽的定子芯部的定子的制造方法,包括:以环状卷绕线圈线并形成具有收纳于切槽内的两个线圈边部的线圈,并通过第一绝缘纸覆盖线圈边部的除了轴向一侧以外的轴向另一侧,以形成线圈束的工序;使线圈束从轴向一侧沿轴向插入切槽的工序;通过第二绝缘纸覆盖线圈束的轴向一侧的工序;以及将第一绝缘纸和第二绝缘纸配置于切槽的内部的工序。
7.从本发明的第二观点出发的定子包括:定子芯部,所述定子芯部具有沿轴向贯穿的多个切槽;线圈,所述线圈是由线圈线以环状卷绕而成的,并且具有收纳于切槽内的两个线圈边部;以及绝缘纸,所述绝缘纸将两个线圈边部覆盖,绝缘纸包括:第二绝缘纸,所述第二绝缘纸将线圈束的轴向一侧覆盖;以及第一绝缘纸,所述第一绝缘纸将线圈束的轴向另一侧覆盖,第一绝缘纸和第二绝缘纸配置于切槽的内部。发明效果
8.本发明能提供一种定子的制造方法以及定子,确保线圈与定子芯部之间的绝缘,且缩短线圈边端的长度。
附图说明
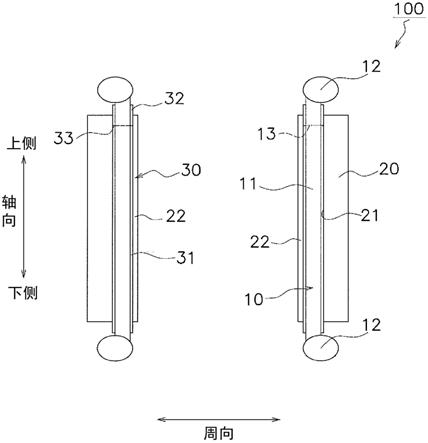
9.图1是定子的与轴向垂直的截面的剖视图。图2是沿图1的ii
‑
ii线的截面的示意图。
图3是线圈的示意图。图4是表示定子的制造工序的图。图5是卷绕模具的示意图。图6是表示形成线圈的工序的示意图。图7是表示覆盖第一绝缘纸的工序的示意图。图8是表示进行弯折的工序的示意图。图9是表示弯折后的线圈的示意图。图10是表示进行插入的工序的示意图。图11是表示进行插入的工序的另一示意图。图12是表示进行插入的工序的另一示意图。图13是表示进行插入的工序的另一示意图。图14是表示进行恢复的工序的示意图。图15是表示覆盖第二绝缘纸的工序的示意图。图16是表示进行配置的工序的示意图。图17是实施方式2的与轴向垂直的截面的剖视图。图18是定子的另一截面的示意图。图19是表示实施方式2的进行插入的工序的示意图。图20是表示实施方式2的进行插入的工序的另一示意图。图21是表示实施方式2的覆盖第二绝缘纸的工序的示意图。图22是表示实施方式2的定子的另一制造工序的图。
具体实施方式
10.以下,参照附图,对本发明的实施方式进行说明。另外,在以下附图中,对相同或相当的部分标注相同的参考标记,并且不反复其说明。
11.此外,在以下的说明中,将定子100的中心轴延伸的方向、即切槽的贯穿方向设为“轴向”。将沿轴向的一侧设为上侧,另一侧设为下侧。上下方向用于规定位置关系,而并非限定实际的方向。即,下方向并不一定指重力方向。轴向没有特别限定,其包括铅垂方向、水平方向以及与铅垂方向、水平方向交叉的方向等。
12.此外,将与定子100的中心轴正交的方向设为“径向”。将沿径向的一侧设为内侧,另一侧设为外侧。另外,将沿以定子100的中心轴为中心的圆弧的方向设为“周向”。
13.另外,在以下说明中使用的附图中,有时为了强调特征部分这一目的,出于方便而放大表示作为特征的部分。因此,各结构要素的尺寸及比例并不一定与实际相同。此外,有时为了同样的目的而省略不作为特征的部分进行图示。
14.[实施方式1](定子)如图1和图2所示,定子100是马达的构成部件,与未图示的转子相互作用而产生旋转力矩。定子100包括线圈10、定子芯部20和绝缘纸30。本实施方式的定子100设为以跨及若干个切槽21的方式卷绕线圈的分布卷绕。
[0015]
<定子芯部>
定子芯部20形成为中空的圆柱形状。定子芯部20是层叠薄硅钢板而形成的。定子芯部20以放射状形成有多个切槽21。切槽21形成有作为切槽21的径向开口部的切槽开口22。本实施方式的定子芯部20是一体型的定子芯部。
[0016]
<线圈>如图3所示,线圈10是线圈线以环状卷绕而成的。本实施方式的线圈线为圆线,但并不受特别限定,也可以是扁线等。
[0017]
线圈10具有两个线圈边部11和线圈过渡部12。两个线圈边部11收纳在切槽21内。具体而言,供一个线圈边部11收纳的切槽21与供另一个线圈边部11收纳的切槽21不同。另外,供一个线圈边部11收纳的切槽21与供另一个线圈边部11收纳的切槽21既可以相邻,也可以隔着别的切槽沿周向配置。
[0018]
线圈边部11是对齐卷绕。即,在对齐卷绕中,线圈边部11在规定方向上规则地层叠。另外,本实施方式的线圈边部11在切槽21中在周向上规则地层叠,但并不局限于此。
[0019]
线圈过渡部12将两个线圈边部11连接。线圈过渡部12配置于轴向两侧。具体而言,位于轴向上侧的线圈过渡部12是将两个线圈边部11的上端部连接的上侧线圈边端。位于轴向下侧的线圈过渡部12是将线圈边部11的下端部连接的下侧线圈边端。
[0020]
线圈10具有弯折痕迹13。在本实施方式中,线圈边部11的上端部具有弯折痕迹13。弯折痕迹13位于切槽21的内部。弯折痕迹13位于后述的第一绝缘纸31与第二绝缘纸32之间的边界区域33。
[0021]
<绝缘纸>绝缘纸30将由插入切槽21的多根线圈线构成的线圈边部11覆盖。如图2所示,绝缘纸30包括第一绝缘纸31和第二绝缘纸32。第一绝缘纸31将线圈10的轴向下侧覆盖。第二绝缘纸32将线圈的轴向上侧覆盖。第一绝缘纸31和第二绝缘纸32配置于切槽21的内部。另外,本实施方式的第一绝缘纸31的下端部从切槽21露出。本实施方式的第二绝缘纸32的上端部从切槽21露出。
[0022]
第一绝缘纸31与第二绝缘纸32之间的边界区域33位于切槽21内部。第一绝缘纸31和第二绝缘纸32既可以相互重叠,也可以不接触。在第一绝缘纸31与第二绝缘纸32重叠的情况下,边界区域33为相互重叠的区域。在第一绝缘纸31与第二绝缘纸32沿轴向分开的情况下,边界区域33包括沿轴向分开的区域。
[0023]
另外,在本实施方式中,在线圈边部11的整周卷绕有绝缘纸30。由此,能防止线圈边部11的线圈线从切槽21脱出。因此,未设置用于将切槽开口22封堵的楔形件。为了进一步防止线圈线从切槽21脱出,也可以在由绝缘纸30覆盖的线圈10与切槽开口22之间设置楔形件。
[0024]
第二绝缘纸32的轴向长度比配置于切槽21内部的第一绝缘纸31的轴向长度小。第一绝缘纸31的轴向长度与第二绝缘纸32的轴向长度的共计长度比定子芯部20的轴向长度大。即,第一绝缘纸31的轴向长度与第二绝缘纸32的轴向长度的共计长度比切槽21的轴向长度大。
[0025]
[定子的制造方法]参照图1~图16对本实施方式的定子的制造方法进行说明。
[0026]
<线圈束的形成>
如图4所示,首先,形成线圈束(步骤s10)。在上述工序(s10)中,将线圈线卷绕成环状,并形成具有收纳于切槽21内的两个线圈边部11的图3所示的线圈10,通过第一绝缘纸31覆盖线圈边部11的除了轴向上侧的轴向下侧,以形成线圈束。
[0027]
具体而言,形成图3所示的线圈10(步骤s11)。另外,线圈10的各线圈线排列成束的方向是径向。
[0028]
本实施方式的线圈使用图5所示的卷绕模具110。卷绕模具110包括主体111、支承部112、滑动部113、114和引导部115。
[0029]
主体111具有供线圈线卷绕的卷绕面。主体111的卷绕面设置于沿轴向延伸且互为相对的侧面和轴向下侧的下表面。
[0030]
支承部112配置于主体部111的轴向上侧。支承部112被未图示的臂支承。臂以自由旋转的方式支承于主体111的未图示的规定位置。支承部112具有供线圈线卷绕的卷绕面。支承部112的卷绕面设置于沿轴向延伸且互为相对的侧面和轴向上侧的上表面。
[0031]
滑动部113分别设置于与作为主体111的卷绕面的侧面相对的位置。滑动部114设置于与主体111的下表面相对的位置。滑动部113、114通过未图示的气动缸向主体111进退。
[0032]
引导件115设置于后述的图9所示的弯折线圈形成于卷绕模具110时的经过部15。在引导件115上形成有凹部。凹部的宽度方向的长度与经过部15的宽度方向的长度大致相同。另外,“大致相同”是指除去尺寸公差和压缩时的间隙后的相同。
[0033]
接着,将第一绝缘纸31配置于作为主体111的卷绕面的两个侧面。在将第一绝缘纸31配置于主体111的两个侧面时,也可以通过粘接剂将第一绝缘纸31配置于主体111的两个侧面。或者,也可以通过未图示的抓持件抓持第一绝缘件31,并将第一绝缘纸31配置于主体111的两个侧面。此外,同样地,也可以将第一绝缘纸31配置于主体111的下表面。
[0034]
接着,如图6所示,将线圈线卷绕于主体111和支承部112而形成线圈10。具体而言,使供给线圈线的线嘴以卷绕轴为中心旋转,从而将线圈线卷绕于主体111的卷绕面和支承部112的卷绕面。或者,使主体111和支承部112以卷绕轴为中心旋转,从而将线圈线卷绕于主体111的卷绕面和支承部112的卷绕面。由此,使线圈线形成多个线圈线从径向内侧向外侧排列的线圈10。
[0035]
以上述方式将线圈线卷绕成环状的线圈10如图3所示形成为大致矩形。详细而言,线圈10具有上述的线圈边部11和线圈过渡部12。
[0036]
另外,线圈边部11的与轴向垂直的截面的截面积与切槽21的与轴向垂直的截面的截面积相同。另外,“相同”是指除去设计公差和用于插入的间隙之后的相同。此外,线圈边部11的周向长度比切槽开口22的周向的开口宽度大。
[0037]
接着,如图7所示,将夹在主体111的侧面与线圈边部11之间的第一绝缘纸31卷绕于线圈边部11。此时,也可以以使第一绝缘纸31的一个边缘部31e与另一个边缘部31e在线圈边部的外侧面中重叠的方式卷绕。
[0038]
在将第一绝缘纸31卷绕于线圈边部11时,也可以通过粘接剂将第一绝缘纸31固定于线圈边部11。或者,也可以通过粘接剂将第一绝缘纸31的边缘部31e与边缘部31e固定。由此,能形成通过第一绝缘纸31将线圈边部11的除了轴向上侧以外的轴向下侧覆盖的线圈束(步骤s12)。
[0039]
另外,本实施方式的第一绝缘纸31将卷绕于卷绕模具110的主体111的线圈的外周
覆盖。第一绝缘纸31也可以将线圈10的轴向下侧的全部覆盖,但只要如本实施方式那样将线圈10的轴向下侧的至少一部分覆盖即可。详细而言,本实施方式的第一绝缘纸31并未将线圈10的下端部覆盖。第一绝缘纸31在图2所示的制造后的定子100中将收纳于切槽21内的线圈边部11的轴向下侧覆盖。
[0040]
接着,对线圈边部11的下侧被第一绝缘纸31覆盖的线圈束进行压缩(步骤s13)。在上述工序(s13)中,将滑动部113按压于被卷绕在主体1111上的线圈束。此外,也可以将滑动部114按压于被卷绕在主体111的下表面上的线圈束。在上述步骤s13中,线圈边部11的形状成型为卷绕模具110的主体111的侧面形状和与主体111的侧面形状相对的滑动部113的侧面形状。
[0041]
通过实施上述工序(s13),能减小线圈边部11的线圈线之间的间隙。因此,能提高定子100的占空系数。
[0042]
<线圈束的弯折>接着,如图8所示,将线圈束的轴向上侧弯折(步骤s20)。“弯折”是指使线圈束的上端部向径向内侧倾斜。详细而言,在上述工序中,将线圈束朝径向内侧弯折。具体而言,通过使支承部112朝径向内侧旋转规定角度,使线圈束的上侧倾斜。
[0043]
在本实施方式中,通过电动机使支承部112朝束方向的内侧旋转规定角度。此时,线圈束的上端部在支承于支承部112的状态下向束方向的内侧倾斜。
[0044]
在上述工序(s40)中,引导件115在与径向大致平行的状态下将线圈束的上端部夹在凹部中。在线圈束的上侧弯折时,引导件115变成沿轴向延伸的状态。
[0045]
通过实施上述工序(s40),能形成包括图9所示的弯折后的线圈和将线圈10的下侧覆盖的第一绝缘纸31的弯折线圈束。在弯折线圈束上形成有弯折痕迹13。
[0046]
弯折线圈束具有倾斜部14。倾斜部14相对于沿轴向延伸的线圈边部11倾斜。倾斜部14具有经过部15,所述经过部15在后述的进行插入的工序(s30)中经过切槽开口22。经过部15在轴向上层叠有线圈线。
[0047]
经过部15的周向长度比切槽开口22的周向长度小。因此,也可以对经过部15进行压缩。在本实施方式中,通过将未图示的滑动部按压于经过部15来对经过部15进行压缩。具体而言,通过将滑动部按压于经过部15,朝下侧按压被夹在引导件115的凹部中的经过部15,从而对经过部15进行压缩。其结果是,实施经过部15的线圈线彼此的间隙变小的这种压缩。而且,经过部15的线圈线沿径向被压缩。
[0048]
<将线圈束插入切槽>接着,如图10和图11所示,将弯折线圈束从轴向下侧沿轴向插入切槽21(步骤s30)。另外,图10的线圈束表示省略了第一绝缘纸的线圈10。详细而言,在上述工序(s30)中,将弯折线圈束从定子芯部20的两个切槽21的轴向下侧向上侧插入切槽21。另外,在本实施方式中,插入弯折线圈束的两个切槽21设为夹着两个切槽21的一个切槽21和另一个切槽21,但并不局限于此。
[0049]
具体而言,将弯折线圈束配置于定子芯部20的轴向下方。此时,在经过部15位于切槽开口22的轴向下方的状态下,相对于定子芯部20配置弯折线圈束。此外,在倾斜部14朝向径向的内侧的状态下,相对于定子芯部20配置弯折线圈束。
[0050]
接着,如图10和图11所示,使弯折线圈束向轴向上方移动。由此,将线圈边部11插
入切槽21。此外,倾斜部14经过比线圈边部11更靠径向内侧的位置。倾斜部14的经过部15经过切槽开口22。
[0051]
此时,通过利用引导件115夹住经过部15,能顺利地朝向切槽开口22引导经过部15。另外,也可以在经过部15经过切槽开口22之前将引导件115从经过部15拆卸。
[0052]
如图12和图13所示,使弯折线圈束继续向轴向上方移动,并将线圈边部11插入切槽21。此时,下侧的线圈过渡部12在定子芯部20的底部跨在切槽21之间。
[0053]
在上述工序(s30)中,线圈束的轴向上侧从定子芯部20突出。在本实施方式中,弯折线圈束的倾斜部14从定子芯部20的上端突出。
[0054]
另外,在上述工序中,在将弯折线圈束沿轴向朝向切槽21插入时,作业人员也可以通过手工作业来插入弯折线圈束。此外,也可以使用插入装置自动将弯折线圈束插入定子芯部20。
[0055]
<线圈束的恢复>接着,如图14所示,将弯折线圈束恢复到原来的形状(步骤s40)。具体而言,使弯折线圈束变形到原来形状的线圈束。详细而言,如图13所示的箭头那样使倾斜部14向上侧旋转并与轴向平行。由此,上侧的线圈过渡部12跨过切槽21。
[0056]
在本实施方式中,使用夹住经过部15的引导件115将弯折线圈束恢复。另外,也可以通过作业人员的作业将弯折线圈束恢复。
[0057]
<第二绝缘纸的覆盖>接着,如图15所示,通过第二绝缘纸32将线圈束的轴向上侧覆盖(步骤s50)。在上述步骤s50中,通过第二绝缘纸32将从定子芯部20突出的轴向上侧覆盖。在本实施方式中,通过第二绝缘纸32将恢复后的轴向上侧覆盖。
[0058]
具体而言,将粘接剂涂覆于线圈束的轴向上侧的外侧面。接着,使第二绝缘纸32与覆盖线圈束的轴向下侧的第一绝缘纸31的上端对接,第二绝缘纸32卷绕于线圈束的轴向上侧的外侧面。另外,第一绝缘纸31和第二绝缘纸32既可以相互重叠,也可以不接触。此外,不将粘接剂涂覆于线圈束的轴向上侧的外侧面亦可。
[0059]
第二绝缘纸32将线圈的轴向上侧的至少一部分覆盖。第二绝缘纸32也可以将线圈束的轴向上侧的全部覆盖,但本实施方式的第二绝缘纸32将线圈束的轴向上侧的第一绝缘纸31一侧的区域覆盖。在图2所示的制造后的定子100中,第二绝缘纸32将收纳于切槽21内的线圈边部11的轴向一侧覆盖。即,第二绝缘纸32不覆盖上端部。
[0060]
此外,第二绝缘纸32的一个边缘部与另一个边缘部也可以以在线圈束的外侧面中重叠的方式卷绕。
[0061]
<将覆盖线圈束的第一绝缘纸和第二绝缘纸配置于切槽>接着,如图16所示,将第一绝缘纸31和第二绝缘纸32配置于切槽21的内部(步骤s560)。在上述步骤s60中,使由第一绝缘纸31和第二绝缘纸32裹着的线圈束在切槽内朝下方滑动,并配置于轴向的规定位置。线圈束朝轴向下侧移动,第二绝缘纸32的至少一部分配置于切槽21的内部。在本实施方式中,将弯折痕迹13配置于切槽21的内部。
[0062]
具体而言,抓持下侧的线圈过渡部12并朝下侧牵拉线圈束。由此,第二绝缘纸32所覆盖的线圈束插入切槽内。当下侧的线圈过渡部12到达规定位置时,停止线圈束朝下侧的移动。线圈束朝下侧的移动距离并不限定,但例如为10mm以上且15mm以下。
[0063]
随后,通过对上侧的线圈过渡部进行整形,能形成图2所示的定子100。另外,也可以省略进行整形的工序。
[0064]
通过实施以上的工序(s10~s60),能制造图1和图2所示的定子100。在本实施方式中,通过第一绝缘纸31和第二绝缘纸32覆盖切槽21内的线圈10。因此,能确保线圈10与定子芯部20之间的绝缘。
[0065]
此外,位于切槽21内部的绝缘纸30是第一绝缘纸31和第二绝缘纸32。因此,在线圈10中,能通过第二绝缘纸32覆盖无法被第一绝缘纸31覆盖的轴向上侧,并配置于切槽21的内部。因此,能有效地使用线圈,从而能缩短线圈边端的长度。
[0066]
[实施方式2](定子)如图17和图18所示的实施方式2的定子101基本上包括与实施方式1的定子100相同的结构,但主要在定子芯部20沿轴向设置有多个这一点上不同。如图18所示,本实施方式的定子芯部20具有第一定子芯部201和第二定子芯部202。
[0067]
第一定子芯部201设置于轴向上侧。第二定子芯部202设置于轴向下侧。在从轴向的俯视观察时,第一定子芯部201的第一切槽211比第二定子芯部202的第二切槽212大。第一定子芯部201的轴向长度l201比第二定子芯部202的轴向长度l202小。
[0068]
<楔形件>本实施方式的定子101还包括楔形件40。楔形件40配置于线圈10与切槽开口22之间。线圈束10既可以被绝缘纸30覆盖,也可以不被绝缘纸30覆盖。楔形件40将切槽开口22封堵。
[0069]
本实施方式的楔形件40配置于切槽21内的上端部。此外,本实施方式的楔形件在轴向观察时呈u字状。另外,也可以省略楔形件40。
[0070]
楔形件40的轴向长度小于切槽21的轴向长度。楔形件40的轴向长度比配置于切槽21内部的第一绝缘纸31的轴向长度小。切槽21内的楔形件40的轴向长度与第一绝缘纸31的轴向长度的共计长度比定子芯部20的轴向长度(l201 l202)大。此外,切槽21内的楔形件40的轴向长度与第二绝缘纸32的轴向长度也可以相同。
[0071]
(制造方法)首先,准备具有上述的第一定子芯部201和第二定子芯部202的定子芯部。在上述工序中,如图19所示,将第二绝缘纸32的至少一部分设置于第一定子芯部201的第一切槽211。
[0072]
此外,与实施方式1相同地实施形成线圈束的工序(步骤s10)和将线圈束弯折的工序(步骤s20)。
[0073]
接着,如图19和图20所示,实施进行插入的工序(步骤s30)。在上述工序(s30)中,将弯折线圈束的倾斜部14插入第二定子芯部202的第二切槽212。在上述工序中,线圈束从上侧沿轴向插入设置有第二绝缘纸32的至少一部分的第一定子芯部201的第一切槽211内。
[0074]
接着,如图21所示,与实施方式1相同地实施将线圈束恢复的工序(s40)。
[0075]
接着,如图18所示,实施通过第二绝缘纸32进行覆盖的工序(s50)。在上述工序(s50)中,通过设置于第一切槽211的第二绝缘纸32将线圈束的上侧覆盖。另外,在图18中,第一绝缘部31的上端部与第二绝缘纸32的上端部重叠,但并不局限于此。
[0076]
接着,实施将第一绝缘纸31和第二绝缘纸32配置于切槽的内部的工序(s60)。在上述工序(s60)中,既可以使线圈束朝下侧移动,也可以不使线圈束移动。在使线圈束朝下侧移动的情况下,使由第一绝缘纸31和第二绝缘纸32裹着的线圈束在切槽内朝下方滑动,并配置于轴向的规定位置。另外,在不使线圈束移动的情况下,进行覆盖的工序(s50)与进行配置的工序(s60)同时实施。
[0077]
接着,插入楔形件(步骤s70)。在上述工序(s70)中,为了将作为切槽的径向开口部的切槽开口封堵,将楔形件设置于线圈束与切槽开口之间。在本实施方式中,从上侧插入楔形件40。另外,也可以在插入线圈束的工序(s30)时实施插入楔形件的工序(s70)。即,也可以在进行插入的工序(s30)中在将线圈束插入切槽21时插入楔形件40。
[0078]
通过实施上述工序(s10~s70),能制造图17和图18所示的本实施方式的定子101。
[0079]
此外,本实施方式的定子101也可以通过图22所示的制造工序来制造。具体而言,首先,准备第二定子芯部202。接着,如上所述,实施形成线圈束的工序(步骤s10)、将线圈束弯折的工序(步骤s20)和进行插入的工序(步骤s30)。
[0080]
接着,将第一定子芯部201配置于第二定子芯部202上(步骤s80)。在上述第一定子芯部201的第一切槽211内设置有第二绝缘纸32。在配置有第一定子芯部201的状态下使弯折线圈束继续向轴向上方移动。
[0081]
接着,将线圈束恢复(步骤s40)。当实施上述工序(s40)时,倾斜部14插入第一切槽211。由此,线圈束插入第一定子芯部201的第一切槽211和第二定子芯部202的第二切槽202的整个轴向。
[0082]
当实施上述工序(s40)时,设置于第一定子芯部201的第二绝缘纸32将线圈束的上侧覆盖(步骤s50)。即,将线圈束恢复到原来的形状的工序(s40)、通过第二绝缘纸32覆盖线圈束的上侧的工序(s50)和将第一绝缘纸31和第二绝缘纸32配置于切槽22的内部的工序(s60)同时实施。
[0083]
接着,插入楔形件(步骤s70)。在上述工序中,将楔形件40插入第一定子芯部20的第一切槽211内。如图18所示,楔形件40的轴向长度比切槽211的轴向长度小。
[0084]
[变形例]上述实施方式在进行弯折的工序(s20)中形成具有一个倾斜部的线圈束,但并不局限于此。例如,在轴向上侧形成具有轴向高度不同的多层的线圈束(步骤s10)。在上述情况下,在进行弯折的工序(s20)中,将各层的上侧弯折而设置多个倾斜部,并在各倾斜部14设置经过部15。各层的经过部15中的至少一部分在轴向观察时重叠。
[0085]
此外,也可以省略进行弯折的工序(s20)。在上述情况下,在进行插入的工序(s30)中,将环状的线圈束插入切槽。
[0086]
应认为,本次公开的实施方式在所有点上均为例示,并不构成限制。本发明的范围是由权利要求书而非由上述实施方式来表示的,并且旨在包括与权利要求书等同的意思和范围内的所有变更。(符号说明)
[0087]
10线圈;11线圈边部;12线圈过渡部;13弯折痕迹;14倾斜部;15经过部;20定子芯部;21切槽;22切槽开口;30绝缘纸;31第一绝缘纸;32第二绝缘纸;33边界区域;40楔形件;100、101定子;110卷绕模具;111主体;112支承部;113、114滑动部;115引导件;201第一定子
芯部;202第二定子芯部;211第一切槽;212第二切槽。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。