1.本发明涉及环保型电缆加工系统。
背景技术:
2.线缆是光缆、电缆等物品的统称。线缆的用途有很多,主要用于控制安装、连接设备、输送电力等多重作用,是日常生活中常见而不可缺少的一种东西。由于电缆带电。
3.电线电缆制造使用具有本行业工艺特点的专用生产设备,以适应线缆产品的结构、性能要求,满足尽可能高速生产的要求,从而形成了线缆制造的专用设备系列。
4.线缆制作需要在头部安装接线头,通过压合连接为一体,从而便于接线连接。
技术实现要素:
5.本发明所要解决的技术问题总的来说是提供一种环保型电缆加工系统。
6.为解决上述问题,本发明所采取的技术方案是:
7.一种环保型电缆加工系统,包括机架总成;在机架总成上设置有电线件的电线制作装置;
8.电线制作装置包括
9.上线卷盘,盘卷并输出有电线件;
10.校线装置,设置在上线卷盘输出端,用于对电线件夹持并校直;
11.第一喂入装置,其移动设置,其输入端与校线装置对应,用于将电线件从上线卷盘牵拉到校线装置上,并配合校线装置对电线件进行校直并裁切,将夹持裁切后的电线件输出;
12.上料传送装置,设置在第一喂入装置的输出端,实现对电线件在各个工位的传送;工位包括上料工位、加工工位及组装工位;
13.载线装置,设置在上料传送装置上,在上料工位承接第一喂入装置送入的电线件;在加工工位及组装工位,带动电线件旋转及移动配合相应设备加工;
14.切头修头机,设置在加工工位的裁切工位,用于对电线件切头到设定长度尺寸,并到端头进行旋转修理;
15.包漆机,设置在加工工位的包漆工位,用于对设定长度尺寸电线件二次包漆;
16.烘干机,设置在加工工位的烘干工位,用于对包漆外衣进行烘干;
17.外包机,设置在加工工位的外包工位,用于对包漆外衣进行外包绝缘层。
18.作为上述技术方案的进一步改进:
19.校线装置包括移动在机架总成上的校直移动座、设置在校直移动座上的校直弧槽与校直振动器及设置在校直弧槽上的校直接触位置;
20.第一喂入装置包括移动在机架总成上的喂入移动机械座、设置在喂入移动机械座两端的喂入梳理臂、设置在对应喂入梳理臂上的喂入前抓取爪与喂入后抓取爪、设置在喂入移动机械座上的喂入辅助扶持爪、设置在喂入辅助扶持爪之间的喂入辅助切刀及设置在
喂入辅助扶持爪侧部的喂入辅助夹爪;
21.上料传送装置,为带传动或推杆传动;
22.载线装置,包括设置在上料传送装置上的载具旋转底座、设置在载具旋转底座上的载具平移机架、设置在载具平移机架上的载具升降横臂、对向运动设置在载具升降横臂两端的载具伸缩夹持手及设置在载具升降横臂上的载具辅助夹手;
23.载具伸缩夹持手承接第一喂入装置喂入的电线件;
24.切头修头机,成对设置在上料传送装置两侧,其包括切头机及修头机;切头机将电线件切为定尺寸长度;修头机,用于对端部切口修磨;
25.包漆机,用于对电线件进行包漆,载具伸缩夹持手夹持电线件两端接线部;
26.烘干机,用于对包漆进行烘干;
27.外包机,对电线件外部包裹绝缘层并热封密封口。
28.在机架总成上设置有接线头制作装置;
29.接线头上料装置,包括接线头上料通道及预载有接线头的振动盘;在接线头上料通道输出端设置有接线头挡位杆,以阻挡后续接线头送入;在接线头挡位杆一侧设置有接线头中转机械手;接线头中转机械手夹持接线头离开接线头上料通道输出端;
30.接线头传送装置包括传送带或传送托板;
31.接线头加工装置包括若干设置在接线头传送装置下方的接线头下顶杆,用于顶托位于接线头传送装置上的接线头;
32.在接线头传送装置上方设置有接线头压扁头,用于在接线头上制作扁部;在接线头传送装置上设置有接线头压块,用于在加工接线头时,与接线头下顶杆配合固定接线头;
33.在接线头压扁头一侧设置有接线头冲孔头,用于在扁处钻孔;
34.在接线头冲孔头一侧设置有接线头修孔机,位于接线头上下两侧,用于对钻孔处修整。
35.在机架总成上设置有将电线件与接线头连接为一体的组装装置;
36.组装装置包括设置在接线头传送装置输出端与上料传送装置输出端之间的组装机架;在组装机架一侧设置有成品输出工位,以与下一道工序衔接;
37.在组装机架上设置有组装线夹持手,在组装线夹持手上对称设置有组装咬合手;
38.在组装机架两端分别设置有组装移动架,在组装移动架上设置有组装头夹持手及组装顶头;
39.在组装机架一侧配套有中间机械手,用于夹持接线头到组装头夹持手上,组装线夹持手承接第一喂入装置送入的电线件;
40.组装移动架将接线头推装入电线件的端部;
41.组装咬合手将电线件与接线头咬合连接。
42.一种环保型电缆加工工艺,该工艺如下,
43.s1,上线卷盘输出电线件;
44.s2,首先,喂入前抓取爪牵拉上线卷盘输出的电线件移动到校直弧槽上的校直接触位置并前行;然后,在前行中,喂入前抓取爪与喂入后抓取爪夹持电线件并下压且校直振动器进行振动,将电线件校直并释放应力;其次,喂入辅助扶持爪与喂入辅助夹爪对电线件夹持,喂入辅助切刀将电线件切断;再次,喂入后抓取爪夹持切断后的电线件的尾部;之后,
喂入移动机械座带动电线件离开校线装置来到上料工位;后来,载具伸缩夹持手承接第一喂入装置喂入的电线件;
45.s3,首先,切头机将电线件切为定尺寸长度;然后,修头机对端部切口修磨;其次,载具伸缩夹持手夹持电线件两端接线部,包漆机对电线件进行二次包漆;再次,烘干机对包漆进行烘干;
46.s5,首先,接线头从振动盘输送到接线头上料通道输出端,接线头挡位杆阻挡后续接线头送入;然后,接线头中转机械手夹持接线头离开接线头上料通道输出端;
47.s6,接线头下顶杆与接线头压块配合固定接线头,接线头压扁头在接线头上制作扁部;
48.s7,接线头下顶杆与接线头压块配合固定接线头,接线头冲孔头在扁处钻孔;
49.s8,接线头下顶杆与接线头压块配合固定接线头,接线头修孔机钻孔处修整;
50.s9,首先,组装线夹持手承接载线装置送入的电线件;然后,中间机械手夹持接线头到组装头夹持手上;其次,组装头夹持手夹持电线件,组装移动架将接线头推装入电线件的端部;再次,组装咬合手将电线件与接线头咬合连接;之后,中间机械手夹持组装后的电线件输出到成品输出工位。
51.作为上述技术方案的进一步改进:
52.在s3与s5之间,执行s4,外包机对电线件外部包裹绝缘层并热封密封口;
53.或在s9,执行s10,在成品输出工位,通过外包机对电线件外部包裹绝缘层并热封密封口。
54.本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便,本发明相比于现有技术,浪费材料少,毛刺少,因此环保节能。
附图说明
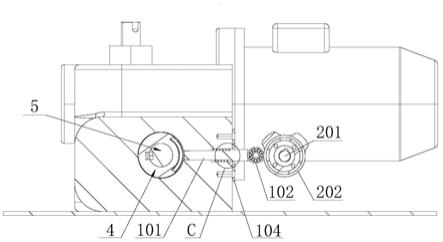
55.图1是本发明的使用结构示意图。
56.图2是本发明的上线卷盘结构示意图。
57.图3是本发明的载线装置结构示意图。
58.图4是本发明的组装线夹持手结构示意图。
59.图5是本发明的接线头冲孔头使用结构示意图。
60.图6是本发明的接线头上料通道结构示意图。
61.其中:1、电线件;2、上线卷盘;3、校线装置;4、第一喂入装置;5、上料传送装置;6、载线装置;7、上料工位;8、切头修头机;9、包漆机;10、烘干机;11、外包机;12、组装工位;13、成品输出工位;14、接线头上料装置;15、接线头传送装置;16、接线头加工装置;17、校直移动座;18、校直弧槽;19、校直接触位置;20、校直振动器;21、喂入移动机械座;22、喂入梳理臂;23、喂入前抓取爪;24、喂入辅助扶持爪;25、喂入辅助切刀;26、喂入辅助夹爪;27、喂入后抓取爪;28、载具旋转底座;29、载具平移机架;30、载具升降横臂;31、载具伸缩夹持手;32、载具辅助夹手;33、组装机架;34、组装线夹持手;35、组装咬合手;36、组装头夹持手;37、组装顶头;38、组装移动架;39、接线头上料通道;40、接线头挡位杆;41、接线头中转机械手;42、接线头下顶杆;43、接线头压扁头;44、接线头冲孔头;45、接线头压块;46、接线头修孔机;47、中间机械手。
具体实施方式
62.如图1
‑
6所示,本实施例的环保型电缆加工系统,包括机架总成;在机架总成上设置有电线件1的电线制作装置;
63.电线制作装置包括
64.上线卷盘2,盘卷并输出有电线件1;
65.校线装置3,设置在上线卷盘2输出端,用于对电线件1夹持并校直;
66.第一喂入装置4,其移动设置,其输入端与校线装置3对应,用于将电线件1从上线卷盘2牵拉到校线装置3上,并配合校线装置3对电线件1进行校直并裁切,将夹持裁切后的电线件1输出;
67.上料传送装置5,设置在第一喂入装置4的输出端,实现对电线件1在各个工位的传送;工位包括上料工位7、加工工位及组装工位12;
68.载线装置6,设置在上料传送装置5上,在上料工位7承接第一喂入装置4送入的电线件1;在加工工位及组装工位12,带动电线件1旋转及移动配合相应设备加工;
69.切头修头机8,设置在加工工位的裁切工位,用于对电线件1切头到设定长度尺寸,并到端头进行旋转修理;
70.包漆机9,设置在加工工位的包漆工位,用于对设定长度尺寸电线件1二次包漆;
71.烘干机10,设置在加工工位的烘干工位,用于对包漆外衣进行烘干;
72.外包机11,设置在加工工位的外包工位,用于对包漆外衣进行外包绝缘层。
73.校线装置3包括移动在机架总成上的校直移动座17、设置在校直移动座17上的校直弧槽18与校直振动器20及设置在校直弧槽18上的校直接触位置19;
74.第一喂入装置4包括移动在机架总成上的喂入移动机械座21、设置在喂入移动机械座21两端的喂入梳理臂22、设置在对应喂入梳理臂22上的喂入前抓取爪23与喂入后抓取爪27、设置在喂入移动机械座21上的喂入辅助扶持爪24、设置在喂入辅助扶持爪24之间的喂入辅助切刀25及设置在喂入辅助扶持爪24侧部的喂入辅助夹爪26;
75.上料传送装置5,为带传动或推杆传动;
76.载线装置6,包括设置在上料传送装置5上的载具旋转底座28、设置在载具旋转底座28上的载具平移机架29、设置在载具平移机架29上的载具升降横臂30、对向运动设置在载具升降横臂30两端的载具伸缩夹持手31及设置在载具升降横臂30上的载具辅助夹手32;
77.载具伸缩夹持手31承接第一喂入装置4喂入的电线件1;
78.切头修头机8,成对设置在上料传送装置5两侧,其包括切头机及修头机;切头机将电线件1切为定尺寸长度;修头机,用于对端部切口修磨;
79.包漆机9,用于对电线件1进行包漆,载具伸缩夹持手31夹持电线件1两端接线部;
80.烘干机10,用于对包漆进行烘干;
81.外包机11,对电线件1外部包裹绝缘层并热封密封口。
82.在机架总成上设置有接线头制作装置;
83.接线头上料装置14,包括接线头上料通道39及预载有接线头的振动盘;在接线头上料通道39输出端设置有接线头挡位杆40,以阻挡后续接线头送入;在接线头挡位杆40一侧设置有接线头中转机械手41;接线头中转机械手41夹持接线头离开接线头上料通道39输出端;
84.接线头传送装置15包括传送带或传送托板;
85.接线头加工装置16包括若干设置在接线头传送装置15下方的接线头下顶杆42,用于顶托位于接线头传送装置15上的接线头;
86.在接线头传送装置15上方设置有接线头压扁头43,用于在接线头上制作扁部;在接线头传送装置15上设置有接线头压块45,用于在加工接线头时,与接线头下顶杆42配合固定接线头;
87.在接线头压扁头43一侧设置有接线头冲孔头44,用于在扁处钻孔;
88.在接线头冲孔头44一侧设置有接线头修孔机46,位于接线头上下两侧,用于对钻孔处修整。
89.在机架总成上设置有将电线件1与接线头连接为一体的组装装置;
90.组装装置包括设置在接线头传送装置15输出端与上料传送装置5输出端之间的组装机架33;在组装机架33一侧设置有成品输出工位13,以与下一道工序衔接;
91.在组装机架33上设置有组装线夹持手34,在组装线夹持手34上对称设置有组装咬合手35;
92.在组装机架33两端分别设置有组装移动架38,在组装移动架38上设置有组装头夹持手36及组装顶头37;
93.在组装机架33一侧配套有中间机械手47,用于夹持接线头到组装头夹持手36上,组装线夹持手34承接第一喂入装置4送入的电线件1;
94.组装移动架38将接线头推装入电线件1的端部;
95.组装咬合手35将电线件1与接线头咬合连接。
96.本实施例的环保型电缆加工工艺,该工艺如下,
97.s1,上线卷盘2输出电线件1;
98.s2,首先,喂入前抓取爪23牵拉上线卷盘2输出的电线件1移动到校直弧槽18上的校直接触位置19并前行;然后,在前行中,喂入前抓取爪23与喂入后抓取爪27夹持电线件1并下压且校直振动器20进行振动,将电线件1校直并释放应力;其次,喂入辅助扶持爪24与喂入辅助夹爪26对电线件1夹持,喂入辅助切刀25将电线件1切断;再次,喂入后抓取爪27夹持切断后的电线件1的尾部;之后,喂入移动机械座21带动电线件1离开校线装置3来到上料工位7;后来,载具伸缩夹持手31承接第一喂入装置4喂入的电线件1。
99.s3,首先,切头机将电线件1切为定尺寸长度;然后,修头机对端部切口修磨;其次,载具伸缩夹持手31夹持电线件1两端接线部,包漆机9对电线件1进行二次包漆;再次,烘干机10对包漆进行烘干;
100.s5,首先,接线头从振动盘输送到接线头上料通道39输出端,接线头挡位杆40阻挡后续接线头送入;然后,接线头中转机械手41夹持接线头离开接线头上料通道39输出端;
101.s6,接线头下顶杆42与接线头压块45配合固定接线头,接线头压扁头43在接线头上制作扁部;
102.s7,接线头下顶杆42与接线头压块45配合固定接线头,接线头冲孔头44在扁处钻孔;
103.s8,接线头下顶杆42与接线头压块45配合固定接线头,接线头修孔机46钻孔处修整;
104.s9,首先,组装线夹持手34承接载线装置6送入的电线件1;然后,中间机械手47夹持接线头到组装头夹持手36上;其次,组装头夹持手36夹持电线件1,组装移动架38将接线头推装入电线件1的端部;再次,组装咬合手35将电线件1与接线头咬合连接;之后,中间机械手47夹持组装后的电线件1输出到成品输出工位13。
105.作为线缆的外包装的两个方案,在s3与s5之间,执行s4,外包机11对电线件1外部包裹绝缘层并热封密封口;
106.或在s9,执行s10,在成品输出工位13,通过外包机对电线件1外部包裹绝缘层并热封密封口。
107.电线件1通过上线卷盘2卷盘预制,校线装置3实现对盘卷线缆进行校直,实现因为盘卷而产生的变形与内应力,第一喂入装置4实现中转上料,剪切与矫直,上料传送装置5实现工位,载线装置6通过多自由度控制实现了线缆的中转与调整旋转角度以适应不同加工装置,切头修头机8包括两个设备,从而实现精确裁剪与端部毛刺修整,同时使得端部的铜芯外露更多,从而实现良好导电,保证用电安全并方便装入接线头,包漆机9配合有摄像头,用于对线缆划伤位置进行补漆,或直接进行包漆,烘干机10进行快速烘干,外包机11均为常规设备,是现有技术,由于设备为外购件,故采用省略与简化等方式进行布置,优选对称分布,组装工位12实现组装,成品输出工位13实现输出,接线头上料装置14通过振动上料,接线头加工装置16对铜接头进行压扁,加工孔及修孔,校直移动座17,校直弧槽18实现仿形定位,校直接触位置19在线缆牵引向前的过程中,其与线缆接触实现校直处理,校直振动器20消除应力,喂入梳理臂22实现纵向牵拉,喂入前抓取爪23,喂入辅助扶持爪24,喂入后抓取爪27实现交替接触,为了防止划线缆,其上具有间隔垫,喂入辅助切刀25实现剪切,喂入辅助夹爪26实现夹持,载具旋转底座28,载具平移机架29,载具升降横臂30,载具伸缩夹持手31,载具辅助夹手32次啊要仿人体手臂人工学,使用合理,接线头上料通道39实现上料,接线头挡位杆40实现定位,接线头中转机械手41实现出料,接线头下顶杆42,接线头压块45实现了夹持接线头,接线头压扁头43方便插接,接线头冲孔头44实现连接螺栓以与电气件连接固定,接线头修孔机46,去毛刺。组装线夹持手34实现夹持线缆,组装咬合手35实现了线缆与接线头的安装连接,组装头夹持手36夹持,组装顶头37实现对顶,中间机械手47实现了工件的上下料以及转运。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。