1.本实用新型涉及口罩生产技术领域,更具体的说是涉及一种自动呼吸阀焊接装置。
背景技术:
2.口罩呼吸阀生产现阶段仍以手工焊接为主,效率低、人耗大、成本高,现有的口罩机自动焊阀技术不成熟,高速时不稳定,焊阀效率低于口罩机口罩生产效率,影响整体产线产能。
3.因此,如何实现高速自动焊阀设计,解决口罩生产在线焊阀的效率问题,是本领域技术人员亟需解决的问题。
技术实现要素:
4.有鉴于此,本实用新型提供了一种自动呼吸阀焊接装置,旨在解决上述技术问题。
5.为了实现上述目的,本实用新型采用如下技术方案:
6.一种自动呼吸阀焊接装置,包括:
7.机架;所述机架顶面具有用于输送口罩本体的直线输送线体;
8.超声波焊接平台;所述超声波焊接平台固定在所述直线输送线体的中部;
9.振动盘;所述振动盘固定在所述机架的一侧,且用于向所述直线输送线体方向输送自动呼吸阀;
10.吸阀焊接机械手;所述吸阀焊接机械手固定在所述机架顶面,且位于所述振动盘和所述直线输送线体之间;所述吸阀焊接机械手用于将所述振动盘输送的自动呼吸阀吸附转移至所述超声波焊接平台上与所述口罩本体进行焊接;
11.冲孔组件;所述冲孔组件固定在所述机架上,且位于所述直线输送线体的末端,用于向焊接后的自动呼吸阀进行冲孔作业;
12.数控器;所述数控器用于对所述直线输送线体、所述超声波焊接平台、所述振动盘、所述吸阀焊接机械手和所述冲孔组件进行控制。
13.通过上述技术方案,本实用新型提供的自动呼吸阀焊接装置通过数控器进行整体控制,由振动盘进行自动呼吸阀的输送,经吸阀焊接机械手吸附拿取后至超声波焊接平台进行焊接,然后由直线输送线体继续输送进行冲孔处理,整体结构简单,自动化程度高,效率高、人耗少、成本低。
14.优选的,在上述一种自动呼吸阀焊接装置中,所述直线输送线体包括两条平行固定在所述机架顶面的固定轨道;两条所述固定轨道上固定有多组固定架;所述固定架上转动连接有定型轴,所述定型轴用于夹持所述口罩本体进行转动输送;所述定型轴通过齿轮组和伺服电机进行联动驱动,所述伺服电机通过导线与所述数控器电性连接。
15.优选的,在上述一种自动呼吸阀焊接装置中,所述超声波焊接平台包括固定在两条所述固定轨道上的平台本体,所述平台本体上具有焊接模具;所述平台本体下方安装有
超声波发生器;所述超声波发生器连接有换能器和变幅杆。
16.优选的,在上述一种自动呼吸阀焊接装置中,所述振动盘包括圆盘形的回料斗和直线送料器;所述回料斗连接有振动器,并通过减震支座固定在所述机架侧面;所述振动器与所述数控器电性连接;所述直线送料器一端与所述回料斗的顶盘环形输送轨的末端连接,另一端指向所述平台本体。
17.优选的,在上述一种自动呼吸阀焊接装置中,所述直线送料器远离所述回料斗的一端安装有第一传感器;所述吸阀焊接机械手根据所述第一传感器的检测信息进行所述自动呼吸阀的拿取。
18.优选的,在上述一种自动呼吸阀焊接装置中,所述吸阀焊接机械手包括高速伺服机械臂和自动吸盘;所述高速伺服机械臂能够实现水平转动和竖直方向上的上下运动;所述自动吸盘与所述高速伺服机械臂的端头连接,且能够实现对所述自动呼吸阀的真空吸附;所述高速伺服机械臂和所述自动吸盘分别与所述数控器电性连接。
19.优选的,在上述一种自动呼吸阀焊接装置中,所述冲孔组件包括支架,所述支架上固定有冲压气缸;所述冲压气缸的伸缩端头固定有冲切刀头,所述冲切刀头朝下;所述冲压气缸与所述数控器电性连接。
20.优选的,在上述一种自动呼吸阀焊接装置中,所述冲压气缸上安装有第二传感器。
21.优选的,在上述一种自动呼吸阀焊接装置中,所述数控器固定在所述机架底面。
22.经由上述的技术方案可知,与现有技术相比,本实用新型公开提供了一种自动呼吸阀焊接装置,通过数控器进行整体控制,由振动盘进行自动呼吸阀的输送,经吸阀焊接机械手吸附拿取后至超声波焊接平台进行焊接,然后由直线输送线体继续输送进行冲孔处理,整体结构简单,自动化程度高,效率高、人耗少、成本低。
附图说明
23.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
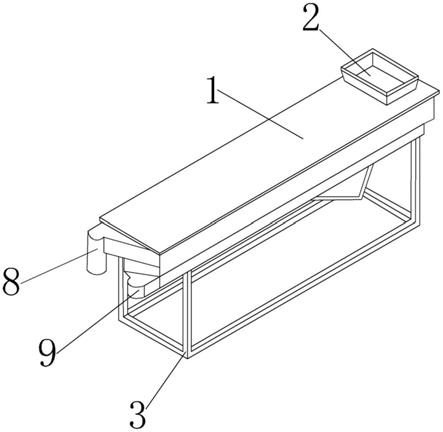
24.图1附图为本实用新型提供的自动呼吸阀焊接装置的结构示意图。
25.其中:
[0026]1‑
机架;
[0027]
11
‑
直线输送线体;111
‑
固定轨道;112
‑
固定架;113
‑
定型轴;
[0028]2‑
超声波焊接平台;
[0029]
21
‑
平台本体;22
‑
超声波发生器;
[0030]3‑
振动盘;
[0031]
31
‑
回料斗;32
‑
直线送料器;33
‑
振动器;34
‑
减震支座;35
‑
第一传感器;
[0032]4‑
吸阀焊接机械手;
[0033]
41
‑
高速伺服机械臂;42
‑
自动吸盘;
[0034]5‑
冲孔组件;
[0035]
51
‑
支架;52
‑
冲压气缸;53
‑
冲切刀头。
具体实施方式
[0036]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0037]
参见附图1,本实用新型实施例公开了一种自动呼吸阀焊接装置,包括:
[0038]
机架1;机架1顶面具有用于输送口罩本体的直线输送线体11;
[0039]
超声波焊接平台2;超声波焊接平台2固定在直线输送线体11的中部;
[0040]
振动盘3;振动盘3固定在机架1的一侧,且用于向直线输送线体11方向输送自动呼吸阀;
[0041]
吸阀焊接机械手4;吸阀焊接机械手4固定在机架1顶面,且位于振动盘 3和直线输送线体11之间;吸阀焊接机械手4用于将振动盘3输送的自动呼吸阀吸附转移至超声波焊接平台2上与口罩本体进行焊接;
[0042]
冲孔组件5;冲孔组件5固定在机架1上,且位于直线输送线体11的末端,用于向焊接后的自动呼吸阀进行冲孔作业;
[0043]
数控器;数控器用于对直线输送线体11、超声波焊接平台2、振动盘3、吸阀焊接机械手4和冲孔组件5进行控制。
[0044]
为了进一步优化上述技术方案,直线输送线体11包括两条平行固定在机架1顶面的固定轨道111;两条固定轨道111上固定有多组固定架112;固定架112上转动连接有定型轴113,定型轴113用于夹持口罩本体进行转动输送;定型轴113通过齿轮组和伺服电机进行联动驱动,伺服电机通过导线与数控器电性连接。
[0045]
为了进一步优化上述技术方案,超声波焊接平台2包括固定在两条固定轨道111上的平台本体21,平台本体21上具有焊接模具;平台本体21下方安装有超声波发生器22;超声波发生器22连接有换能器和变幅杆。
[0046]
为了进一步优化上述技术方案,振动盘3包括圆盘形的回料斗31和直线送料器32;回料斗31连接有振动器33,并通过减震支座34固定在机架1侧面;振动器33与数控器电性连接;直线送料器32一端与回料斗31的顶盘环形输送轨的末端连接,另一端指向平台本体21。
[0047]
为了进一步优化上述技术方案,直线送料器32远离回料斗31的一端安装有第一传感器35;吸阀焊接机械手4根据第一传感器35的检测信息进行自动呼吸阀的拿取。
[0048]
为了进一步优化上述技术方案,吸阀焊接机械手4包括高速伺服机械臂 41和自动吸盘42;高速伺服机械臂41能够实现水平转动和竖直方向上的上下运动;自动吸盘42与高速伺服机械臂41的端头连接,且能够实现对自动呼吸阀的真空吸附;高速伺服机械臂41和自动吸盘42分别与数控器电性连接。
[0049]
为了进一步优化上述技术方案,冲孔组件5包括支架51,支架51上固定有冲压气缸52;冲压气缸52的伸缩端头固定有冲切刀头53,冲切刀头53朝下;冲压气缸52与数控器电性连接。
[0050]
为了进一步优化上述技术方案,冲压气缸52上安装有第二传感器。
[0051]
为了进一步优化上述技术方案,数控器固定在机架1底面。
[0052]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他
实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
[0053]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。