1.本发明涉及大型薄壁筒体环焊技术领域,特别是涉及一种适用于军工、航天、精密加工等行业用液压设备的用于大型薄壁筒体环焊去除残余应力装置及方法。
背景技术:
2.焊接在石油化工、压力容器、航天航空、交通建筑等多个领域均有使用,常见熔融焊接结构原理为接头及填充金属融化后,以较快的速度冷却凝固后形成。
3.在焊接过程中,焊接接头材料迅速冷却由液态转向固态且温度转变大,从而导致热胀冷缩,因此焊件体积会缩小。由于焊缝材料与母材连接在一起,致使变形受到约束,从而导致在焊缝中引起残余应力。焊接接头的残余应力的峰值大小、分布情况等会直接对焊接件或其他机械构件综合机械特性、疲劳强度、失稳状态、甚至应力腐蚀开裂等情况会产生严重影响。因此,去除焊接残余应力及均匀化应力分布,对于改善焊接构件的力学性能、提高化工设备压力容器的稳定安全性以及使用寿命都有重要意义。
4.针对焊接残余应力的处理基本采用整体热处理、热时效和振动时效等方法。热时效能够有效的减少残余应力,但温度控制要求严格,易产生附加热应力或造成材料表面氧化;运用振动时效法对焊接件的机械性能改善较好,而缺点是易导致工件疲劳强度在去除残余应力后无法达到标准。
5.采用传统方法处理焊接残余应力法费较高,不便携带,而且采用热处理方法处理材料,在后续会存在软化的问题;而且,上述处理方法不太适合对大型薄壁筒体进行处理。
6.因此,亟待提供一种新型的用于大型薄壁筒体环焊去除残余应力装置及方法,以解决现有技术中所存在的上述缺点。
技术实现要素:
7.本发明的目的是提供一种用于大型薄壁筒体环焊去除残余应力装置及方法,以解决上述现有技术存在的问题,采用电磁能
‑
热能复合的方式,实现残余应力从高能态向平衡位置(低能态)的转变,从而实现残余应力的消除。
8.为实现上述目的,本发明提供了如下方案:
9.本发明提供一种用于大型薄壁筒体环焊去除残余应力装置,包括电磁能去应力装置和管道匹配装置,所述管道匹配装置能够对筒体焊件进行支撑或者支撑于所述筒体焊件上,所述电磁能去应力装置能够在电磁能与热能的复合作用下处理所述筒体焊件的焊缝,所述电磁能去应力装置包括感应加热磁头和电磁能去应力磁头。
10.优选的,所述管道匹配装置包括轨道和步进小车,所述轨道环绕在所述筒体焊件上,并靠近焊缝设置,所述步进小车能够在所述轨道上进行圆周运动,所述电磁能去应力装置安装于所述步进小车上。
11.优选的,所述步进小车上通过间距调整机构安装有固定板,所述电磁能去应力装置安装于所述固定板上,所述间距调整机构能够调整所述电磁能去应力装置与所述焊缝之
间的高度距离和左右偏差。
12.优选的,所述轨道配备有柔性调整轨道工装,所述轨道上能够开设有限位孔。
13.优选的,所述管道匹配装置包括支撑轮、液压升降台和支撑架,所述支撑架能够支撑所述筒体焊件,所述支撑架上安装有所述支撑轮,所述支撑轮与所述筒体焊件接触,所述电磁能去应力装置安装于所述液压升降台上;
14.所述支撑轮连接有旋转电机,所述旋转电机驱动所述支撑轮转动。
15.优选的,所述液压升降台的顶部安装有固定板,所述电磁能去应力装置安装于所述固定板上。
16.优选的,所述感应加热磁头包括感应加热磁头铁芯和感应加热磁头线圈,所述感应加热磁头线圈环绕所述感应加热磁头铁芯设置,所述感应加热磁头线圈能够连接300~300khz中频感应电源,进行预热。
17.优选的,所述电磁能去应力磁头包括电磁能去应力磁头铁芯和电磁能去应力磁头线圈,所述电磁能去应力磁头线圈环绕所述电磁能去应力磁头铁芯设置,所述电磁能去应力磁头线圈能够连接可控电磁能ceme专用电源,进行应力消除。
18.优选的,所述筒体焊件的直径为10m,壁厚为10mm。
19.本发明还公开一种用于大型薄壁筒体环焊去除残余应力方法,采用上述的用于大型薄壁筒体环焊去除残余应力装置,包括以下步骤:
20.步骤一、对所述筒体焊件进行焊接;
21.步骤二、将焊接完成后的所述筒体焊件与所述管道匹配装置进行安装,安装所述电磁能去应力装置;
22.步骤三、使所述筒体焊件和所述管道匹配装置相对转动,通过所述电磁能去应力装置对所述筒体焊件的焊缝进行处理。
23.本发明相对于现有技术取得了以下有益技术效果:
24.本发明提供的用于大型薄壁筒体环焊去除残余应力装置,采用磁
‑
热的复合作用,对焊件的焊缝处的残余应力区有着良好的去除残余应力的效果,并且采用无接触式,不会影响工件的性能;
25.电磁能去应力装置,采用的是电磁热和电磁场同时作用,极大的提高作业和去除残余应力的效率,使产品生产周期变短;
26.电磁能去应力装置具有参数可调,适用范围广,便于携带,适合不同的工作环境。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
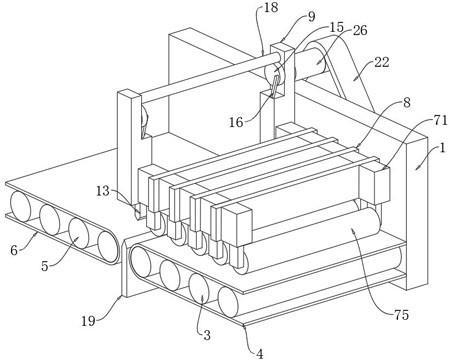
28.图1是实施例一用于大型薄壁筒体环焊去除残余应力装置的正等轴测图;
29.图2是实施例一用于大型薄壁筒体环焊去除残余应力装置的主视图;
30.图3是实施例一用于大型薄壁筒体环焊去除残余应力装置的左视图;
31.图4是实施例二用于大型薄壁筒体环焊去除残余应力装置的结构示意图;
32.图5是实施例二用于大型薄壁筒体环焊去除残余应力装置的的底座图;
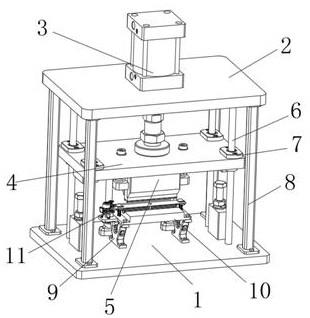
33.图6是实施例二用于大型薄壁筒体环焊去除残余应力装置的正等轴侧图;
34.图7是实施例二用于大型薄壁筒体环焊去除残余应力装置的主视图;
35.图8是实施例二用于大型薄壁筒体环焊去除残余应力装置的左视图;
36.图9为实施例四钻孔应变法测试残余应力示意图;
37.附图标记说明:1
‑
焊缝,2
‑
轨道,3
‑
筒体焊件,4
‑
电磁能去应力磁头线圈,5
‑
感应加热磁头线圈,6
‑
感应加热磁头铁芯,7
‑
固定板,8
‑
电磁能去应力磁头铁芯,9
‑
间距调整机构,10
‑
步进小车,11
‑
支撑架,12
‑
电磁能去应力装置,13
‑
支撑轮,14
‑
旋转电机,15
‑
液压升降台。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.本发明的目的是提供一种用于大型薄壁筒体环焊去除残余应力装置及方法,以解决现有技术存在的问题,采用电磁能
‑
热能复合的方式,实现残余应力从高能态向平衡位置(低能态)的转变,从而实现残余应力的消除。
40.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
41.实施例一
42.如图1
‑
3所示,本实施例中提供一种用于大型薄壁筒体环焊去除残余应力装置,包括电磁能去应力装置12和管道匹配装置,管道匹配装置能够对筒体焊件3进行支撑或者支撑于筒体焊件3上,电磁能去应力装置12能够在电磁能与热能的复合作用下处理筒体焊件3的焊缝1,电磁能去应力装置12包括感应加热磁头和电磁能去应力磁头。
43.在本实施例中,管道匹配装置包括轨道2和步进小车10,轨道2是环绕在大型薄壁筒体焊件3的焊缝1附近处,电磁能去应力装置12安装在步进小车10上,步进小车10会在轨道2上进行圆周运动,进行去除残余应力处理。
44.在本实施例中,电磁能去应力磁头主要由电磁能去应力磁头铁芯8和电磁能去应力磁头线圈4组成,感应加热磁头主要由感应加热磁头铁芯6和感应加热磁头线圈5组成。电磁能去应力磁头线圈4连接可控电磁能ceme专用电源,进行应力消除,感应加热磁头线圈5连接300~300khz中频感应电源,进行预热。
45.在本实施例中,步进小车10上装有间距调整机构9和固定板7,可以调整电磁能去应力装置12与焊缝1之间的高度距离和左右偏差;具体地,间距调整机构9包括调整块和调整杆,调整块左右滑动安装于步进小车10上,调整杆上下滑动安装于调整块上,固定板7连接于调整杆上,电磁能去应力装置12安装于固定板7上,通过调整块以及调整杆移动从而带动固定板7及其上的电磁能去应力装置12移动,从而能够调整其与焊缝1之间的高度距离和左右偏差;其中,间距调整机构9亦可以根据工作需要选择其它的调整机构。步进小车10采用交流变频电机,变频调速,通过滚轮置于轨道2上行进,通过步进小车10与轨道2通过涡
轮、蜗杆实现行进,或者根据工作需要采用其它的传动机构。步进小车10上装配高质量聚氨酯或金属滚轮,机械运转平稳。步进小车10带有自动行进系统,可以根据步进小车10的速度调整电磁能处理时间:5mm/s~30mm/s。
46.在本实施例中,轨道2可以通过调整轨道工装(柔性),适应不同直径的工件,调整轨道工装根据工作需要从现有技术中进行选择;并且在轨道2上开有适合步进小车10的限位孔,用于步进小车10进行前进。
47.在实际现场中,先将筒体焊件3环绕上一圈轨道2,在轨道2上放上步进小车10,在步进小车10上的固定板7放置电磁能去应力装置12,并调整步进小车10上的间距调整机构9,使电磁能去应力装置12刚好位于焊缝1的上方。将电磁能去应力装置12置于固定板7上,感应加热磁头线圈5连接300~300khz中频感应电源,进行预热;同时,电磁能去应力磁头线圈4连接可控电磁能ceme专用电源,进行应力消除;最后步进小车10在轨道2上进行运转,处理去除残余应力。
48.本实施例中对用于大型薄壁筒体环焊去除残余应力装置的要求如下:
49.在本实施例中,感应加热磁头,焊缝1局部感应低温预热处理,感应加热磁头线圈5连接300~300khz中频感应电源,达到更加的去应力效果,预热温度100~300℃。
50.在本实施例中,电磁能去应力磁头,电磁能去应力磁头线圈4连接可控电磁能ceme专用电源,电磁能应力去除,应力消除率30~70%。
51.在本实施例中,步进小车10上的间距调整机构9,调整范围10~100mm,适应于电磁能去应力装置12与筒体焊件3的工作距离的调整。
52.在本实施例中,步进小车10上有自动行进系统,根据步进小车10的速度调整电磁能处理时间:5mm/s~30mm/s。
53.在本实施例中,步进小车10在轨道2上进行运转,通过齿轮与轨道咬合行进。
54.在本实施例中,轨道2,配备有可以调整轨道工装(柔性),适应不同直径的筒体焊件3。
55.在本实施例中,筒体焊件3,直径为10m,壁厚厚度为10mm。
56.实施例二
57.本实施例是在实施例一的基础上进行的改进,其改进之处在于:
58.如图4
‑
8所示,管道匹配装置主要包括支撑轮13、液压升降台15和支撑架11;支撑架11是用来支撑筒体焊件3,支撑架11上装有支撑轮13,支撑轮13与筒体焊件3接触。当支撑架11上的旋转电机14带动支撑轮13进行转动,筒体焊件3也进行转动,位于底部的电磁能去应力装置12对焊缝1进行处理。
59.在本实施例中,电磁能去应力装置12主要由电磁能去应力磁头和感应加热磁头组成;其中电磁能去应力磁头主要由电磁能去应力磁头铁芯8和电磁能去应力磁头线圈4组成,感应加热磁头主要由感应加热磁头铁芯6和感应加热磁头线圈5组成。电磁能去应力磁头线圈4连接可控电磁能ceme专用电源,进行应力消除;感应加热磁头线圈5连接300~300khz中频感应电源,进行预热。
60.在本实施例中,电磁能去应力装置12放置在筒体焊件3的底部,电磁能去应力装置12安装在底部的液压升降台15上,用于调节电磁能去应力装置12与焊缝1之间的高度距离。
61.在本实施例中,支撑架11上装有旋转电机14,驱动支撑轮13使筒体焊件3进行旋
转。
62.在实际现场中,先将根据筒体焊件3尺寸大小调整好两个支撑架11之间的距离,然后将筒体焊件3放置在支撑架11上与支撑轮13相接触,在两个支撑架11之间放置液压升降台15,电磁能去应力装置12安装在液压升降台15的固定板7上,使电磁能去应力装置12位于焊缝1的正下方,调整液压升降台15,使电磁能去应力装置12距离焊缝1合适的距离。感应加热磁头线圈5连接300~300khz中频感应电源,进行预热;同时,电磁能去应力磁头线圈4连接可控电磁能ceme专用电源,进行应力消除。最后打开旋转电机14驱动支撑轮13,使工件整体进行旋转,进行残余应力的消除。
63.本实施例对用于大型薄壁筒体环焊去除残余应力装置的技术要求:
64.感应加热磁头,焊缝1局部感应低温预热处理,感应加热磁头线圈5连接300~300khz中频感应电源,达到更加的去应力效果,预热温度100~300℃。
65.电磁能去应力磁头,电磁能去应力磁头线圈4连接可控电磁能ceme专用电源,电磁能应力去除,应力消除率30~70%。
66.液压升降台15,在电磁能去应力及感应加热时,要正对焊缝1,可以通过液压升降台15调整工作距离,调整范围10~300mm。
67.支撑架11,适用于旋转工件、压力容器、管道等圆形环焊工件的支撑和旋转,本实施例针对筒体焊件3进行说明,筒体焊件3置于主、从动支撑轮上,筒体焊件3的焊缝1置于其间。主动支撑轮通过旋转电机14旋转,带动筒体焊件3旋转,通过控制旋转速度来调整电磁能时效处理时间,电磁能处理的效率:5mm/s~30mm/s。
68.支撑轮13,采用高质量聚氨酯或金属滚轮,使机械运转平稳,可调整滚轮的倾斜角度,以适应于一个不同直径的筒体焊件3。
69.筒体焊件3,直径为10m,壁厚厚度为10mm。
70.实施例三
71.本实施例以sa508
‑
4钢去除残余应力过程进一步详细说明。
72.将两块sa508
‑
4钢焊接起来,对焊接部分进行电磁能去除残余应力处理。将感应加热磁头和电磁能去应力磁头排成一排并以10mm/s的速度移动,磁头距离焊接部分10mm,磁头对sa508
‑
4钢焊接处进行处理,将可控电磁能ceme专用电源设置为占空比20%,频率20hz,峰值电流100a;采用100khz中频感应电源对感应加热磁头进行加热。
73.采用钻孔应变法进行残余应力的检测,在焊接处的中心和边部贴有应变花,并在该应变花上进行钻孔,进而测量焊接处表面所释放的应变,将所测的应变带入公式中便可计算出已去除材料所在部分的残余应力。
74.电磁能以磁热耦合的方式作用于sa508
‑
4钢,使焊接处的原子的振动更加剧烈,促使原子趋向低能态,从而减少或者消除残余应力;采用电磁能的方式去除残余应力,可以实现无接触、无污染等优点。将sa508
‑
4钢的焊接处进行抛光处理,在焊接的中心和边部贴有应变花,垂直焊接方向,在应变花中心处打孔进行打孔,使其释放残余应力,电磁能去应力磁头对sa508
‑
4钢焊接处进行处理;在热
‑
电磁能的复合作用下,x方向上的残余应力降低幅度最大为69.0%,平均值为54.3%和y方向上的残余应力降低幅度最大为47.8%,平均值为41.6%。事实证明,采用电磁能方式处理过后的焊接处,残余应力得到很大程度上的降低。
75.实施例四
76.本实施例以q690高强钢焊接去除残余应力过程进一步详细说明。
77.试验所用材料为q690高强度钢,规格为300mm
×
80mm
×
10mm,用铣床在钢板中心位置上铣300mm
×
6mm
×
4mm的u型槽,采用熔化极氩弧堆焊进行焊接。利用钻孔应变法测残余应力如图9,对q690高强度钢板取12点进行对照试验,将可控电磁能ceme专用电源设置为频率10hz,峰值电流25a,处理时间30s,磁头距离钢板为5mm,磁感应强度达到1.3t,此实验只采用电磁能去应力磁头,并未采用电磁能
‑
热能的复合作用。
78.采用电磁能去除残余应力,是一种方便、快捷、简单的去除残余应力的办法。在一定的磁场强度下,可以促进q690钢板内部的原子进行迁移,从而使原子运动到更加稳定的低能量状态,实现降低或者去除残余应力。在表1中可以明显的看出经过电磁能处理过后的q690高强度钢,残余应力得到了明显的减少,在磁头距离测试点位置5mm时,x轴方向最大降低幅度69.75%,平均值为55.21%,y轴方向最大降低幅度57.45%,平均值为42.43%。事实证明经过电磁能处理过后的钢板极大程度的减少残余应力,使工件最大程度上保持着良好的力学性能。
[0079][0080]
表1.实施例四实验结果数据表
[0081]
本发明应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。