1.本实用新型属于加工零件检测领域,特别是涉及一种大型端面零件专用检具。
背景技术:
2.对于结构复杂的大型端面零件(指零件端面长、宽均大于200mm的零件),对其尺寸、位置进行检测的过程中,常常使用三坐标检测仪进行检测,由于三坐标检测仪测量结果是通过测量的点数进行计算,反映平面、孔、圆柱等元素的大小、形状等检测要素,虽然尺寸精度高,但是测量时以测量点的尺寸替代实际尺寸,只可反映测量位置的实际数据,对零件的实际状态不能完全测量。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种大型端面零件专用检具,以对零件的实际轮廓进行检测。
4.为实现上述目的及其他相关目的,本实用新型提供一种大型端面零件专用检具,包括检具体,检具体两侧对应所需检测零件端面的两侧设置有检测组件,所述检具体下表面上设置有定位销,所述定位销对应所需检测零件上的定位孔设置;对零件进行测量时,所述检测组件和零件之间线性接触。
5.进一步地,所述检具体下表面还设置有用于和所需检测零件的基准面直接接触的定位块。
6.进一步地,所述定位块共有三个,三个定位块呈三角分布。
7.进一步地,所述检测组件包括检测块和通止规,所述检测块和检具体固定,所述检测块上开设有安装口,所述通止规和安装口滑动配合。
8.进一步地,所述通止规呈方形块状结构。
9.进一步地,所述通止规包括通端和止端,所述通端和止端之间阶梯过渡。
10.进一步地,所述检测组件设置在检具体的相对两侧侧边上,所述检测组件共设置有四组,检具体的每一侧侧边上设置有两组检测组件。
11.进一步地,所述定位销和其对应的定位孔形状匹配。
12.进一步地,所述定位销包括第一定位销和第二定位销,所述第一定位销对应零件上的第一定位孔设置,所述第二定位销对应零件上的第二定位孔设置。
13.如上所述,本实用新型的大型端面零件专用检具,具有以下有益效果:
14.由于对零件进行测量时,所述检测组件和零件之间线性接触,与现有通过三坐标检测仪进行检测相比,线性测量方式较点式测量方式的测量范围更宽,测量结果更加接近零件的实际轮廓。
15.由于定位销的设置,以实现检具体和零件之间的准确定位。
16.本方案中的大型端面零件专用检具还具有检测操作简单,检测效率高等优点。
附图说明
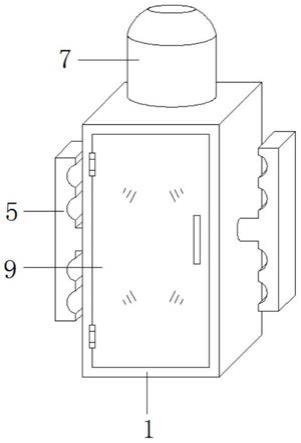
17.图1为本实用新型实施例中大型端面零件专用检具的正视图。
18.图2为本实用新型实施例中大型端面零件专用检具的俯视图。
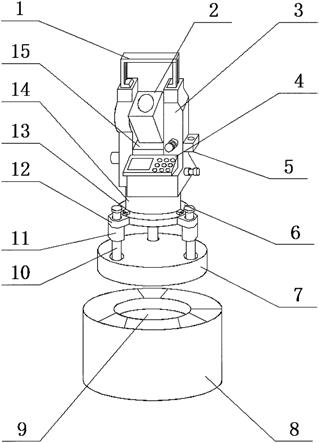
19.图3为本实用新型实施例中大型端面零件专用检具对零件进行检测时的状态图。
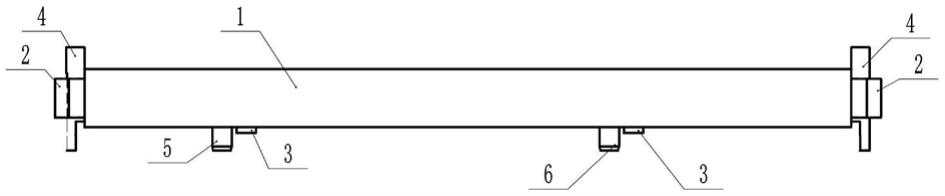
20.图4为本实用性实施例中零件的结构示意图。
具体实施方式
21.说明书附图中的附图标记包括:检具体1、检测块2、定位块3、通止规4、第一定位销5、第二定位销6、零件7、第一检测位701、第二检测位702、第三检测位703、第四检测位704、基准面705、第一定位孔706、第二定位孔707。
22.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
23.实施例
24.如图1至图4所示,本实施例提供了一种大型端面零件专用检具,包括检具体1,检具体1整体类似于方形板状。检具体1上设置有四组检测组件,检测组件包括检测块2和通止规4,检测块2通过螺栓固定在检具体1上,检具体1相对两侧侧边上均设置有检测块2。检测块2上贯穿开设有安装口,安装口开设在竖直方向上,通止规4位于安装口内且和安装口滑动配合。通止规4呈方形块状结构,通止规4包括通端(偏差下限)和止端(偏差上限),通端和止端之间阶梯过渡。通过通止规4实现与零件7的线性接触。
25.检具体1一侧边上设置两组检测组件,四组检测组件分别称为第一检测组件、第二检测组件、第三检测组件以及第四检测组件,第一检测组件和第二检测组件设置在检具体1的同一侧边上,第三检测组件和第四检测组件设置在检具体1的另一侧侧边上。第一检测组件对应零件7的第一检测位701设置,第二检测组件对应零件7的第二检测位702设置,第三检测组件对应零件7的第三检测位703设置,第四检测组件对应零件7的第四检测位704设置。第一检测位701、第二检测位702、第三检测位703、第四检测位704均为面,且均在零件7的侧壁上。
26.检具体1下表面固定有定位销,定位销对应零件7上的定位孔(定位孔包括第一定位孔706和第二定位孔707)设置,定位销包括第一定位销5和第二定位销6,第一定位销5对应零件7上的第一定位孔706设置,第二定位销6对应零件7上的第二定位孔707设置,第一定位销5和第二定位销6的形状与其对应的定位孔形状匹配。
27.检具体1下表面上还设置有三个定位块3,一个定位块3设置在第一定位销5旁,第二个定位块3设置在第二定位销6旁,三个定位块3构成三角形状。定位块3避开零件7上的薄壁位置设置,用于和零件7直接接触以对检具体1进行支撑。由于不共线的三点确认一个面,三个定位块3则确认零件7的基准面705,三块定位块3均需要和零件7的基准面705良好接触才能进行零件7的检测,一是为了实现对检具体1的稳定支撑,二是为了检测所需测量端面是否变形,三是为了避免检具体1和零件7直接接触,即减小接触面积,避免将零件7端面划伤。
28.具体实施时,本实施例中的检具体1可以根据实际需要测量零件7尺寸选择不同规格,对零件7的端面尺寸进行检测时,将检具体1放在零件7上,定位块3和零件7上的基准面
705接触,第一定位销5插入第一定位孔706内,第二定位销6插入第二定位孔707内实现检具体1在零件7上的定位,轻轻横向、纵向推检具体1,无晃动即可。之后,向下轻轻推通止规4,确认通止规4状态,若通端能通过安装口到安装口之下,而止端不能通过安装口位于零件7两侧,则判断检测的零件7合格,否则,该零件7则不合格。
29.第一定位销5和第二定位销6除了能进行定位外,还可以起到孔的位置检测作用,即通过第一定位销5能否插入第一定位孔706,第二定位销6能否插入第二定位孔707来判断两个孔的位置大小是否合格。另外,本方案中的检测组件个数可以根据需求增加或减少,只需将检测组件安装到零件需要检测的对应位置即可。
30.本方案中具有三个定位块3和两个定位销,采用一面两孔定位的方式,与所需检测零件7基准一致。四个通止规4的设置,可通过线性测量的方式实现零件7大型端面尺寸的检测,以判断所检测零件7是否合格,与现有通过三坐标检测仪进行检测相比,线性测量方式较点式测量方式的测量范围更宽,测量结果更加接近零件7的实际轮廓。本方案中的大型端面零件7专用检具还具有检测操作简单,检测效率高等优点。
31.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。