1.本实用新型属于模具结构技术领域,涉及可快速更换模胚的模胚组件。
背景技术:
2.模胚是模具的基座,便于安装模具,起到支撑、保护、连接模具的关键部件的作用。模胚不参与成型,其形状不会随部品的改变和改变,只与部件的大小、结构有关,所以可将模胚标准化,模胚的形式大致一样,只有大小、厚薄的变化,一般包括面板、公模板、母模板以及垫板等主要零配件。
3.目前生产中常用的模胚在更换模芯时,由于采用模芯背面固定螺丝的方法,这样的结构需要将整个模具从注塑机上拆卸下来,再把整个模具拆开,拆除旧模芯,再组装新的模芯,这样的操作工作量大、时间长成本高,导致整个的注塑生产效率降低;针对不同的材料时,对注塑过程的温度要求也不同,因此单一的模具对生产效率也有所影响。
4.鉴于以上问题,本实用新型提供一种可快速更换模胚的模胚组件,通过分别设置油冷管路,实现母模板、公模板以及公模板的快速降温,冷却模具,加速脱模,同时,改变传统的螺母紧固方式,采用旋转紧固方式,结构稳定,操作便捷,实现模具与公模板、母模板之间的快速紧固和释放,减缓模具取放的步骤,提高模具的更换的效率,另外公模板与母模板之间均可快速拆卸和安装,提升整个模胚组件的更换效率。
技术实现要素:
5.鉴于现有技术中所存在的问题,本实用新型公开了可快速更换模胚的模胚组件,采用的技术方案是,包括母模板、公模板、模具夹持装置以及公模垫板;所述母模板呈矩形,其中心开设模胚上固定槽,所述母模板左右两侧下半部分别开设上限位槽,左右所述上限位槽与t型限位块螺纹连接,所述母模板前侧下半部分开设矩形通槽,所述母模板左右两侧壁与所述公模板左右两侧通过所述t型限位块间隙配合,设置可以活动安装的t型限位块,一方面,可以实现母模板与公模板之间的快速定位安装,另一方面,模具长时间使用后,t型限位块出现磨损后可以灵活更换,保证公母模板的的定位精度,所述公模板中心开设模胚下固定槽,所述公模板左右两侧上半部分中间对称开设下限位槽,所述公模板前侧中间左右两侧对称开设调节杆限位槽,所述调节杆限位槽呈矩形槽,其右上角上下壁对称开设调节杆安装孔,这样设计调节杆限位槽,既可以减少模板的体积,又能够隐藏调节杆,还能起到空气冷却的作用,所述模胚下固定槽四边外侧所述公模板下表面开设定位柱,左右所述调节杆安装孔分别套装所述模具夹持装置,所述模具夹持装置包括l型调节杆,所述l型调节杆较短一端固定连接八角固定帽,所述八角固定帽外部套装偏心轮,所述偏心轮外部套装八角限位帽,这样设计l型的旋转方式,可以通过90度旋转即可实现所述八角限位帽侧壁对模胚侧壁的挤压和紧固,便于操作人员实现对模胚的快速更换和拆装,提升换模效率,所述公模板下表面与所述公模垫板通过定位柱上下滑动连接。
6.作为本实用新型的一种优选方案,所述母模板后侧壁下半部分中间开设所述上限
位槽,所述上限位槽内螺纹连接所述t型限位块,所述t型限位块上部的宽度等于所述上限位槽左右的宽度,可以保证所述t型限位块卡入所述上限位槽中,通过螺钉将所述t型限位块与所述上限位槽固定。
7.作为本实用新型的一种优选方案,左侧所述上限位槽左右两侧分别开设油冷液第一进液套管、油冷液第一出液套管,所述母模板内部通过所述油冷液第一进液套管与所述油冷液第一出液套管贯通,形成内部冷却回路,这样设计,可以通过冷却油从内部加速所述母模板的冷却,加速模具上半部分的冷却,防止热胀冷缩作用导致的卡模,实现快速脱模。
8.作为本实用新型的一种优选方案,所述公模板后侧上半部分中间开设下限位槽,所述下限位槽宽度等于所述t型限位块下部宽度,以便于所述公模板与母模板上下闭合后,两者之间通过所述t型限位块实现间隙配合,左侧所述下限位槽下部侧壁左右分别对称开设油冷液第二进液套管、油冷液第二出液套管,所述公模板内部通过所述油冷液第二进液套管与所述油冷液第二出液套管贯通,形成内部冷却回路,这样设计,可以通过冷却油流动从内部加速所述公模板的冷却,加速模具下半部分的冷却,防止热胀冷缩作用导致的卡模,实现快速脱模。
9.作为本实用新型的一种优选方案,所述公模垫板上表面中心开设模胚底部限位沉槽,是为了保证整个模具底部有支撑,所述模胚底部限位沉槽前后左右4边外侧表面分别开设限位孔,所述公模垫板左侧中心左右两边对称开设油冷液第三进液套管、油冷液第三出液套管,所述公模垫板通过所述油冷液第三进液套管、油冷液第三出液套管贯通,形成内部冷却回路,这样设计,可以通过冷却油流动从内部加速所述公模板的冷却,实现快速脱模。
10.作为本实用新型的一种优选方案,所述模胚底部限位沉槽的长度均与所述模胚上固定槽、所述模胚下固定槽的长度相等,所述模胚底部限位沉槽的宽度均小于与所述模胚上固定槽、所述模胚下固定槽的宽度。
11.本实用新型的有益效果:通过分别设置油冷管路,实现母模板、公模板以及公模板的快速降温,冷却模具,加速脱模,同时,采用旋转方式,结构稳定,操作便捷,实现模具与公模板、母模板之间的快速紧固和释放,减缓模具取放的步骤,提高模具的更换的效率,另外公模板与母模板之间均可快速拆卸和安装,提升整个模胚组件的更换效率。
附图说明
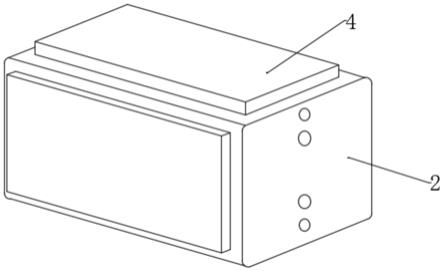
12.图1为本实用新型的整体结构示意图;
13.图2为本实用新型的母模板示意图;
14.图3为本实用新型的公模板示意图;
15.图4为本实用新型的公模板下部示意图;
16.图5为本实用新型的模具夹持装置示意图;
17.图6为本实用新型的公模垫板示意图;
18.图7为本实用新型的模具夹持装置松开示意图;
19.图8为本实用新型的模具夹持装置夹紧示意图。
20.图中:1
‑
母模板,2
‑
公模板,3
‑
模具夹持装置,4
‑
公模垫板,11
‑
模胚上固定槽,12
‑
上限位槽,13
‑
t型限位块,14
‑
矩形通槽,15
‑
油冷液第一进液套管,16
‑
油冷液第一出液套管,21
‑
模胚下固定槽,22
‑
下限位槽,23
‑
调节杆限位槽,24
‑
调节杆安装孔,25
‑
定位柱,26
‑
油冷液第二进液套管,27
‑
油冷液第二出液套管,31
‑
l型调节杆,32
‑
八角固定帽,33
‑
偏心轮,34
‑
八角限位帽,41
‑
模胚底部限位沉槽,42
‑
限位孔,43
‑
油冷液第三进液套管,44
‑
油冷液第三出液套管。
具体实施方式
21.如图1至图8所示,本实用新型所述的可快速更换模胚的模胚组件,采用的技术方案是,包括母模板1、公模板2、模具夹持装置3以及公模垫板4;所述母模板1呈矩形,其中心开设模胚上固定槽11,所述母模板1左右两侧下半部分别开设上限位槽12,左右所述上限位槽12与t型限位块13螺纹连接,所述母模板1前侧下半部分开设矩形通槽14,左侧所述上限位槽12左右两侧分别开设油冷液第一进液套管15、油冷液第一出液套管16,所述母模板1后侧壁下半部分中间开设所述上限位槽12,所述上限位槽12内螺纹连接所述t型限位块13,所述母模板1左右两侧壁与所述公模板2左右两侧通过所述t型限位块13间隙配合。
22.所述公模板2中心开设模胚下固定槽21,所述公模板2左右两侧上半部分中间对称开设下限位槽22,所述公模板2后侧上半部分中间开设下限位槽22,所述公模板2前侧中间左右两侧对称开设调节杆限位槽23,所述调节杆限位槽23呈矩形槽,其右上角上下壁对称开设调节杆安装孔24,所述模胚下固定槽21四边外侧所述公模板2下表面开设定位柱25,左侧所述下限位槽22下部侧壁左右分别对称开设油冷液第二进液套管26、油冷液第二出液套管27,左右所述调节杆安装孔24分别套装所述模具夹持装置3。
23.所述模具夹持装置3包括l型调节杆31,所述l型调节杆31较短一端固定连接八角固定帽32,所述八角固定帽32外部套装偏心轮33,所述偏心轮33外部套装八角限位帽34。
24.所述公模板2下表面与所述公模垫板4通过定位柱25上下滑动连接。
25.所述公模垫板4上表面中心开设模胚底部限位沉槽41,所述模胚底部限位沉槽41前后左右4边外侧表面分别开设限位孔42,所述公模垫板4左侧中心左右两边对称开设油冷液第三进液套管43、油冷液第三出液套管44。
26.本实用新型的工作原理:将所述定位柱25插入所述限位孔42,实现所述公模板2与所述公模垫板4两者的固定,分别将左右所述l型调节杆31从左右所述调节杆限位槽23中转动90度旋出,此时所述八角限位帽34完全处于所述矩形通槽14内,所述八角限位帽34一侧壁与所述模胚上固定槽11、所述模胚下固定槽21内侧壁齐平,然后将模胚放入所述模胚下固定槽21中,之后将所述母模板1左右以及后侧安装的t型限位块13与所述所述公模板2左右以及后侧开设的下限位槽22间隙配合,实现所述母模板1与所述公模板2的固定,最后转动所述l型调节杆31,将其旋转至左右所述调节杆限位槽23中,在所述偏心轮33的挤压作用下,将所述八角限位帽34一侧壁挤出所述模胚上固定槽11、所述模胚下固定槽21内侧壁,从而与模胚侧壁形成挤压,达到快速固定模胚的作用,待注塑完成后,拆卸模胚的步骤按照上述过程反向操作即可。
27.本文中未详细说明的电气连接方式或者结构为现有技术。
28.上述虽然对本实用新型的具体实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化,而不具备创造性劳动的修改或变形仍在本实用新型的保护范围以内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。