技术特征:
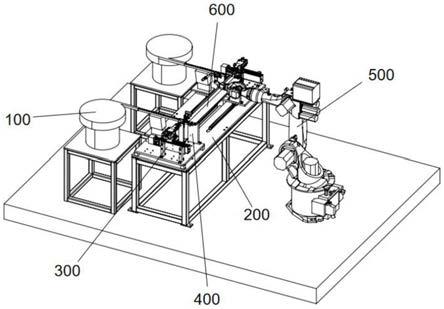
1.一种螺母与l形型材自动焊接工作站,其特征在于:所述螺母与l形型材自动焊接工作站由螺母振动输送装置(100)、支撑模块(200)、三坐标气动机械手(300)、型材夹持模块(400)、六自由度焊接机械手(500)和工件(600)组成;所述螺母振动输送装置(100)由螺母输送机支架(101)、螺母输送机(102)、螺母输送槽(103)、输送槽振动器(104)、螺母座支撑架(105)和螺母座(106)构成;所述螺母输送机(102)通过螺栓固定在所述螺母输送机支架(101)上,所述螺母输送槽(103)通过螺栓安装在所述输送槽振动器(104)上,且所述螺母输送槽(103)一端与螺母输送机(102)相连,另一端与所述螺母座(106)相连,所述输送槽振动器(104)通过螺栓安装在所述第一安装板(212)上,所述螺母座(106)通过螺栓安装在所述螺母座支撑架(105)上,所述螺母座支撑架(105)通过螺栓安装在所述第一安装板(212)上;所述支撑模块(200)由底板支架(201)、底板(202)、第一滚珠丝杆安装座(203)、第一滑块(204)、第一滚珠丝杠(205)、第一电机安装座(206)、第一电机(207)、第一联轴器(208)、导轨(209)、第二滑块(210)、安装板支撑块(211)、第一安装板(212)和第二安装板(213)构成;所述底板(202)通过焊接固定在所述底板支架(201)上,所述第一滚珠丝杆安装座(203)通过螺栓安装在所述底板(202)下端,所述第一滚珠丝杠(205)通过轴承安装在所述第一滚珠丝杆安装座(203)上,所述第一滑块(204)通过滚珠丝杠副安装在第一滚珠丝杠(205)上,所述第一电机安装座(206)通过螺栓安装在所述第一滚珠丝杆安装座(203)前端,所述第一电机(207)通过螺栓安装在所述第一电机安装座(206)上,所述第一电机(207)输出轴通过第一联轴器(208)与所述第一滚珠丝杠(205)相连,所述导轨(209)通过螺栓固定在所述底板(202)上端,所述第二滑块(210)通过滑动副与导轨(209)相连,所述第二安装板(213)通过螺栓与所述第二滑块(210)、所述第一滑块(204)相连,所述安装板支撑块(211)设置有四个,通过焊接固定在所述底板(202)上,所述第一安装板(212)通过螺栓安装在所述安装板支撑块(211)上;所述三坐标气动机械手(300)由机械手支撑架(301)、第三安装板(302)、第二滚珠丝杠安装座(303)、第三滑块(304)、第二滚珠丝杠(305)、第二电机安装座(306)、第二电机(307)、第二联轴器(308)、第四安装板(309)、第一气缸(310)、第五安装板(311)、第二气缸(312)、第六安装板(313)、第三气缸(314)和开合夹头(315)构成;所述机械手支撑架(301)通过螺栓安装在所述第一安装板(212)上,所述第三安装板(302)通过螺栓安装在所述机械手支撑架(301)上,所述第二滚珠丝杠安装座(303)通过螺栓安装在所述第三安装板(302)上,所述第二滚珠丝杠(305)通过轴承安装在所述第二滚珠丝杠安装座(303)上,所述第三滑块(304)通过滚珠丝杠副安装在第二滚珠丝杠(305)上,所述第二电机安装座(306)通过螺栓安装在所述第二滚珠丝杠安装座(303)前端,所述第二电机(307)通过螺栓安装在所述第二电机安装座(306)上,所述第二电机(307)输出轴通过第二联轴器(308)与所述第二滚珠丝杠(305)相连,所述第四安装板(309)通过螺栓安装在所述第三滑块(304)上,所述第一气缸(310)通过螺栓安装在所述第四安装板(309)上,所述第五安装板(311)通过螺栓安装在所述第一气缸(310)的活塞杆端部,所述第二气缸(312)通过螺栓安装在所述第五安装板(311)上,所述第六安装板(313)通过螺栓安装在所述第二气缸(312)的活塞杆端部,所述第三气缸(314)通过螺栓安装在所述第六安装板(313)上,所述开合夹头(315)通过螺栓安装在所述第三气缸(314)上;
所述型材夹持模块(400)由第一型材支撑架(401)、第二型材支撑架(402)、第四气缸安装座(403)、第四气缸(404)、第一夹头(405)、第五气缸安装座(406)、第五气缸(407)、第二夹头(408)、第一限位块(409)和第二限位块(410)构成;所述第一型材支撑架(401)通过螺栓安装在所述第一安装板(212)上,所述第二型材支撑架(402)通过螺栓安装在所述第二安装板(213)上,所述第四气缸安装座(403)通过螺栓安装在所述第一型材支撑架(401)侧面,所述第四气缸(404)通过螺栓安装在所述第四气缸安装座(403)上,所述第一夹头(405)通过螺栓安装在第四气缸(404)的活塞杆端部,所述第五气缸安装座(406)通过螺栓安装在所述第二型材支撑架(402)侧面,所述第五气缸(407)通过螺栓安装在所述第五气缸安装座(406)上,所述第二夹头(408)通过螺栓安装在第五气缸(407)的活塞杆端部,所述第一限位块(409)通过螺栓安装在所述第一型材支撑架(401)上,所述第二限位块(410)通过螺栓安装在所述第二型材支撑架(402)上;所述l形型材(601)放置在所述型材夹持模块(300)的第一型材支撑架(401)和第二型材支撑架(402)上,所述第一夹头(405)通过第四气缸(404)做竖直运动,将l形型材(601)压紧在第一型材支撑架(401)上,所述第二夹头(408)通过第五气缸(407)做竖直运动,将l形型材(601)压紧在第二型材支撑架(402)上,实现l形型材(601)的定位和夹紧;所述螺母输送机(102)通过振动将螺母(602)输送到螺母输送槽(103)上,螺母输送槽(103)通过输送槽振动器(104)的振动将螺母(602)输送到螺母座(106)上,所述三坐标气动机械手(300)通过第二电机(307)驱动第二滚珠丝杠(305)转动,所述第二滚珠丝杠(305)带动第三滑块(304)做直线移动,所述第三滑块(304)带动第四安装板(309)做直线移动,实现三坐标气动机械手(300)的水平前后移动,所述第一气缸(310)驱动其活塞杆带动第五安装板(311)做直线移动,实现三坐标气动机械手(300)的竖直上下移动,所述第二气缸(312)驱动其活塞杆带动第六安装板(313)做直线移动,实现三坐标气动机械手(300)的水平左右移动,所述三坐标气动机械手(300)移动到螺母座(106)处,其前端的开合夹头(315)通过第三气缸(314)闭合,并通过所述第二气缸(312)伸入螺母(602)的内螺纹孔中,所述开合夹头(315)通过第三气缸(314)张开,实现螺母(602)的夹取;所述三坐标气动机械手(300)将螺母(602)运送到l形型材(601)上的焊接位置,开合夹头(315)保持张开状态,六自由度焊接机械手(500)完成对l形型材(601)和螺母(602)的焊接,所述开合夹头(315)通过第三气缸(314)闭合,并通过第二气缸(312)从螺母(602)的内螺纹孔中移出,完成螺母(602)与l形型材(601)的焊接夹紧工作。2.根据权利要求1所述的一种螺母与l形型材自动焊接工作站,其特征在于:所述螺母振动输送装置(100)设有两个,且位于支撑模块(200)后端两侧。3.根据权利要求1所述的一种螺母与l形型材自动焊接工作站,其特征在于:所述底板(202)中心设有方形通槽,以便第一滑块(204)相对底板(202)做水平直线移动。4.根据权利要求1所述的一种螺母与l形型材自动焊接工作站,其特征在于:所述导轨(209)与第二滑块(210)均设有两个,且对称设置在底板(202)的方形通槽两侧。5.根据权利要求1所述的一种螺母与l形型材自动焊接工作站,其特征在于:所述三坐标气动机械手(300)设有两个,通过螺栓分别安装在第一安装板(212)和第二安装板(213)上。6.根据权利要求1所述的一种螺母与l形型材自动焊接工作站,其特征在于:所述支撑
模块(200)中的第一电机(207)驱动第一滚珠丝杠(205)转动,所述第一滚珠丝杠(205)带动第一滑块(204)做直线移动,所述第一滑块(204)带动第二安装板(213)做直线移动,以适应不同长度的l形型材(601)的定位。7.根据权利要求1所述的一种螺母与l形型材自动焊接工作站,其特征在于:所述第一型材支撑架(401)和第二型材支撑架(402)上端设置有放置l形型材(601)的凹槽,实现l形型材(601)前后方向和上下方向的定位。8.根据权利要求1所述的一种螺母与l形型材自动焊接工作站,其特征在于:所述第一限位块(413)和第二限位块(414)通过螺栓连接分别安装在第一型材支撑架(401)和第二型材支撑架(402)上,用于限制l形型材(601)左右方向的位置。9.根据权利要求1所述的一种螺母与l形型材自动焊接工作站,其特征在于:所述六自由度焊接机械手(500)实现对l形型材(601)和螺母(602)的焊接。
技术总结
一种螺母与L形型材自动焊接工作站,属于自动化焊接技术领域,结构上由螺母振动输送装置、支撑模块、三坐标气动机械手、型材夹持模块、六自由度焊接机械手和工件组成,螺母振动输送装置用于实现螺母的输送,支撑模块用于实现整体结构的支撑,三坐标气动机械手用于实现螺母的夹取与转运,型材夹持模块用于实现L形型材的定位与固定,六自由度焊接机械手用于实现螺母与L形型材的焊接,本发明结构新颖,工作原理清晰,解决了现有焊接工艺劳动强度大、工作效率低,且难以保证焊接质量的问题。且难以保证焊接质量的问题。且难以保证焊接质量的问题。
技术研发人员:张善文 滕兴欢 陈思栋 赵彦霞 葛文军 曾天俊 陈奕泽 张燕军 张剑峰
受保护的技术使用者:扬州大学
技术研发日:2021.12.31
技术公布日:2022/3/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。