技术特征:
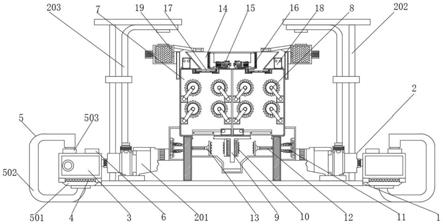
1.一种塑料制品成型工艺用成型模具,其特征在于,其包括:架体(1),所述架体(1)包括底板(11)和横梁(12),所述横梁(12)位于底板(11)的上方,所述横梁(12)和底板(11)之间通过两根立柱进行固定连接,所述底板(11)的上表面和横梁(12)的下表面分别安装有支撑机构(13)和液压伸缩杆(14);上注塑模(2),所述上注塑模(2)固定安装于用于高度调节的所述液压伸缩杆(14)的下端,所述上注塑模(2)上安装有注料管(21),所述上注塑模(2)的边缘下表面固定安装有驱动齿杆(4);下注塑模(3),所述下注塑模(3)固定安装于所述支撑机构(13)远离底板(11)的一端,所述下注塑模(3)通过支撑机构(13)与底板(11)固定连接,所述下注塑模(3)位于上注塑模(2)的下方,所述下注塑模(3)内部开设有冷却流道(31);驱动机构(5),所述驱动机构(5)安装于与所述驱动齿杆(4)对应的下注塑模(3)的表面,所述驱动机构(5)与驱动齿杆(4)相互配合;敲击机构(6),所述敲击机构(6)位于所述下注塑模(3)内部的冷却流道(31)内,所述敲击机构(6)与驱动机构(5)相互连接;外冷却循环机构(7),所述外冷却循环机构(7)安装于下注塑模(3)的外侧以及底板(11)的上方;顶模机构(8),所述顶模机构(8)贯穿安装于所述下注塑模(3)的底部,所述顶模机构(8)与外冷却循环机构(7)相互连接。2.根据权利要求1所述的一种塑料制品成型工艺用成型模具,其特征在于:所述支撑机构(13)包括支撑柱(131)、活动槽(132)和支撑弹簧(133),所述支撑柱(131)的上端和下端分别与下注塑模(3)和底板(11)固定连接,所述支撑柱(131)上开设有活动槽(132),所述活动槽(132)的内壁上固定焊接有支撑弹簧(133)。3.根据权利要求1所述的一种塑料制品成型工艺用成型模具,其特征在于:所述驱动机构(5)在驱动齿杆(4)的外侧对称分布,所述驱动机构(5)包括第一轴体(51)、驱动齿轮(52)、第一传动轮(53)、传动带(54)、第二传动轮(55)和第二轴体(56),所述第一轴体(51)转动安装于下注塑模(3)的表面,所述第一轴体(51)上固定安装有驱动齿轮(52)和第一传动轮(53),所述驱动齿轮(52)与驱动齿杆(4)啮合连接,所述第一传动轮(53)的内侧设置有传动带(54),所述第一传动轮(53)通过传动带(54)与第二传动轮(55)相互连接,所述第二传动轮(55)上固定安装有第二轴体(56),所述第二轴体(56)与下注塑模(3)为贯穿式转动连接,所述第二轴体(56)与敲击机构(6)相互连接。4.根据权利要求3所述的一种塑料制品成型工艺用成型模具,其特征在于:所述第二传动轮(55)和第二轴体(56)均设置有两组,每组所述第二传动轮(55)和第二轴体(56)的个数均设置有三个,单组所述第二传动轮(55)之间通过传动带(54)相互连接,所述第二传动轮(55)设置有两种规格,其中一种第二传动轮(55)为双槽结构,另一种第二传动轮(55)为单槽结构。5.根据权利要求3所述的一种塑料制品成型工艺用成型模具,其特征在于:所述敲击机构(6)包括敲击盘(61)、收纳槽(62)、连杆(63)、复位弹簧(64)和敲击块(65),所述敲击盘(61)与第二轴体(56)固定连接,所述敲击盘(61)上开设有收纳槽(62),所述收纳槽(62)的内侧设置有连杆(63),所述连杆(63)与收纳槽(62)的内壁之间安装有复位弹簧(64),所述
连杆(63)远离复位弹簧(64)的一端一体化安装有敲击块(65)。6.根据权利要求5所述的一种塑料制品成型工艺用成型模具,其特征在于:所述连杆(63)为“t”字型结构,所述连杆(63)通过复位弹簧(64)和收纳槽(62)与敲击盘(61)构成伸缩结构。7.根据权利要求2所述的一种塑料制品成型工艺用成型模具,其特征在于:所述外冷却循环机构(7)包括循环管道(71)、波纹软管(72)、微型循环水泵(73)、散热鳍片(74)、冷却管(75),所述循环管道(71)位于下注塑模(3)的外侧,所述循环管道(71)穿过活动槽(132)与支撑柱(131)相互贯穿,所述循环管道(71)上安装有波纹软管(72),所述循环管道(71)通过波纹软管(72)与下注塑模(3)相互连接,所述波纹软管(72)上安装有微型循环水泵(73),所述波纹软管(72)远离下注塑模(3)的表面安装有散热鳍片(74),所述散热鳍片(74)上贯穿安装有冷却管(75),所述冷却管(75)固定安装于底板(11)的上表面,所述冷却管(75)的内部设置有液氮。8.根据权利要求7所述的一种塑料制品成型工艺用成型模具,其特征在于:所述循环管道(71)为铜制金属材质,所述循环管道(71)为“u”字型结构,所述循环管道(71)与散热鳍片(74)为一体化设计,所述散热鳍片(74)在循环管道(71)上等间距分布,所述散热鳍片(74)与冷却管(75)之间为贯穿式滑动连接。9.根据权利要求7所述的一种塑料制品成型工艺用成型模具,其特征在于:所述顶模机构(8)包括垫块(81)、顶杆(82)、顶模块(83)和调节槽(84),所述垫块(81)安装于循环管道(71)的表面,所述垫块(81)远离循环管道(71)的一端一体化焊接有顶杆(82),所述顶杆(82)远离垫块(81)的一端连接有顶模块(83),所述顶模块(83)内部开设有调节槽(84)。10.根据权利要求9所述的一种塑料制品成型工艺用成型模具,其特征在于:所述顶模块(83)远离调节槽(84)的一端为梯形结构,所述顶模块(83)的上表面与下注塑模(3)的底部内壁平齐设置,所述顶杆(82)通过调节槽(84)与顶模块(83)构成伸缩结构。
技术总结
本发明公开了一种塑料制品成型工艺用成型模具,其包括架体,所述架体包括底板和横梁,所述横梁位于底板的上方,所述横梁和底板之间通过两根立柱进行固定连接,所述底板的上表面和横梁的下表面分别安装有支撑机构和液压伸缩杆;顶模机构,所述顶模机构贯穿安装于所述下注塑模的底部,所述顶模机构与外冷却循环机构相互连接。该塑料制品成型工艺用成型模具,驱动机构带动敲击机构在下注塑模的内部进行敲击,利用震动使塑料件与下注塑模的侧边内壁进行脱模分离,外冷却循环机构中的循环管道能够在上注塑模的推动作用下进行下沉,当上注塑模远离时则能够在支撑机构的推动作用下带动顶模机构对塑料件进行顶动脱模。顶模机构对塑料件进行顶动脱模。顶模机构对塑料件进行顶动脱模。
技术研发人员:万劲松 曹优 陈玉清 范建祥
受保护的技术使用者:连云港锦溪新材料科技有限公司
技术研发日:2022.01.17
技术公布日:2022/4/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。