技术特征:
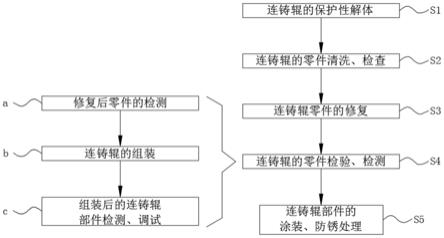
1.一种连铸辊弧形段平行式堆焊的连铸辊修复工艺,其特征在于:包括以下步骤:s1、连铸辊的保护性解体:把连铸辊内部的芯轴和辊套拆解,从而方便把连铸辊的分段拆解;s2、连铸辊的零件清洗、检查:连铸辊解体后由工作人员对零件进行除油污清洗并检查连铸辊解体部件的尺寸;s3、连铸辊零件的修复:工作人员根据零件的检查结果,结合每个零件的使用技术要求制定每个零件的修复方案;s4、连铸辊的零件检验、检测:a.修复后零件的检测:逐一对修复后的零件进行尺寸检查;b.连铸辊的组装:工作人员领取合格的零件,按照安装顺序将连铸辊进行组装;c.组装后的连铸辊部件检测、调试:连铸辊组装完成后,根据运行参数对连铸辊调试参数根据图纸使用要求进行,连铸辊进行检测和调试,以确保达到使用要求;s5、连铸辊部件的涂装、防锈处理:连铸辊检测合格后,对连铸辊不同的部位,进行涂防锈油、喷漆处理。2.根据权利要求1所述的一种连铸辊弧形段平行式堆焊的连铸辊修复工艺,其特征在于:所述步骤s1中通过顶床将芯轴从辊套的内部顶出,保证连铸辊内部的40样零件损伤最小。3.根据权利要求1所述的一种连铸辊弧形段平行式堆焊的连铸辊修复工艺,其特征在于:所述步骤s2中通过油污处理剂将连铸辊零件上的油污清理,并通过固定尺寸检查连铸辊零件的磨损或断裂的状况,为下一步零件修复提供依据。4.根据权利要求1所述的一种连铸辊弧形段平行式堆焊的连铸辊修复工艺,其特征在于:所述步骤s3中连铸辊零件的修复方案,将磨损或断裂的连铸辊零件固定台上,让连铸辊步进转动和焊枪往复运动堆焊,焊枪沿着连铸辊的轴线的方向由左端运动到右端,完成宽度为m、长度为l的第一焊道,连铸辊转动一焊道宽度m;此时焊枪仍然沿着轴线方向,再由右端运动到左端,同样完成宽度为m、长度为l的第二焊道,连铸辊同样再转动一焊道宽度m,焊枪又开始沿着轴线的方向,由左端运动到右端,完成宽度为m、长度为l的第三焊道,周而复始,连铸辊步进转动和焊枪往复运动堆焊,完成连铸辊一圆周表面堆焊,焊枪沿轴线方向向右移动一焊道长度l距离,一直到最终完成连铸辊全部表面堆焊,同时对达不到精度要求的标注件则进行报废更新,以达到满足使用要求。5.根据权利要求1所述的一种连铸辊弧形段平行式堆焊的连铸辊修复工艺,其特征在于:所述步骤s4的a中每个零件修复后需要都要由专业检测人员对零件进行检查、检查,对不合格的零件提交工作人员,确定处理方案,并在步骤s3中进行处理,对合格零件则做防锈处理后交库房保管。6.根据权利要求1所述的一种连铸辊弧形段平行式堆焊的连铸辊修复工艺,其特征在于:所述步骤s4的b中装配人员领取合格的零件,按图纸要求根据组装工艺对连铸辊进行组装,如组装过程中零件有损伤,必须对损伤工件进行修复检测后方能进行组装,如不能修复的则更换其他合格零件进行组装。7.根据权利要求1所述的一种连铸辊弧形段平行式堆焊的连铸辊修复工艺,其特征在于:所述步骤s4的c中连铸辊组装好后要在专业平台上对连铸辊进行检测,对连铸辊可调节
参数根据图纸使用要求进行调试,以确保达到使用要求。8.根据权利要求4所述的一种连铸辊弧形段平行式堆焊的连铸辊修复工艺,其特征在于:所述步骤s3中焊枪使用的焊丝型号为414n-o,414n-o保证金属硬度:hrc,35-45,且电弧稳定,飞溅小,脱渣容易,成型美观,焊后无咬边,无肉眼可见气孔、裂纹等缺陷,焊枪使用的熔炼焊剂采用hj260型号。
技术总结
本发明公开了一种连铸辊弧形段平行式堆焊的连铸辊修复工艺,本发明涉及连铸辊修复技术领域。该连铸辊弧形段平行式堆焊的连铸辊修复工艺,通过连铸辊步进转动和焊枪往复运动堆焊,全部堆焊焊道方向与连铸辊的轴向方向平行,最终形成应力分布更合理,更分散,避免堆焊过程中产生的残余剪切应力,降低连铸辊使用过程中断裂概率,当焊枪使用的焊丝型号为414N-O和焊枪使用的熔炼焊剂采用HJ260型号作为焊剂配用不锈钢焊丝进行弧形段堆焊修复时,铸辊步进转动和焊枪往复运动堆焊,完成连铸辊一圆周表面堆焊,焊枪沿轴线方向向右移动一焊道长度L距离,一直到最终完成连铸辊全部表面堆焊,提高往复焊道精度,提升焊接产品质量。提升焊接产品质量。提升焊接产品质量。
技术研发人员:何玉球 张喆 熊保松 范智慧 刘志 程千驹
受保护的技术使用者:湖北蕲帆机械制造有限公司
技术研发日:2022.03.04
技术公布日:2022/6/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。