技术特征:
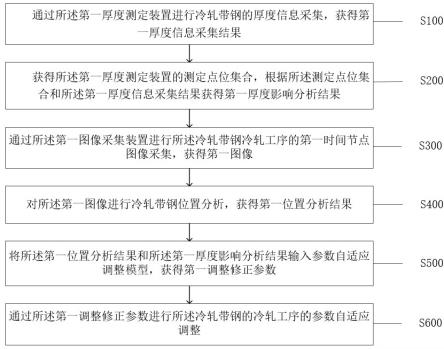
1.一种冷轧带钢生产参数自适应调整方法,其特征在于,所述方法应用于冷轧带钢智能监测调整系统,所述冷轧带钢智能监测调整系统与第一图像采集装置、第一厚度测定装置通信连接,所述方法包括:通过所述第一厚度测定装置进行冷轧带钢的厚度信息采集,获得第一厚度信息采集结果;获得所述第一厚度测定装置的测定点位集合,根据所述测定点位集合和所述第一厚度信息采集结果获得第一厚度影响分析结果;通过所述第一图像采集装置进行所述冷轧带钢冷轧工序的第一时间节点图像采集,获得第一图像;对所述第一图像进行冷轧带钢位置分析,获得第一位置分析结果;将所述第一位置分析结果和所述第一厚度影响分析结果输入参数自适应调整模型,获得第一调整修正参数;通过所述第一调整修正参数进行所述冷轧带钢的冷轧工序的参数自适应调整。2.如权利要求1所述的方法,其特征在于,所述方法包括:获得所述测定点位集合的位置坐标参数信息;根据所述位置坐标参数信息和所述第一厚度信息采集结果进行第一区域和第二区域的厚度平均值计算,获得第一厚度平均值和第二厚度平均值,其中,所述第一厚度平均值为所述第一区域的厚度平均值,所述第二厚度平均值为所述第二区域的厚度平均值;根据所述第一厚度平均值和所述第二厚度平均值获得第一平均值差值,其中,所述第一平均值差值包括正差值和负差值;根据所述第一平均值差值获得所述第一厚度影响分析结果。3.如权利要求2所述的方法,其特征在于,所述方法包括:根据所述第一厚度信息采集结果获得所述第一区域和所述第二区域内的第一厚度最大差值;获得所述第一厚度最大差值的位置坐标参数,将所述第一厚度最大差值和所述位置坐标参数作为第一修正约束参数;将所述第一平均值差值作为第二修正约束参数,根据所述第一修正约束参数和所述第二修正约束参数进行冷轧带钢的冷轧工艺偏差影响分析,根据分析结果获得所述第一厚度影响分析结果。4.如权利要求3所述的方法,其特征在于,所述方法还包括:根据所述第一厚度信息采集结果进行所述冷轧带钢的厚度分布趋势分析,获得第一趋势分布约束参数;根据所述第一趋势分布约束参数进行厚度参数影响分析模型的模型参数约束,获得第一修正厚度参数影响分析模型;将所述第一修正约束参数和所述第二修正约束参数输入所述第一修正厚度参数影响分析模型,获得所述第一厚度影响分析结果。5.如权利要求1所述的方法,其特征在于,所述方法还包括:通过所述第一图像采集装置进行所述冷轧带钢冷轧工序的第二时间节点图像采集,获得第二图像;
根据所述第二图像进行所述冷轧带钢的纠偏效果分析,获得第一纠偏效果分析结果;根据所述第一纠偏效果分析结果和第一预期效果的偏差值获得第一设备影响调整因子;根据所述第一设备影响调整因子进行所述参数自适应调整模型设备参数适应性优化。6.如权利要求1所述的方法,其特征在于,所述方法还包括:判断所述第一厚度影响分析结果是否满足第一预设影响阈值;当所述第一厚度影响分析结果满足所述第一预设影响阈值时,获得第一约束匹配参数;根据所述第一约束匹配参数进行所述参数自适应调整模型匹配约束,获得第一拉紧力参数控制结果和第一速度参数控制结果;根据所述第一拉紧力参数控制结果和所述第一速度参数控制结果获得所述第一调整修正参数。7.如权利要求5所述的方法,其特征在于,所述方法还包括:通过所述第一设备影响调整因子进行设备状态评估,获得第一设备状态评估结果;当所述第一设备状态评估结果满足第一设备状态评价阈值时,获得第一设备检修指令;根据所述第一设备检修指令进行设备的检修处理。8.一种冷轧带钢生产参数自适应调整系统,其特征在于,所述系统包括:第一获得单元,所述第一获得单元用于通过第一厚度测定装置进行冷轧带钢的厚度信息采集,获得第一厚度信息采集结果;第二获得单元,所述第二获得单元用于获得所述第一厚度测定装置的测定点位集合,根据所述测定点位集合和所述第一厚度信息采集结果获得第一厚度影响分析结果;第三获得单元,所述第三获得单元用于通过第一图像采集装置进行所述冷轧带钢冷轧工序的第一时间节点图像采集,获得第一图像;第四获得单元,所述第四获得单元用于对所述第一图像进行冷轧带钢位置分析,获得第一位置分析结果;第五获得单元,所述第五获得单元用于将所述第一位置分析结果和所述第一厚度影响分析结果输入参数自适应调整模型,获得第一调整修正参数;第一调整单元,所述第一调整单元用于通过所述第一调整修正参数进行所述冷轧带钢的冷轧工序的参数自适应调整。9.一种电子设备,其特征在于,包括处理器和存储器;所述存储器,用于存储;所述处理器,用于通过调用,执行权利要求1至7中任一项所述的方法。
技术总结
本发明公开了一种冷轧带钢生产参数自适应调整方法及系统,涉及控制和调节相关领域,进行冷轧带钢的厚度信息采集,获得第一厚度信息采集结果;获得第一厚度测定装置的测定点位集合,根据测定点位集合和第一厚度信息采集结果获得第一厚度影响分析结果;进行冷轧带钢冷轧工序的第一时间节点图像采集,获得第一图像;对第一图像进行冷轧带钢位置分析,获得第一位置分析结果;将第一位置分析结果和第一厚度影响分析结果输入参数自适应调整模型,获得第一调整修正参数;通过所述第一调整修正参数进行所述冷轧带钢的冷轧工序的参数自适应调整。解决了现有技术在缺少进行带钢跑偏的准确分析处理,进而导致带钢生产参数控制不够智能准确的技术问题。准确的技术问题。准确的技术问题。
技术研发人员:李佩 张骁 杨春启 储钱良 沈衡
受保护的技术使用者:苏州翔楼新材料股份有限公司
技术研发日:2022.06.13
技术公布日:2022/7/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。