技术特征:
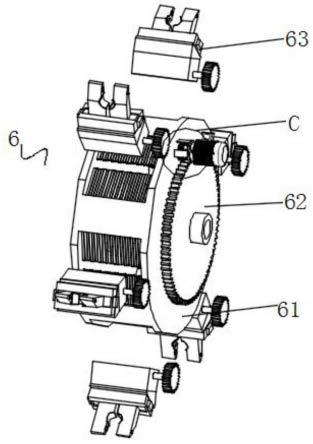
1.一种耐高温紧固件的全自动上料加工设备及加工工艺,包括第一支座(1)和固定设置在第一支座(1)一侧的第二支座(2),其特征在于:所述第一支座(1)和第二支座(2)相对侧壁共同设置有传送装置(3),所述传送装置(3)顶部和底部均固定设置有螺栓载座(4),所述第一支座(1)和第二支座(2)顶部且位于传送装置(3)正上方共同固定设置有喷涂机构(5),所述喷涂机构(5)内部转动设置有送料机构(6),且喷涂机构(5)顶部固定设置有储漆筒(7)和通过管道与储漆筒(7)相连接的漆泵(8),且喷涂机构(5)靠近漆泵(8)的一端和远离漆泵(8)的一端均通过螺栓固定设置有密封板(9);所述送料机构(6)包括干燥组件(61)和转动设置在干燥组件(61)一侧的齿轮盘(62)以及均匀设置在干燥组件(61)外壁的拾取组件(63),所述干燥组件(61)一侧壁且位于齿轮盘(62)一侧固定设置有电机架(64),所述电机架(64)顶端固定连接有第二伺服电机(65),所述第二伺服电机(65)驱动端且位于电机架(64)内部固定设置有和齿轮盘(62)相啮合的第二齿轮(66);所述干燥组件(61)包括干燥筒(611)和均匀开设在干燥筒(611)外壁的拾取组件通过口(612),每个所述拾取组件通过口(612)侧壁固定设置有挡料绒毛(613),所述干燥筒(611)内部为空腔结构,空腔内部固定设置有uv固化灯座(614),所述uv固化灯座(614)内部固定设置有uv固化灯(615);所述拾取组件(63)包括拾取座(631)和转动设置在拾取座(631)一侧壁的第一齿轮(632)以及固定设置在拾取座(631)另一侧壁的滑座(633),所述滑座(633)内部两侧分别滑动设置有第一夹头(634)和第二夹头(635),所述第一夹头(634)和第二夹头(635)相对侧壁分别开设有第一安装孔和第二安装孔,第一安装孔和第二安装孔的内部分别固定设置有铁块(637)和电磁铁(636),所述第二夹头(635)一侧壁固定设置有通过导线和电磁铁(636)相连接的控制按钮(638),所述第一夹头(634)和第二夹头(635)相对侧壁固定连接有弹簧(639)。2.根据权利要求1所述的一种耐高温紧固件的全自动上料加工设备,其特征在于:所述喷涂机构(5)包括漆箱(51)和固定设置在漆箱(51)内部的隔板(52),所述隔板(52)顶部开设有通过口(53),所述漆箱(51)内部且位于隔板(52)上方转动设置有传动轴(54),所述传动轴(54)一端转动贯穿漆箱(51)并固定连接有第一伺服电机(55)。3.根据权利要求2所述的一种耐高温紧固件的全自动上料加工设备,其特征在于:所述漆箱(51)内腔顶部和隔板(52)顶部均固定设置有喷头(56),两个所述喷头(56)之间通过传输管(57)相连接,所述漆箱(51)内部前后两侧壁且位于隔板(52)下方均固定设置有支撑臂(58),所述支撑臂(58)一端固定设置有顶块(59)。4.根据权利要求3所述的一种耐高温紧固件的全自动上料加工设备,其特征在于:所述送料机构(6)固定套设在传动轴(54)外壁上,所述齿轮盘(62)转动套设在传动轴(54)的外壁上。5.根据权利要求4所述的一种耐高温紧固件的全自动上料加工设备,其特征在于:所述螺栓载座(4)顶部中间位置开设有限位孔,限位孔内部活动设置有螺栓,且螺栓载座(4)为橡胶材质制成的构件。6.根据权利要求5所述的一种耐高温紧固件的全自动上料加工设备,其特征在于:每个所述拾取组件(63)通过转轴转动连接在其中一个拾取组件通过口(612)内部,转轴的一端
转动贯穿拾取组件通过口(612)并和第一齿轮(632)固定连接,所述第一齿轮(632)和齿轮盘(62)通过齿牙啮合连接。7.根据权利要求6所述的一种耐高温紧固件的全自动上料加工设备,其特征在于:所述干燥筒(611)腔体内部固定设置有锂电池,锂电池通过导线和uv固化灯(615)电性连接。8.根据权利要求7所述的一种耐高温紧固件的全自动上料加工设备,其特征在于:传送装置包括两个转动辊和传送带以及第三伺服电机,传送带活动套设在两个传动辊外壁上,电动机的驱动端和其中一个转动辊固定连接。9.一种实施权利要求8所述耐高温紧固件的全自动上料加工设备的加工方法,其特征在于:该方法包括以下步骤:步骤一、螺栓上料:传送装置(3)运行时,人工将待加工螺栓逐个放置在螺栓载座(4)顶部的限位孔中,螺栓处于垂直于传送带状态并随传送带输送至喷涂机构(5)中,此时第一伺服电机(55)带动传动轴(54)转动,送料机构(6)随传动轴(54)同步转动,拾取组件(63)在转动过程中第一夹头(634)和第二夹头(635)初始为相互远离状态,通过对驱动传送带运动的第三伺服电机转速,使螺栓载座(4)转动至送料机构(6)正下方时,其中一个拾取组件(63)将螺栓载座(4)顶部限位孔中的螺栓抄起,螺栓头部大于第一夹头(634)和第二夹头(635)之间最大间距,螺栓被拾取组件(63)抬起随干燥组件(61)转动,在拾取组件(63)转动经过两个顶块(59)之间时,其中一个顶块(59)侧壁挤压按下控制按钮(638),电磁铁(636)内部通电产生磁性吸附铁块(637),因此第一夹头(634)和第二夹头(635)挤压弹簧(639)相互靠近并将螺栓夹紧;步骤二、喷漆防锈:送料机构(6)继续转动,拾取组件(63)转动进入到漆箱(51)内部且位于隔板(52)上方后,漆泵(8)将储漆筒(7)内部uv金属防锈漆通过喷头(56)喷洒在螺栓表面,两个喷头(56)分布在漆箱(51)内腔顶部和隔板(52)顶部,对螺栓进行多角度喷漆,保证喷漆均匀统一性;步骤三、油漆烘干:螺栓喷洒油漆后并在转动至漆箱(51)另一侧的两个顶块(59)之间的区间内,已经设定运行程序的第二伺服电机(65)开始驱动第二齿轮(66)转动,转动时间持续五秒钟,拾取组件(63)夹持螺栓进入到受第二齿轮(66)驱动进入到拾取组件通过口(612)内部,uv金属防锈漆受到uv固化灯(615)紫外光照射快速干燥,五秒钟后第二伺服电机(65)停止转动,全部拾取组件(63)恢复原始位置,拾取组件(63)经过漆箱(51)另一侧两个顶块(59)之间时,控制按钮(638)再次受到挤压,电磁铁(636)电流中断失去磁性,第一夹头(634)和第二夹头(635)受到弹簧(639)弹力作用分离,此时螺栓头部垂直向下受重力掉落在传送带上输出。10.根据权利要求9所述的一种耐高温紧固件的全自动上料加工设备的加工方法,其特征在于:所述送料机构(6)转速为3r/min。
技术总结
本发明公开了一种耐高温紧固件的全自动上料加工设备及加工工艺,本发明涉及紧固件生产设备技术领域。该一种耐高温紧固件的全自动上料加工设备及加工工艺,螺栓载座转动至送料机构正下方时,其中一个拾取组件将螺栓载座顶部限位孔中的螺栓抄起,在拾取组件转动经过两个顶块之间时,其中一个顶块侧壁挤压按下控制按钮,电磁铁内部通电产生磁性吸附铁块,因此第一夹头和第二夹头挤压弹簧相互靠近并将螺栓夹紧,避免了螺栓在输送过程中掉落的情况,实现对螺栓的自动上料操作,自动化程度高,无需过多人工操作,节省了企业的支出成本。漆泵将储漆筒内部UV金属防锈漆通过喷头喷洒在螺栓表面,对螺栓进行多角度喷漆,保证喷漆均匀统一性。统一性。统一性。
技术研发人员:凌庆华
受保护的技术使用者:浙江烨凌实业有限公司
技术研发日:2022.07.05
技术公布日:2022/8/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。