技术特征:
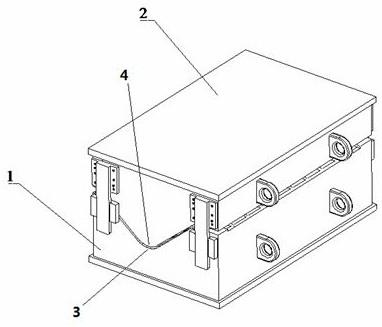
1.一种热压成形框架结构模具,其特征在于,包括下模(1)和上模(2),所述下模(1)通过若干交错设置的横纵筋板形成型面ⅰ(3),所述上模(2)通过若干交错设置的横纵筋板形成型面ⅱ(4),所述型面ⅰ(3)和所述型面ⅱ(4)扣合,形成与待成形零件型面曲率相适配的成形空间。2.如权利要求1所述的一种热压成形框架结构模具,其特征在于,所述下模(1)和所述上模(2)均包含若干横向筋板(6)和纵向筋板(7),所述横向筋板(6)与所述纵向筋板(7)榫卯连接后焊接,形成具有离散型面的框架结构件,所述横向筋板(6)的顶面和所述纵向筋板(7)的顶面共同构成离散型面的型面ⅰ(3)和离散型面的型面ⅱ(4)。3.如权利要求2所述的一种热压成形框架结构模具,其特征在于,相邻所述横向筋板(6)相互平行,相邻所述纵向筋板(7)相互平行,所述横向筋板(6)与纵向筋板(7)相互垂直。4.如权利要求2所述的一种热压成形框架结构模具,其特征在于,所述框架结构件对应待成形零件边界及脊线位置设置辅助成形筋条(8),所述辅助成形筋条(8)设置在横向筋板(6)和纵向筋板(7)形成的网格结构内,所述辅助成形筋条(8)平行于横向筋板(6)或纵向筋板(7),所述辅助成形筋条(8)与横向筋板(6)或纵向筋板(7)焊接连接。5.如权利要求2所述的一种热压成形框架结构模具,其特征在于,所述型面ⅰ(3)设置定位块(10),所述定位块(10)固定设置于型面ⅰ(3)的边缘位置,所述定位块(10)凸出型面ⅰ高度小于成形零件厚度,所述型面ⅰ(3)和型面ⅱ(4)均设置有基准孔(9)。6.如权利要求2所述的一种热压成形框架结构模具,其特征在于,所述下模(1)和所述上模(2)均包括外框体,所述框架结构件焊接于所述外框体内。7.如权利要求1-7任一所述的一种热压成形框架结构模具,其特征在于,所述外框体设置若干导向结构件。8.一种热压成形框架结构模具的制备方法,包括如下步骤:s1:制备框架结构件:通过板材切割制得若干矩形筋板,在所述矩形筋板上切割凹槽,通过所述凹槽将所述矩形筋板以榫卯结构纵横交错连接,调整相邻横向筋板(6)相互平行,相邻纵向筋板(7)相互平行,横向筋板(6)与纵向筋板(7)互相垂直,其后焊接固定横向筋板(6)和纵向筋板(7),制得两个结构、尺寸相同的框架结构件;s2:加工型面:依据待成形零件边界及脊线位置,分别在两个所述框架结构件内焊接设置辅助成形筋条(8),再对两个所述框架结构件进行机加工,在其中一个所述框架结构件形成型面ⅰ(3),另一所述框架结构件形成型面ⅱ(4),在型面ⅰ(3)和型面ⅱ(4)设置基准孔(9);s3:细节处理:打磨型面ⅰ(3)和型面ⅱ(4),在型面ⅰ(3)设置定位块(10),所述定位块(10)与基准孔(9)错位设置。9.如权利要求8所述一种热压成形框架结构模具的制备方法,其特征在于,s1还包括,设置外框体的步骤:依据框架结构件大小,切割板材形成矩形底板(5)和矩形侧壁板,调整框架结构件位于底板(5)中心,使框架结构件的横向筋板(6)和纵向筋板(7)垂直于底板(5),其后在底板(5)上焊接固定框架结构件;将侧壁板垂直底板(5)设置,调整侧壁板合围框架结构件,其后将侧壁板与底板(5)和框架结构件焊接固定,侧壁板之间互相焊接。10.一种热压成形框架结构模具的设计方法,使用软件包括catia,包括如下步骤:步骤a:提取零件曲面(15)数据导入设计软件中,调整零件位置凸面向下,通过“外插延
伸”命令扩展曲面,生成曲面一(16);步骤b:利用步骤a中生成的曲面一(16)进行调平:取曲面一(16)四个端点,利用“平均通过点”命令生成平面一(18),取曲面一(16)两端曲线最低点引出直线一(17),将直线一(17)正投影到平面一(18)上生成直线二(19),将平面一(18)以直线二(19)为旋转轴旋转90
°
生成平面二(20),再将平面二(20)以直线一(17)为旋转轴旋转90
°
生成平面三(21)作为模具基准平面,实现零件调平;步骤c:利用步骤b中生成的平面三(21),沿其法向进行偏移,生成平面四(22)作为分模平面,所述平面四(22)超过曲面一(16)的顶点;步骤d:利用步骤a中生成的曲面一(16),各边界方向再次进行“外插延伸”,生成曲面二(23),宽度方向“外插延伸”的边界超出步骤c中生成的平面四(22);步骤e:以步骤c中生成的平面四(22)作为草图平面,绘制模具外廓尺寸草图一(24),草图一(24)为矩形边界,宽度方向两边均需比步骤a中生成的曲面一(16)最大外形大,长度方向两边均需比步骤a中生成的曲面一(16)最大外形大;步骤f:以步骤e中生成的草图一(24)沿着长度、宽度方向偏移扩大,并填充为平面片体一,所述平面片体一与步骤d中生成的曲面二(23)进行修剪操作和倒圆角操作,生成曲面三(25)作为下模分割曲面;步骤g:以步骤e中生成的草图一(24),以步骤c生成的平面四为起始点,拉伸凸台,所述凸台最低点需低于零件最低点,并通过“抽壳”和“设置加强肋”命令将拉伸的凸台设置成框架结构主体,调节各筋板间距,设置各筋板厚度,再根据零件位置结构,在零件最低转折点脊线(26)和零件外形边界(27)处设置辅助成形筋条(8);步骤h:利用步骤f中生成的曲面三(25)分割步骤g中生成的下模框架结构主体,得到下模型面;步骤i:将步骤a中生成的曲面一(16)展开为平面片体二,对平面片体二的宽度方向和长度方向进行补充绘制,得到矩形结构的长方体胚料,将长方体坯料按照零件在下模的实际位置摆放,在下模设置定位块;步骤j:对下模进行细节处理:底板加厚,设置法兰边,型面增加基准孔,完成下模设计;步骤k:以步骤d中生成的曲面二(23)按料厚进行偏移后通过“外插延伸”生成曲面四,再以步骤f中生成的平面片体一按料厚进行偏移生成平面片体三,将曲面四和平面片体三进行修剪并倒圆角,生成曲面五(29)作为上模分割曲面,上模分割曲面通过曲面四和平面片体三的偏移和外插延伸量进行调整,保证上模和下模平台面间距(28);步骤l:采用步骤g和步骤h中同样的方法,按照与下模同样的尺寸和筋条位置构建上模主体,并按照步骤k中生成的曲面五(29)分割出上模型面,完成上模设计;步骤m:将步骤i、步骤j、步骤l中生成的长方体坯料、下模、上模的数模导入有限元仿真软件中,建立热压过程有限元仿真模型,以实际成形参数进行热压过程成形仿真,并将仿真成形的零件与理论零件进行对比,依据对比结果,对上模和下模增加辅助成形筋条(8),调整零件摆放位置,确保零件成形质量;步骤n:在步骤m中所建立的有限元仿真模型的基础上,分别将上模和下模设置为弹塑性变形体再次进行仿真,对上模和下模的强度进行校核,若上模或下模的最大变形超过3mm,则以增加加强筋、增加板厚、缩短纵横筋条间距的至少一种方式来增加模具强度;
步骤o:根据上模和下模大小设置附属件,完成框架结构压模的设计。
技术总结
本发明公开了一种热压成形框架结构模具及其设计方法。一种热压成形框架结构模具,包括下模和上模,所述下模通过若干交错设置的横纵筋板形成型面Ⅰ,所述上模通过若干交错设置的横纵筋板形成型面Ⅱ,所述型面Ⅰ和所述型面Ⅱ扣合,形成与待成形零件型面曲率相适配的成形空间。本发明的一种热压成形框架结构模具,整体采用框架结构,通过离散型面型面Ⅰ和离散型面模型面Ⅱ共同挤压零件,达到成形目的,模具可以满足飞机试验性零部件制作的精度要求,为飞机试验性零部件的制作提供了一种高效且经济的制造方案。本发明还公开了一种热压成形框架结构模具的设计方法,该方法设计步骤简单易懂,操作难度低,设计时间短。设计时间短。设计时间短。
技术研发人员:邹震宇 江开林 张小波 张毅 任广义 岳维 陈琳 卢旭阳 陈明英
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:2022.07.27
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。