技术特征:
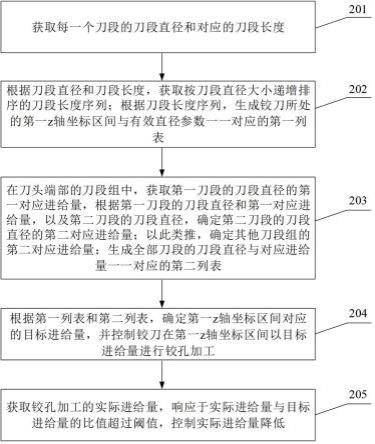
1.一种铰孔加工控制方法,其特征在于,所述铰孔加工采用一体同轴的多直径铰刀;所述铰刀包括对应台阶孔的多个孔径的多个刀段,所述多个刀段沿刀头至刀柄的方向,直径依次增大;相邻的两个刀段构成一个刀段组;所述刀段组中,接近所述刀头的刀段为第一刀段,接近所述刀柄的刀段为第二刀段;所述方法包括:获取每一个刀段的刀段直径和对应的刀段长度;根据所述刀段直径和所述刀段长度,获取按所述刀段直径大小递增排序的刀段长度序列;根据所述刀段长度序列,生成所述铰刀所处的第一z轴坐标区间与有效直径参数一一对应的第一列表;在所述刀头端部的刀段组中,获取所述第一刀段的刀段直径的第一对应进给量,根据所述第一刀段的刀段直径和所述第一对应进给量,以及所述第二刀段的刀段直径,确定所述第二刀段的刀段直径的第二对应进给量;以此类推,确定其他刀段组的所述第二对应进给量;生成全部刀段的所述刀段直径与所述对应进给量一一对应的第二列表;根据所述第一列表和所述第二列表,确定所述第一z轴坐标区间对应的目标进给量,并控制所述铰刀在所述第一z轴坐标区间以所述目标进给量进行铰孔加工;获取所述铰孔加工的实际进给量,响应于所述实际进给量与所述目标进给量的比值超过阈值,控制所述实际进给量降低。2.根据权利要求1所述的铰孔加工控制方法,其特征在于,所述根据所述刀段长度序列,生成所述铰刀所处的第一z轴坐标区间与有效直径参数一一对应的第一列表的步骤,包括:根据所述刀段长度序列,确定对应的第二z轴坐标区间序列;按所述刀段直径长度递增的顺序,对所述第二z轴坐标区间序列中的多个第二z轴坐标区间依次进行直径参数赋值,以获得至少一个有效直径参数和对应的第一z轴坐标区间;根据所述有效直径参数和所述第一z轴坐标区间,生成所述第一列表。3.根据权利要求1所述的铰孔加工控制方法,其特征在于,所述铰孔加工的工件材质为铝合金;通过以下方式确定所述第二对应进给量:其中,v
n 1
为所述第二对应进给量,d
n 1
为与v
n 1
对应的刀段直径,v
n
为同一刀段组中的所述第一对应进给量,d
n
为与v
n
对应的刀段直径。4.根据权利要求3所述的铰孔加工控制方法,其特征在于,所述方法还包括:获取所述铰刀的刃数,根据所述刃数对所述第二对应进给量进行修正。5.根据权利要求4所述的铰孔加工控制方法,其特征在于,通过以下方式确定所述修正后的第二对应进给量:其中,c为刃数因子;响应于所述刃数为2,所述刃数因子被配置为1;响应于所述刃数为3,所述刃数因子被配置为1.05;响应于所述刃数为4,所述刃数因子被配置为1.1。6.根据权利要求3所述的铰孔加工控制方法,其特征在于,所述方法还包括:
获取所述第二刀段的刀刃的倒角度数,根据所述倒角度数对所述第二对应进给量进行修正。7.根据权利要求6所述的铰孔加工控制方法,其特征在于,通过以下方式确定所述修正后的第二对应进给量:其中,a为倒角因子;响应于所述倒角度数θ满足0<θ<30
°
,所述倒角因子被配置为1.08;响应于所述倒角度数θ满足30
°
≤θ<60
°
,所述倒角因子被配置为1.04;响应于所述倒角度数θ满足60
°
≤θ<90
°
,所述倒角因子被配置为1。8.根据权利要求6所述的铰孔加工控制方法,其特征在于,通过以下方式确定所述修正后的第二对应进给量:其中,a为倒角因子;响应于所述倒角度数θ满足0<θ<30
°
,所述倒角因子被配置为1.08;响应于所述倒角度数θ满足30
°
≤θ<60
°
,所述倒角因子被配置为1.04;响应于所述倒角度数θ满足60
°
≤θ<90
°
,所述倒角因子被配置为1;c为刃数因子;响应于所述刃数为2,所述刃数因子被配置为1;响应于所述刃数为3,所述刃数因子被配置为1.05;响应于所述刃数为4,所述刃数因子被配置为1.1。9.根据权利要求1所述的铰孔加工控制方法,其特征在于,所述铰孔加工的工件材质为铝合金;通过以下方式确定所述刀头端部的刀段组的第一对应进给量:其中,v1为所述刀头端部的刀段组的第一对应进给量,d1为对应的刀段直径,且30mm≤d1≤90mm;c为刃数因子;响应于所述刃数为2,所述刃数因子被配置为1;响应于所述刃数为3,所述刃数因子被配置为1.05;响应于所述刃数为4,所述刃数因子被配置为1.1。10.一种铰孔加工控制装置,其特征在于,所述铰孔加工采用一体同轴的多直径铰刀;所述铰刀包括对应台阶孔的多个孔径的多个刀段,所述多个刀段沿刀头至刀柄的方向,直径依次增大;相邻的两个刀段构成一个刀段组;所述刀段组中,接近所述刀头的刀段为第一刀段,接近所述刀柄的刀段为第二刀段;所述装置包括:获取模块,用于获取每一个刀段的刀段直径和对应的刀段长度;第一生成模块,用于根据所述刀段直径和所述刀段长度,获取按所述刀段直径大小递增排序的刀段长度序列;根据所述刀段长度序列,生成所述铰刀所处的第一z轴坐标区间与有效直径参数一一对应的第一列表;第二生成模块,用于在所述刀头端部的刀段组中,获取所述第一刀段的刀段直径的第一对应进给量,根据所述第一刀段的刀段直径和所述第一对应进给量,以及所述第二刀段的刀段直径,确定所述第二刀段的刀段直径的第二对应进给量;以此类推,确定其他刀段组的所述第二对应进给量;生成全部刀段的所述刀段直径与所述对应进给量一一对应的第二列表;
第一控制模块,用于根据所述第一列表和所述第二列表,确定所述第一z轴坐标区间对应的目标进给量,并控制所述铰刀在所述第一z轴坐标区间以所述目标进给量进行铰孔加工;第二控制模块,用于获取所述铰孔加工的实际进给量,响应于所述实际进给量与所述目标进给量的比值超过阈值,控制所述实际进给量降低。
技术总结
一种铰孔加工控制方法和装置,该方法包括:获取每一个刀段的刀段直径和对应的刀段长度;根据刀段直径和刀段长度,生成铰刀所处的第一z轴坐标区间与有效直径参数一一对应的第一列表;确定每个刀段的对应进给量,以生成全部刀段的刀段直径与对应进给量一一对应的第二列表;根据第一列表和第二列表,确定第一z轴坐标区间对应的目标进给量,并控制铰刀在第一z轴坐标区间以目标进给量进行铰孔加工;响应于实际进给量与目标进给量的比值超过阈值,控制实际进给量降低。通过该方法,不仅能够兼顾台阶孔的铰孔加工效率和铰孔质量,而且在使用新刀具或新工艺前,输入相关参数即可自动进入优质的运行状态,而不需要反复调试,节省了大量的时间和人力。量的时间和人力。量的时间和人力。
技术研发人员:刘建安 何杨 张健
受保护的技术使用者:吴江市亨达机械配件有限责任公司
技术研发日:2022.10.17
技术公布日:2022/11/11
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。