一种轻薄型西服的制作方法
- 国知局
- 2024-07-12 11:21:21
本发明涉及服装制作,具体为一种轻薄型西服的制作方法。
背景技术:
1、轻薄型西服是一种适合春夏季节穿着的正式服装,通常由外套、裤子和马甲组成,具有轻薄、透气、吸湿、挺括、耐久等特点,能够提供高品质的穿着体验。轻薄型西服的市场需求日益增长,尤其是在炎热的气候和商务场合,轻薄型西服能够给人留下专业、干练、舒适的印象。
2、轻薄型西服的制作工艺一般包括裁剪、缝制、熨烫等步骤,其中缝制是最关键的一步,因为缝制的质量直接影响到轻薄型西服的效果和使用寿命。目前,轻薄型西服的缝制工艺主要有三种:粘合衬、半毛衬和全毛衬。
3、粘合衬是指在面料和里布之间,通过黏胶将有纺衬粘合在一起,然后再缝制成轻薄型西服。这种工艺的优点是制作过程快捷简单,成本低廉,缺点是透气性差,容易起泡,变形,使用寿命短,不适合轻薄型西服的要求。
4、半毛衬是指在面料和里布之间,只在腰节以上的部位填充毛衬,腰节以下的部位仍然使用有纺衬,然后再缝制成轻薄型西服。这种工艺的优点是前胸部位比较挺括,饱满,富有弹性,缺点是下半部分仍然需要粘合衬,透气性不佳,容易变形,使用寿命一般,也不符合轻薄型西服的要求。
5、全毛衬是指在面料和里布之间,从顶端至底端都填充毛衬,不使用有纺衬,然后再缝制成轻薄型西服。这种工艺的优点是完全还原面料的特性,透气性好,舒适度高,使用寿命长,缺点是制作过程复杂,成本高昂,而且前片不抗皱,难以熨烫,也不适合轻薄型西服的要求。
6、综上所述,现有技术难以同时满足轻薄型西服的轻薄、透气、吸湿、挺括、耐久等效果要求,也难以简化轻薄型西服的制作工艺,降低轻薄型西服的成本;
7、因此,急需一种新的轻薄型西服的制作方法,以解决现有技术的不足之处。
技术实现思路
1、本发明的目的在于提供一种轻薄型西服的制作方法,具备透气性、吸湿性、挺括性和耐久性的优点,解决了背景技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:一种轻薄型西服的制作方法,该方法包括以下步骤:
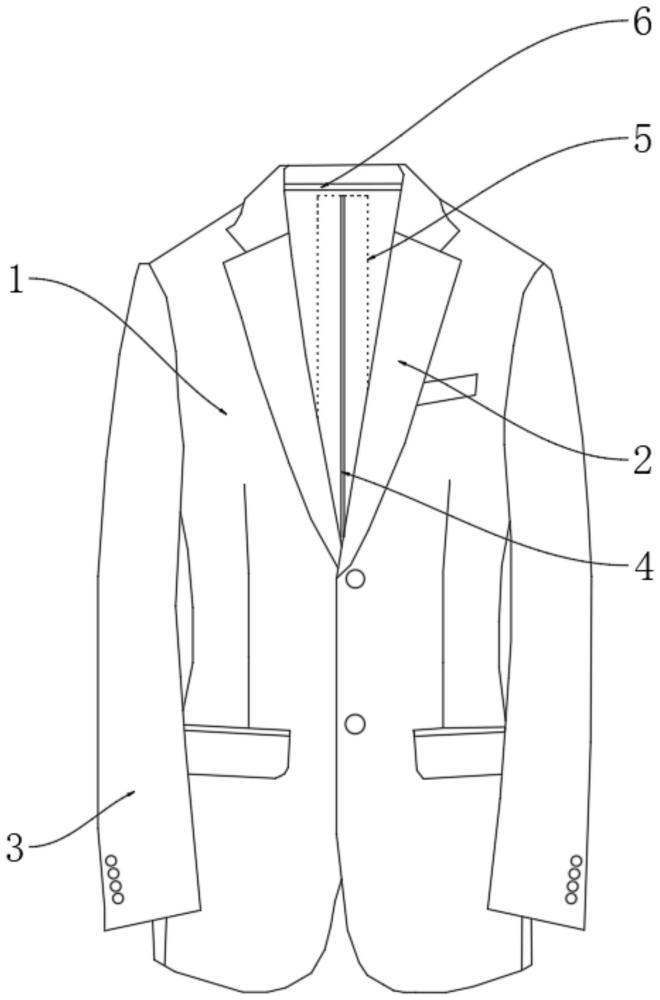
3、分别裁剪出前后一体化衣片、一体式里料、一体式领口衣片、袖片;
4、在所述前后一体化衣片的后背处裁剪出一条竖直的通槽,通槽的长度为29cm,通槽的宽度为1cm;
5、在所述前后一体化衣片上正对通槽的表面加压两条竹纤维贴片,竹纤维贴片的宽度为4cm,竹纤维贴片的长度与通槽的长度相同,竹纤维贴片的上下端点与通槽的上下端点对齐,竹纤维贴片的内侧边缘与通槽的边缘相距0.15cm,竹纤维贴片的外侧边缘与前后一体化衣片的边缘相距1.5cm;
6、在所述一体式领口衣片的衣领处加压一条半圆柱形吸汗带,吸汗带的长度为45cm,吸汗带的直径为1.5cm,吸汗带由竹纤维制成;
7、将所述前后一体化衣片、一体式领口衣片、袖片缝合后,与一体式里料缝合;
8、所述一体式里料包括:前后一体化衣片的里料和前后一体化衣片肩部的里料;所述前后一体化衣片的里料和前后一体化衣片肩部的里料一体成型,且不使用任何主衬或副衬;
9、其中,所述前后一体化衣片、一体式领口衣片、袖片缝合后,与所述一体式里料缝合包括:所述一体式里料的后衣片肩部的里料在后衣片的颈后下方位置交叉,且不加压任何加强衬。
10、优选的,所述竹纤维贴片和吸汗带的制作方法包括如下步骤:
11、s1:将竹纤维经过碱化、漂白、碳化、酸洗工序,得到竹纤维素;
12、s2:将竹纤维素与聚酰胺热熔胶按照重量比100:15混合,通过湿法纺丝,得到竹纤维丝;
13、s3:将竹纤维丝经过拉伸、定型、切割工序,得到竹纤维短纤;
14、s4:将竹纤维短纤经过开松、梳理、并条、粗纱、细纱工序,得到竹纤维纱线;
15、s5:将竹纤维纱线经过织造、染色、整理工序,得到竹纤维织物;
16、s6:将竹纤维织物按照所需的形状和尺寸裁剪,得到竹纤维贴片和吸汗带。
17、优选的,所述前后一体化衣片的领口省的取值为5°,所述前后一体化衣片的肩倾角的取值为30°,所述袖片的袖顶的前后距离袖心线为9cm,收缩量为1cm;
18、所述一体式里料顶端的衬条的偏角为10°;
19、所述前后一体化衣片、一体式领口衣片、袖片缝合时,肩接缝为1.2cm;袖内接缝为1.2cm,袖外接缝为1.3cm,前襟接缝为1cm,袖顶的缝位为1.2cm,袖口接缝为1.2cm。
20、优选的,所述西服的面布使用天然纤维的混合织物,所述前后一体化衣片的肩部、前后一体化衣片所使用里布的材料与所述面布的材料相同;所述衣袖的袖里使用天然纤维的铜氨织物;
21、所述一体式里料的里布使用无纺布,所述无纺布为轻薄型。
22、优选的,所述前后一体化衣片的形状为梯形,所述一体式领口衣片的形状为倒梯形,所述袖片的形状为长方形;
23、所述前后一体化衣片的尺寸为:上边长为80cm,下边长为90cm,高为100cm;所述一体式领口衣片的尺寸为:上边长为40cm,下边长为80cm,高为20cm;所述袖片的尺寸为:长为60cm,宽为20cm;
24、所述前后一体化衣片、一体式领口衣片、袖片的比例为:前后一体化衣片占总面积的60%,一体式领口衣片占总面积的10%,袖片占总面积的30%。
25、与现有技术相比,本发明的有益效果如下:
26、1、本发明通过设置一体化衣片、一体式领口衣片、一体式里料等结构,达到了轻薄、透气、吸湿、挺括、耐久等效果,提高了西服的舒适性和美观性;
27、2、本发明通过在一体化衣片的后背处裁剪出一条竖直的通槽,并在一体化衣片上正对通槽的表面加压两条竹纤维贴片,增强了西服的透气性和吸湿性,同时也保持了西服的挺括性和整体性;
28、3、本发明通过在一体式领口衣片的衣领处加压一条半圆柱形吸汗带,增加了西服的吸汗性,防止了领口处的汗渍和油渍,延长了西服的使用寿命;
29、4、本发明通过将一体化衣片、一体式领口衣片、袖片缝合后,与一体式里料缝合,简化了西服的制作工艺,降低了西服的成本,同时也提高了西服的耐久性和整体性。
技术特征:1.一种轻薄型西服的制作方法,该方法包括以下步骤:
2.根据权利要求1所述的一种轻薄型西服的制作方法,其特征在于:所述竹纤维贴片(5)和吸汗带(6)的制作方法包括如下步骤:
3.根据权利要求2所述的一种轻薄型西服的制作方法,其特征在于:所述前后一体化衣片(1)的领口省的取值为5°,所述前后一体化衣片(1)的肩倾角的取值为30°,所述袖片(3)的袖顶的前后距离袖心线为9cm,收缩量为1cm;
4.根据权利要求3所述的一种轻薄型西服的制作方法,其特征在于:所述西服的面布使用天然纤维的混合织物,所述前后一体化衣片(1)的肩部、前后一体化衣片(1)所使用里布的材料与所述面布的材料相同;所述衣袖的袖里使用天然纤维的铜氨织物;
5.根据权利要求4所述的一种轻薄型西服的制作方法,其特征在于:所述前后一体化衣片(1)的形状为梯形,所述一体式领口衣片(2)的形状为倒梯形,所述袖片(3)的形状为长方形;
技术总结本发明公开了一种轻薄型西服的制作方法,该方法包括以下步骤:分别裁剪出前后一体化衣片、一体式领口衣片、袖片;在所述前后一体化衣片的后背处裁剪出一条竖直的通槽,通槽的长度为29cm,通槽的宽度为1cm;在所述前后一体化衣片上正对通槽的表面加压两条竹纤维贴片,竹纤维贴片的宽度为4cm,竹纤维贴片的长度与通槽的长度相同,竹纤维贴片的上下端点与通槽的上下端点对齐,竹纤维贴片的内侧边缘与通槽的边缘相距0.15cm,竹纤维贴片的外侧边缘与前后一体化衣片的边缘相距1.5cm。本发明,通过设置一体化衣片、一体式领口衣片、一体式里料等结构,达到了轻薄、透气、吸湿、挺括、耐久等效果,提高了西服的舒适性和美观性。技术研发人员:潘超宇,郑守阳受保护的技术使用者:浙江纺织服装职业技术学院技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240614/92235.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表