制丝气流烘丝物料流量调节水分控制方法与流程
- 国知局
- 2024-07-12 11:46:55
本发明属于烟草制丝线工艺制造系统领域,特别是涉及了一种制丝七六烘丝物料流量调节水分控制方法。
背景技术:
1、卷烟制造工艺环节中,制丝环节是关键的工艺环节。制丝环节作用是将打叶复烤的烟片,通过烟包剪带取箱、切片、润叶加料、叶片醇化、切叶丝、叶丝膨胀、叶丝干燥、比例掺配、叶丝加香等一系列加工工序,制成符合特定工艺标准,可供卷制的成品烟丝。
2、在制丝环节的一系列加工工序中,叶丝干燥工序是将加工前一定含水率的烟丝,通过特定的干燥设备及工艺,高温蒸发烟丝内的水分,加工后的烟丝满足工艺要求的含水率。
3、气流烘丝机主要完成膨胀烟丝的加工生产,其主要工艺功能是将一定质量烟丝通过高温气体干燥加工,将含水率从20%左右降低至工艺要求的12%-13%之间。
4、常规气流烘丝机由出口水分仪、水分计算控制单元、高温气体温度控制单元、高温气体温度传感器、燃气流量控制单元、燃气流量传感器等部分组成。
5、常规技术情况:制丝工艺气流烘丝机主要完成膨胀烟丝的加工生产,其主要工艺功能是将一定质量烟丝通过高温气体干燥加工,将含水率从20%左右降低至工艺要求的12%-13%之间。
6、常规气流烘丝机由出口水分仪、水分计算控制单元、高温气体温度控制单元、高温气体温度传感器、燃气流量控制单元、燃气流量传感器等部分组成。通过出口水分仪测定气流烘丝机出口烟丝物料含水率,并与工艺要求设定的出口含水率对比计算,调整所需的燃气流量,间接变化高温气体温度,实现烟丝水分脱水烘干。
7、常规技术的缺点/不足:现有技术物料烟丝在烘丝机干燥气体管道时间极短,仅为6s至10s之间,通过调整燃气流量改变调整高温干燥气体温度反应较慢,达到合适的高温干燥气体温度平均需要1min以上。无法及时的对烟丝含水率产生作用,反应变化时间平均为2min以上,气流烘丝机出口烟丝含水率波动较大。
技术实现思路
1、本发明的目的在于提供一种制丝气流烘丝物料流量调节水分控制方法,通过保持高温干燥气体温度稳定,不再通过燃气流量的变化调整高温干燥气体温度,通过调整入口物料流量,及时的对烟丝含水率产生作用,气流烘丝机出口烟丝含水率保持在稳定范围内,
2、为了实现上述目的,本发明采用了如下技术方案:
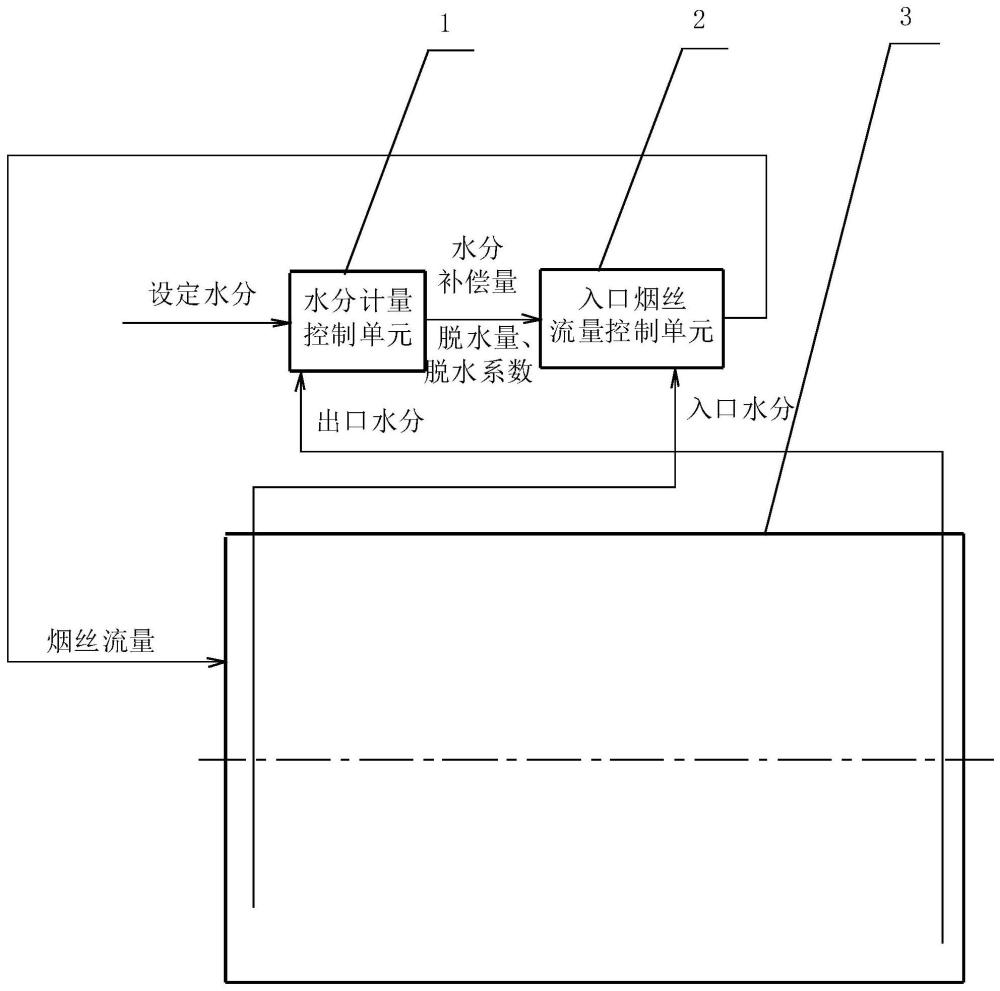
3、本发明的一种通过烟丝的出口水分来控制烟丝流量的方法,烟丝进入烘丝筒被烘丝,烘丝筒的环境温度保持不变,将检测到的烘丝筒烟丝出口水分和设定的烟丝出口水分输入到水分计量控制单元的输入端,水分计量控制单元的输出端输出水分补偿量,水分补偿量、脱水量、脱水系数和烘丝筒的烟丝入口水分作为入口烟丝控制单元的输入端,入口烟丝控制单元的输出端输出烟丝流量,用该烟丝流量来控制烘丝筒的烟丝流量,其中:用入口烟丝控制单元来控制进入烘丝筒烟丝流量方法如下:
4、(一)、计算烟丝流量的第一修正值temp1
5、(sp(in)m-sp(out)m)/(pv(in)m-sp(out)m)=temp1
6、sp(in)m为入口水分设定值,sp(out)m为出口水分设定值,pv(in)m为入口水分瞬时值;
7、(二)、计算烟丝流量的第二修正值temp2
8、{temp1-1.0}*k+1.0=temp2
9、k为脱水量系数,该参数在配方参数中设定,其范围选自0.1至1.3;
10、(三)、计算烟丝流量的第三修正值temp3
11、在烟丝最初输出烟丝筒120秒后,开始计算烟丝流量的第三修正值temp3;
12、sp(start)weigh*temp2=temp3
13、sp(start)weigh为人为设定烟丝流量;
14、(四)、计算烟丝流量的第四修正值temp4
15、根据水分计量控制单元输出的水分调节修正量cv(out)m来计算第四修正值temp4,该修正值只有在烘丝机生产阶段才开始计算,
16、cv(out)m*a=temp4
17、cv(out)m为水分计量控制单元的输出调节量,即水分补偿量,a为每增加变动1%的水分所需增加的烟丝重量,a的取值范围在1-15kg;
18、(五)、计算烟丝流量的第五修正值temp5
19、(a)、生产启动后10分钟的时间内
20、当(sp(out)m-pv(out)m)<-0.2%时,
21、烟丝流量l调节=l设定+temp5,修正值temp5每隔1秒就减少1kg,否则,烟丝的流量为设定的烟丝流量;sp(out)m为出口水分设定值,pv(out)m为出口水分瞬时值;l设定为人为的设定烟丝流量;
22、(b)、生产启动后10分钟后
23、当(sp(out)m-pv(out)m)<-0.5%时
24、烟丝流量l调节=l设定+temp5,修正值temp5每隔1秒就减少1kg,否则,烟丝的流量为设定的烟丝流量。
25、本发明的通过烟丝的出口水分来控制烟丝流量的方法,其中:烟丝最初进入烘丝筒时,设定烟丝流量是人为设定的,在生产过程中,设定烟丝流量根据以下公式进行调节,
26、spweigh=sp(start)weigh*temp2+temp4+temp5
27、其中:将spweigh为调节后的进入烘丝筒的设定烟丝流量,sp(start)weigh为人为设定的进入烘丝筒初始烟丝流量。
28、本发明的通过烟丝的出口水分来控制烟丝流量的方法,其中:所述水分计量控制单元为根据pid算法进行换算的水分计量控制单元。
29、本发明的通过烟丝的出口水分来控制烟丝流量的方法,其中:所述通过烟丝的出口水分来控制烟丝流量的方法以每一批次烟丝作为一个单元进行计算,在下一批次烟丝进入烘丝筒时,对烟丝和烘丝筒重新进行初始化。
30、本发明的通过烟丝的出口水分来控制烟丝流量的方法具有以下优点:
31、现有技术物料烟丝在烘丝机干燥气体管道时间极短,仅为6s至10s之间,通过调整燃气流量改变调整高温干燥气体温度反应较慢,达到合适的高温干燥气体温度平均需要1min以上。本发明较现有技术的优点在于:可以根据检测的烟丝物料出口水分,快速短延时(1秒以内)跟踪调整来料流量,无需再通过调整响应较慢的高温干燥气体温度,基本消除高温干燥气流温度波动的影响,在相对温度恒定的干燥气流环境下,快速动态调整气流烘丝设备的脱水量,实现全批次、全时段设备脱水量在相对恒定的范围内,烟丝物料出口水分的精准控制。
技术特征:1.一种通过烟丝的出口水分来控制烟丝流量的方法,烟丝进入烘丝筒(3)被烘丝,烘丝筒(3)的环境温度保持不变,将检测到的烘丝筒(3)烟丝出口水分和设定的烟丝出口水分输入到水分计量控制单元(1)的输入端,水分计量控制单元(1)的输出端输出水分补偿量,水分补偿量、脱水量、脱水系数和烘丝筒(3)的烟丝入口水分作为入口烟丝控制单元(2)的输入端,入口烟丝控制单元(2)的输出端输出烟丝流量,用该烟丝流量来控制烘丝筒(3)的烟丝流量,其特征在于:用入口烟丝控制单元(2)来控制进入烘丝筒(3)烟丝流量方法如下:
2.如权利要求1所述的通过烟丝的出口水分来控制烟丝流量的方法,其特征在于:烟丝最初进入烘丝筒(3)时,设定烟丝流量是人为设定的,在生产过程中,设定烟丝流量根据以下公式进行调节,
3.如权利要求2所述的通过烟丝的出口水分来控制烟丝流量的方法,其特征在于:所述水分计量控制单元(1)为根据pid算法进行换算的水分计量控制单元(1)。
4.如权利要求3所述的通过烟丝的出口水分来控制烟丝流量的方法,其特征在于:所述通过烟丝的出口水分来控制烟丝流量的方法以每一批次烟丝作为一个单元进行计算,在下一批次烟丝进入烘丝筒(3)时,对烟丝和烘丝筒(3)重新进行初始化。
技术总结本发明的通过烟丝的出口水分来控制烟丝流量的方法,烟丝进入烘丝筒被烘丝,将检测到的烘丝筒烟丝出口水分和设定的烟丝出口水分输入到水分计量控制单元的输入端,水分计量控制单元的输出端输出水分补偿量,水分补偿量、脱水量、脱水系数和烘丝筒的烟丝入口水分作为入口烟丝控制单元的输入端,入口烟丝控制单元的输出端输出烟丝流量,用入口烟丝控制单元来控制进入烘丝筒烟丝流量方法包括:分别计算烟丝流量的第一修正值Temp1、第二修正值Temp2、第三修正值Temp3、第四修正值Temp5,根据生产启动时间和出口水分瞬时值,来确定烟丝流量L<subgt;调节</subgt;=L<subgt;设定</subgt;+Temp5,否则,烟丝的流量为设定的烟丝流量。技术研发人员:田凯,曹喆,李正奎,温小龙,陈建宁,黄国孟受保护的技术使用者:红云红河烟草(集团)有限责任公司技术研发日:技术公布日:2024/4/17本文地址:https://www.jishuxx.com/zhuanli/20240614/94958.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表