一种仿木纹工艺及仿木纹板件的制作方法
- 国知局
- 2024-07-11 15:35:54
本发明涉及人造板表面数字化装饰的,特别是涉及一种仿木纹工艺及仿木纹板件。
背景技术:
1、兼具纹理美观、硬度高等特性的木材,是用于建筑和家具等行业的优质木材,但由于我国森林资源重量不足,供需矛盾尤为突出。整板采用优质木材通常会导致木材的大量消耗,进而影响环境。
2、为了解决木材大量消耗对环境的影响,现有通常会将珍贵树种木材制备的装饰薄木对人造板基材进行覆面以为形成家具制作的板材,或直接将速生木作为家具制作的板材,来代替整一块优质木材的使用,其中,将珍贵树种木材制备的装饰薄木对人造板基材进行覆面以为形成家具制作的板材的方式,虽然能够显现木材纹路,提升板件质感,但制造成本往往较高,而直接将速生木作为家具制作的板材的方式,虽然价格低廉,但通常无法显现出优质木材的纹路,降低了板件的质感。
3、因此,提供一种使加工的仿木纹板件兼具低成本、高质感的仿木纹工艺,是亟待本领域技术人员解决的。
技术实现思路
1、本发明要解决的技术问题在于克服现有技术中的缺陷,从而提供一种仿木纹工艺及仿木纹板件。
2、为实现上述目的,本发明采用了如下技术方案:
3、一种仿木纹工艺,包括,
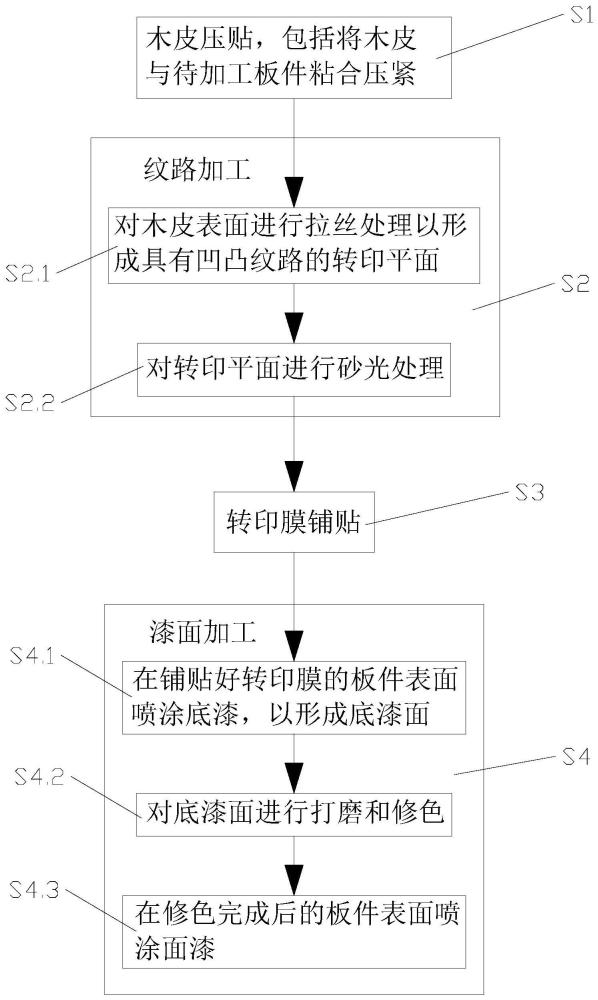
4、木皮压贴,包括将木皮与待加工板件粘合压紧,所述木皮包括整张木皮和/或拼接木皮;
5、纹路加工,包括对所述木皮表面拉丝处理以形成具有凹凸纹路的转印平面;
6、转印膜铺贴,包括在所述转印平面喷胶,并将喷胶后的板件放在预设干燥环境下静置预设时间,以使胶液干燥形成胶面,再将转印膜覆盖胶面后对所述转印膜热压,以使所述转印膜吸覆在所述转印平面上。
7、优选地,所述在所述转印平面喷胶,包括,
8、将喷枪和形成有所述转印平面的板件置于预设好吸风参数的无尘化车间内;
9、将喷枪置于板件预设距离位置,且喷胶过程中保持所述预设距离不变。
10、优选地,所述在所述转印平面喷胶,还包括,
11、沿平行于所述转印平面的方向移动喷枪进行喷胶,且在相邻两次喷胶过程中,板件上的形成的胶面重叠面面积与单次喷胶形成的胶面面积的比值的取值范围为1/3~1/2。
12、优选地,所述预设距离为200~300mm。
13、优选地,所述预设干燥环境包括,环境温度的取值范围为28~35℃,环境湿度的取值范围为55~70%;
14、所述预设时间的取值范围为20min~40min。
15、优选地,所述将转印膜覆盖胶面,包括,
16、获取尺寸大于板件的转印膜,所述转印膜边缘至所述板件边缘的距离的取值范围为10~15mm。
17、优选地,所述木皮压贴包括,
18、当加工平面时,在所述待加工板件的板面涂覆热压木皮胶,并在第一压贴环境下压贴一次,以使所述木皮与所述待加工板件的板面粘合;
19、当加工异形面时,在所述待加工板件的板面涂覆真空吸覆胶,并在第二压贴环境下压贴一次,再在第三压贴环境下压贴一次,以使所述木皮与所述待加工板件的板面粘合。
20、优选地,所述纹路加工还包括,
21、对所述转印平面进行砂光处理,以去除板件表面的木纤维毛刺。
22、优选地,还包括漆面加工,具体步骤包括,
23、在铺贴好转印膜的板件表面喷涂底漆,以形成底漆面,其中,所述底漆采用单组分水性底漆;
24、对所述底漆面进行打磨和修色;
25、在修色完成后的板件表面喷涂面漆,其中,所述面漆采用双组分水性漆。
26、一种仿木纹板件,利用上述仿木纹工艺加工形成。
27、相比现有技术,本发明的有益效果在于:
28、上述技术方案中所提供的一种仿木纹工艺及仿木纹板件,将售价较低的终端木皮与板件进行压贴粘合,并在木皮上加工出凹凸纹路,能够模拟优质木材的触感;通过凹凸纹路与转印膜相互配合,能够模拟优质木材的光泽;此外,在铺贴转印膜的过程中,先喷胶,并在胶干燥后再铺贴转印膜,最后再通过热压的方式实现转印,一方面,能够使胶液在干燥的过程中流平,并均匀地覆盖在凹凸纹路的表面,避免胶液局部堆积影响凹凸纹路的结构,同时避免胶液呈点状分布导致转印膜铺贴后产生褶皱,进一步避免转印膜的铺贴后,板面纹理不清晰,并降低板面的触感;另一方面,通过干燥过程中流平,再进行热压的方式,能够保证胶的粘连效果,避免转印膜局部粘贴不牢,进一步避免铺贴后板面不平整而降低板面的触感。此外,通过此方案,还能够提高良品率,避免材料浪费,使得通过该工艺加工的仿木纹板件兼具低成本、高质感的优点。
技术特征:1.一种仿木纹工艺,其特征在于,包括,
2.根据权利要求1所述的一种仿木纹工艺,其特征在于,所述在所述转印平面喷胶,包括,
3.根据权利要求2所述的一种仿木纹工艺,其特征在于,所述在所述转印平面喷胶,还包括,
4.根据权利要求2所述的一种仿木纹工艺,其特征在于,所述预设距离为200~300mm。
5.根据权利要求1所述的一种仿木纹工艺,其特征在于,所述预设干燥环境包括,环境温度的取值范围为28~35℃,环境湿度的取值范围为55~70%;
6.根据权利要求1所述的一种仿木纹工艺,其特征在于,所述将转印膜覆盖胶面,包括,
7.根据权利要求1所述的一种仿木纹工艺,其特征在于,所述木皮压贴包括,
8.根据权利要求1所述的一种仿木纹工艺,其特征在于,所述纹路加工还包括,
9.根据权利要求1所述的一种仿木纹工艺,其特征在于,还包括漆面加工,具体步骤包括,
10.一种仿木纹板件,其特征在于,利用上述权利要求1~9任意一项所述仿木纹工艺加工形成。
技术总结本发明涉及一种仿木纹工艺及仿木纹板件,包括,木皮压贴,包括将木皮与待加工板件粘合压紧,所述木皮包括整张木皮和/或拼接木皮;纹路加工,包括对所述木皮表面拉丝处理以形成具有凹凸纹路的转印平面;转印膜铺贴,包括在所述转印平面喷胶,并将喷胶后的板件放在预设干燥环境下静置预设时间,以使胶液干燥形成胶面,再将转印膜覆盖胶面后对所述转印膜热压,以使所述转印膜吸覆在所述转印平面上,具有使加工的仿木纹板件兼具低成本、高质感的优点。技术研发人员:王金欢,李辉,郑卫钟,谈敬松,杜德春,刘彬彬,鲁成,廖善荣受保护的技术使用者:圣奥科技股份有限公司技术研发日:技术公布日:2024/4/7本文地址:https://www.jishuxx.com/zhuanli/20240615/75268.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表