一种自动烫印模切机的后侧规自动调节机构的制作方法
- 国知局
- 2024-07-05 16:09:48
本技术涉及印后机械设备,卧式平压平自动模切机和自动烫印模切机,特别涉及一种自动烫印模切机的后侧规自动调节机构。
背景技术:
1、参考图1、图2和图3,示出了采用单张纸输送的卧式平压平自动模切机和自动烫印模切机及部分主要部件示意图,其主要包括自动输纸部套a、主机部套b、清废部套c和收纸部套d。在烫印模切加工时,自动输纸部套将堆垛在输纸台板上的印品纸张1-2通过自动输纸台1-1输送到叼纸牙排1-8叼纸的位置,由自动输纸台侧规定位机构1-3对印品纸张1-2侧边定位,由主机部套前侧规机构1-5对叼纸牙排1-8侧向定位。在自动烫印模切机的操作侧和传动侧墙板内侧,分别对称安装有一条由若干根牙排驱动链条1-7和牙排连接块定位块1-4连接成的闭环链条,在操作侧和传动侧的两条闭环链条的牙排连接块定位块1-4上固定安装有若干根叼纸牙排1-8。在印品纸张1-2被输送到叼纸牙排1-8叼纸的位置之前,牙排驱动机构驱动闭环链条转动,将一根叼纸牙排1-8输送到定位叼纸位置并由前侧规机构1-5的前侧规活动定位块将叼纸牙排1-8推向前侧规固定定位块,对叼纸牙排1-8侧向定位,并打开叼纸牙片1-9。随着印品纸张1-2被输送到叼纸牙排1-8叼纸的位置,叼纸牙片1-9闭合,将侧边定位后的印品纸张1-2前缘叼在叼纸牙垫1-10上。叼纸牙排1-8叼住印品纸张1-2之后,牙排驱动机构驱动闭环链条转动将叼着印品纸张1-2的叼纸牙排1-8送到后侧规定位的位置,并通过后侧规机构1-6的后侧规活动定位块将叼纸牙排1-8推向后侧规固定定位块,完成叼纸牙排1-8的侧向定位。叼纸牙排1-8叼着印品纸张1-2在后侧规定位以后,随着活动平台向上运动压向固定平台上固定安装的模具,在主机部套的固定平台和活动平台之间完成对印品纸张1-2的烫印或模切加工。
2、理论上,前侧规固定定位块的定位面和后侧规固定定位块的定位面在同一空间平面内,根据印品纸张1-2的烫印模切位置调定自动输纸台侧规的定位位置以后,即可保证闭环链条连接的每一根叼纸牙排1-8,在叼着侧边定位以后的印品纸张1-2加工时的侧向加工精度及每一批印品产品烫印模切加工的精度。但在机器制造时,将前侧规固定定位块的定位面和后侧规固定定位块的定位面调定在同一空间平面内会产生误差,这个调整误差即为侧向定位的系统误差。由于每一张印品纸张1-2输送状态的不同,自动输纸台1-1侧规定位机构1-3对印品纸张1-2侧边定位也会出现定位误差,这个误差即为随机误差。它们都会对印品纸张1-2的侧向烫印模切精度产生影响。尽管反复调整后侧规固定定位块的定位面,使它和前侧规固定定位块的定位面尽量调整到同一平面内,但仍会存在一定的误差。而目前的定位系统对于印品纸张1-2侧规定位的随机误差并没有消除及调整的功能。
技术实现思路
1、本实用新型要解决的技术问题是提供一种自动烫印模切机的后侧规自动调节机构,能尽量减少系统误差和随机误差。
2、为解决上述技术问题,本实用新型提供的自动烫印模切机的后侧规自动调节机构,包括
3、图像监测部件,其安装于自动烫印模切机的前侧规机构定位位置处,用于检测印品纸张的定位标记,所述图像监测部件与机器控制系统信号连接,并将检测到的印品纸张的位置信息发送至机器控制系统;
4、后侧规自动调节装置,其安装于后侧规定位位置处,并与机器控制系统信号连接,用于根据所述图像监测部件检测的印品纸张的信息调整后侧规的定位面;所述后侧规自动调节装置包括伺服电机和后侧规定位块,所述伺服电机控制所述后侧规定位块移动。
5、优选地,所述图像监测部件包括固定支架和照相机,所述照相机和固定支架安装于前侧规机构定位位置处。
6、优选地,所述图像监测部件于操作侧和传动侧各安装一部。
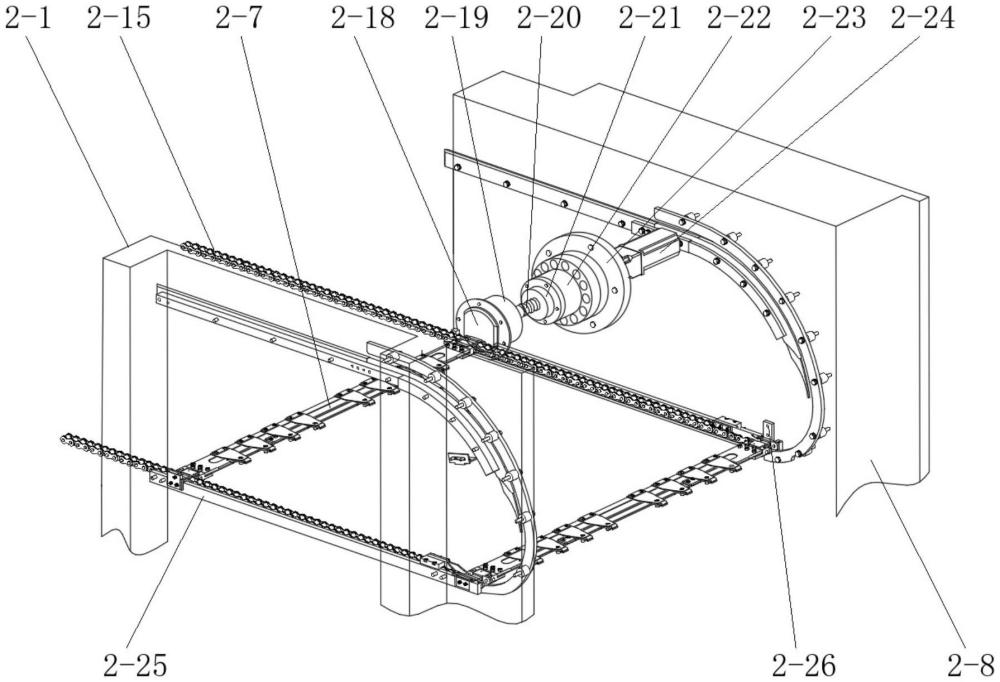
7、优选地,传动侧墙板于后侧规定位位置处开设阶梯孔;
8、所述阶梯孔朝向操作侧墙板的端部固定安装有导套,所述后侧规定位块可滑动地安装于所述导套内。
9、优选地,所述伺服电机通过伺服电机固定座固定安装于传动侧墙板的远离操作侧墙板的侧面,所述伺服电机的输出轴在所述阶梯孔内通过联轴节与螺杆付的滚珠丝杆连接,所述滚珠丝杆与所述后侧规定位块连接。
10、优选地,所述导套的中心形成为与所述阶梯孔同轴的腰槽孔,所述后侧规定位块可滑动地安装于腰槽孔内。
11、优选地,所述后侧规定位块形成为与腰槽孔形状匹配的销边圆柱体。
12、优选地,所述联轴节开设通孔,所述伺服电机的输出轴在通孔内与联轴节固定连接;
13、所述螺杆付的螺母固定安装于所述联轴节的端面。
14、优选地,所述阶梯孔为同轴阶梯孔。
15、本实用新型提供的后侧规自动调节机构,既可以修正叼纸牙排定位的系统误差又可以修正印品纸张在自动输纸台侧规定位机构定位的随机误差。根据预先测量并输入自动烫印模切机控制系统的每一根叼纸牙排叼着印品纸张烫印模切的误差数值,确定标准定位平面,并调整后侧规定位块的定位面初始位置,减少叼纸牙排侧规定位的系统误差。并可根据图像监测部件检测及计算的数据,实时自动调节和修正印品纸张侧边定位的随机误差。从而进一步提高印品纸张烫印模切加工时的精度和定位的稳定性。
技术特征:1.一种自动烫印模切机的后侧规自动调节机构,其特征在于,包括:
2.如权利要求1所述的自动烫印模切机的后侧规自动调节机构,其特征在于,所述图像监测部件(2-12)包括固定支架和照相机,所述照相机和固定支架安装于前侧规机构(1-5)定位位置处。
3.如权利要求2所述的自动烫印模切机的后侧规自动调节机构,其特征在于,所述图像监测部件(2-12)于操作侧和传动侧各安装一部。
4.如权利要求1所述的自动烫印模切机的后侧规自动调节机构,其特征在于,传动侧墙板(2-8)于后侧规定位位置处开设阶梯孔;
5.如权利要求4所述的自动烫印模切机的后侧规自动调节机构,其特征在于,所述伺服电机(2-24)通过伺服电机固定座(2-23)固定安装于传动侧墙板(2-28)的远离操作侧墙板(2-1)的侧面,所述伺服电机(2-24)的输出轴在所述阶梯孔内通过联轴节(2-22)与螺杆付的滚珠丝杆(2-20)连接,所述滚珠丝杆(2-20)与所述后侧规定位块(2-18)连接。
6.如权利要求5所述的自动烫印模切机的后侧规自动调节机构,其特征在于,所述导套(2-19)的中心形成为与所述阶梯孔同轴的腰槽孔,所述后侧规定位块(2-18)可滑动地安装于腰槽孔内。
7.如权利要求6所述的自动烫印模切机的后侧规自动调节机构,其特征在于,所述后侧规定位块(2-18)形成为与腰槽孔形状匹配的销边圆柱体。
8.如权利要求6所述的自动烫印模切机的后侧规自动调节机构,其特征在于,所述联轴节(2-22)开设通孔,所述伺服电机的输出轴在通孔内与联轴节固定连接;
9.如权利要求4所述的自动烫印模切机的后侧规自动调节机构,其特征在于,所述阶梯孔为同轴阶梯孔。
技术总结本技术公开了一种自动烫印模切机的后侧规自动调节机构,包括图像监测部件和后侧规自动调节装置,图像监测部件用于检测印品纸张的定位标记,并将印品纸张的位置信息发送至机器控制系统,后侧规自动调节装置根据所述图像监测部件检测的印品纸张的信息调整后侧规的定位面;本技术提供的后侧规自动调节机构,既可以修正叼纸牙排定位的系统误差又可以修正印品纸张在自动输纸台侧规定位机构定位的随机误差。技术研发人员:吴光辉受保护的技术使用者:上海耀科印刷机械有限公司技术研发日:20230927技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240617/40825.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。