一种基于紧密赛络纺生产100支雅赛尔纤维纱的工艺的制作方法
- 国知局
- 2024-07-05 16:40:04
本发明涉及一种雅赛尔纤维的生产工艺,尤其涉及一种基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,属于纺纱。
背景技术:
1、新型强力生物基雅赛尔纤维,具有柔软、吸水、透气、亲肤等特点,备受市场青睐。其中,100支纱属于特细纱支的纱线,较常规纱支面料更柔软、更精致,适用于高端面料。
2、在现有的纺纱技术中,紧密赛络纺是一种高端纺纱技术,以其成纱结合了赛络纺和紧密纺的特点,涉及的条干cv值、粗节、细节指标非常好,单纱强力高,结构紧密,耐磨性好,毛羽更少,3mm以上有害毛羽极少,具备股线的光洁,织物品质高。该技术多运用于普通天然纤维以及人造化学纤维等的纺纱工艺。
3、现有技术cn105525403a公开了“纺制粘胶紧密赛络纺纱线生产方法”,其中,虽然较其他纺纱方式在纤维损伤、短绒率、精梳条伸直平行度等方面有较大提升,但因普通粘胶纤维自身强力等因素,依然无法获得较高的成纱质量,产品质量不高,市场价格偏低。
技术实现思路
1、本发明一方面为了满足市场需求,以强力生物基-雅赛尔纤维为纺纱原料,采用紧密赛络纺的纺纱方式,开发100支纱,生产出一种柔软、吸水、透气、亲肤的纱线产品;此外,尽管,雅赛尔纤维较普通粘胶纤维具有强度更高、耐磨性强、变形量小、光滑度高、吸湿性能更好等优势,但因其断裂伸长率低等功能性特点,易造成纺纱过程中纤维脆断,形成短绒,造成棉结高,纱线断裂强力低等问题,进而增加了紧密赛络纺纺纱工艺的难度,即本发明另一方面解决雅赛尔纤维的纺纱工艺较普通粘胶纤维的纺纱工艺难度大的问题,提出了一种基于紧密赛络纺生产100支雅赛尔纤维纱的工艺。
2、基于本纺纱工艺,不仅可生产出高质量、高性能的再生纤维素纤维纱线产品,而且可保证雅赛尔纤维纱制备工艺的可控性和持续性,并保证产品批次的稳定性,满足工业化大生产。
3、为了实现上述技术目的,提出如下的技术方案:
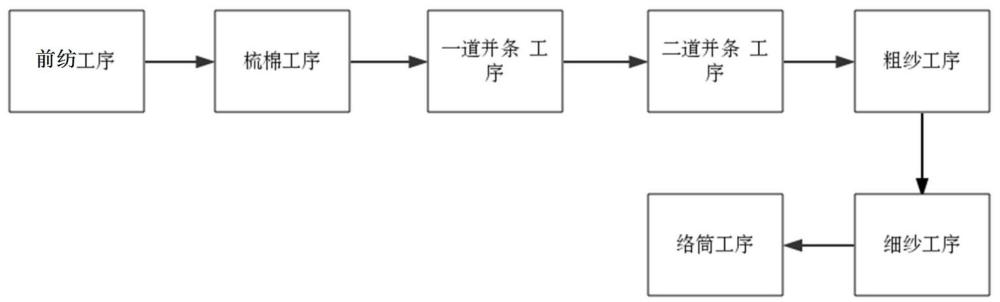
4、一种基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,包括如下步骤:
5、x1.前纺工序:以雅赛尔纤维为原料,在温度为27~29℃及湿度为60~62%的条件下,进行除杂;
6、在该过程中,将雅赛尔纤维中的大部杂质进行清除,并根据雅赛尔纤维特点(主要特点包括静电吸附和吸水能力),对雅赛尔纤维湿度、温度进行精确控制,以提高清花效果和后续并条效果。其中,限定“温度为27~29℃及湿度为60~62%”,若温度过高或/和湿度过高,将造成雅赛尔纤维水分吸收过快,而缠并条和粗纱皮辊;若温度过低或/和湿度过低,将造成雅赛尔纤维过于干燥,静电吸附能力增强,而缠皮辊,缠皮辊又会进一步引起粗细节和纱线支偏;
7、x2.梳棉工序:将清花后的雅赛尔纤维经刺辊、锡林盖板和道夫打散,分梳成棉条,进一步除去微小杂质;
8、其中,控制:锡林盖板速度为200~220mm/min,活动盖板6点距离分别为8/7/7/7/7/7英丝或9/8/8/8/8/8英丝,锡林转速为380~450r/min,刺辊转速为1100~1220r/min,锡林和道夫之间的间隙尺寸为7~8英丝,出条速度控制为70~80mm/min,棉条定量3.5~4.0g/m;
9、x3.一道并条工序:将经梳棉后的6根棉条进行并条,得一并条;
10、其中,控制:罗拉距离为12×10×21mm或12×10×22mm或12×10×23mm,并条速度为200~220m/min,罗拉4点直径分别为45/35/35/35mm;一并条定量2.5~2.8g/m;
11、x4.二道并条工序:将6根一并条进行并条,得二并条,即熟条;
12、其中,控制:罗拉距离为12×10×20mm或12×10×22mm,并条速度为220~240m/min,罗拉4点直径分别为35/35/35/35mm;二并条定量2.5~2.7g/m;
13、x5.粗纱工序:将所得的熟条进行牵伸、加捻和卷绕,得粗纱;
14、其中,控制:隔距为12×28×38mm或10×26×36mm,捻度5.53~5.70,径向卷绕密度2850~2900;粗纱定量2.3~2.4g/10m;
15、x6.细纱工序:将所得的粗纱经喇叭口,进入牵伸区,然后自后罗拉和后皮辊之间通过,进入中罗拉,再经前罗拉和前皮辊之间牵伸后,经导向皮辊输出,得细纱;
16、其中,控制后区牵伸倍数为1.09~1.13,罗拉距离18*45 mm或19×46mm,负压为2.2~2.3mpa;同时,2股纱线合为一股后,进入加捻区域,加捻钢丝圈设置r+f 16/0或 r+f17/0,细纱纺纱速度为12500~13000r/min;
17、x7.络筒工序:将所得的细纱进行络筒,即得100支雅赛尔纤维纱。
18、进一步的,所述雅赛尔纤维的性能指标包括:1.0dtex*38mm,断裂强力2.92 cn,强力cv%18.15,断裂强度2.92 cn/dtex,断裂伸长率13.88%,伸长率cv%12.46,电阻值8.5mω*10,纤维比电阻214mω*cm。
19、进一步的,所述100支雅赛尔纤维纱的性能指标包括:条干<14,毛羽<3,棉结+200%<70,单纱断裂强度>14.0cn/tex。
20、在本技术方案中,依据的100支纱行业质量标准(fz/t 12003-2014):条干<14.5,毛羽<3,棉结+200%<150,断裂强度(cn/tex)>12。
21、采用本技术方案,带来的有益技术效果为:
22、本发明采用了较普通粘胶纤维的断裂伸长率低的雅赛尔纤维为原料,基于紧密赛络纺技术,即结合原料的特殊性和纺纱方式的优点,进行了100支雅赛尔纤维纱的生产,提高生产线的高附加值,并衍生出后续的功能性再生纤维素纤维纱线产品;
23、此外,通过特定条件的控制,解决100支纱生产牵伸倍数大等纺纱难度大的工艺难题。
技术特征:1.一种基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,包括前纺工序、梳棉工序、一道并条工序、二道并条工序、粗纱工序、细纱工序和络筒工序,其特征在于,
2.根据权利要求1所述的基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,其特征在于,
3.根据权利要求1或2所述的基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,其特征在于,所述100支雅赛尔纤维纱的性能指标包括:
4.根据权利要求1所述的基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,其特征在于,在x2中,锡林盖板速度为200mm/min,活动盖板6点距离分别为8/7/7/7/7/7英丝,锡林转速为420r/min,刺辊转速为1100r/min,锡林和道夫之间的间隙尺寸为7英丝,出条速度控制为70mm/min,棉条定量4.0g/m。
5.根据权利要求1或4所述的基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,其特征在于,在x3中,罗拉距离为12×10×22mm,并条速度为220m/min,一并条定量2.8g/m。
6.根据权利要求5所述的基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,其特征在于,在x4中,罗拉距离为12×10×22mm,并条速度为240m/min,二并条定量2.5g/m。
7.根据权利要求6所述的基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,其特征在于,在x5中,隔距为12×28×38mm,捻度5.53,径向卷绕密度2900;粗纱定量2.3g/10m。
8.根据权利要求7所述的基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,其特征在于,在x6中,后区牵伸倍数为1.09,罗拉距离18×45mm,负压为2.2mpa;加捻钢丝圈设置r+f17/0,细纱纺纱速度为13000r/min。
技术总结本发明公开一种基于紧密赛络纺生产100支雅赛尔纤维纱的工艺,属于纺纱技术领域。本发明包括清花工序、梳棉工序、一道并条工序、二道并条工序、粗纱工序、细纱工序和络筒工序,其中,一方面为了满足市场需求,以强力生物基‑雅赛尔纤维为纺纱原料,采用紧密赛络纺的纺纱方式,开发100支纱,生产出一种柔软、吸水、透气、亲肤的纱线产品;另一方面通过特定条件的控制,解决100支纱生产牵伸倍数大等纺纱难度大的工艺难题。最终,进行了100支雅赛尔纤维纱的生产,提高生产线的高附加值,并衍生出后续的功能性再生纤维素纤维纱线产品。技术研发人员:黄艺,杨雪琴,王曦,张创受保护的技术使用者:宜宾雅士德纺织有限公司技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240617/43732.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表