一种微合金化高强高导Cu-Ni-Si合金材料及制备方法
- 国知局
- 2024-06-20 15:47:14
本发明属于铜合金,具体涉及一种微合金化高强高导cu-ni-si合金材料及制备方法,该材料可应用于集成电路领域。
背景技术:
1、引线框架铜带是用于制造半导体、集成电路引线框架和新型接线端子的专用合金带材,在集成电路内部起着支撑芯片、连接外部电路和散热的作用,是与集成电路配套的关键材料。
2、为保证集成电路的可靠性和持久性,对引线框架材料的选择就更加严格。从性能方面要求不仅要有高的尺寸精度、高的表面质量和高的板形平整要求,而且还需具有良好的导热、导电性能,高的强度、硬度和高的软化温度,以及良好的耐热性、抗氧化性、耐蚀性、焊接性、塑封性能、反复弯曲性能和加工成型性能等。
3、然而,cu合金的导电性与高强度通常是一对矛盾体,即添加合金化组元提高cu合金强度的同时会降低合金的导电性。现有技术常通过添加微量元素和调整生产工艺或是依靠二者协同来增强cu-ni-si合金材料的强度和导电性能,但依然普遍存在一方面的性能提升而导致另一方面性能减弱的问题。
4、中国发明专利cn201811066658.7公开了一种高强高导稀土铜镍硅铬合金的制备方法,通过在铜镍硅合金中添加稀土元素ce、pr和非稀土元素nb以及对加工工艺的优化,获得了抗拉强度大于950mpa和导电率大于70%iacs的铜合金板材。但其组分中,稀土元素ce、pr的添加量较高,制备工艺及其复杂,导致总体工艺的成本过高。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种微合金化高强高导cu-ni-si合金材料,通过优化其组分和加工工艺,在使其具有较高的抗拉强度和满足需要的导电率的同时,进一步降低成本。本发明的目的是通过以下技术方案来实现的:
2、一种微合金化高强高导cu-ni-si合金材料,化学组成配比包括:ni:1.8-3.5wt%,si:0.3-0.9wt%,nb:0.08-0.16wt%,pr:0.01-0.09wt%,余量为cu。
3、进一步的,所述cu的含量不低于95.3wt%。
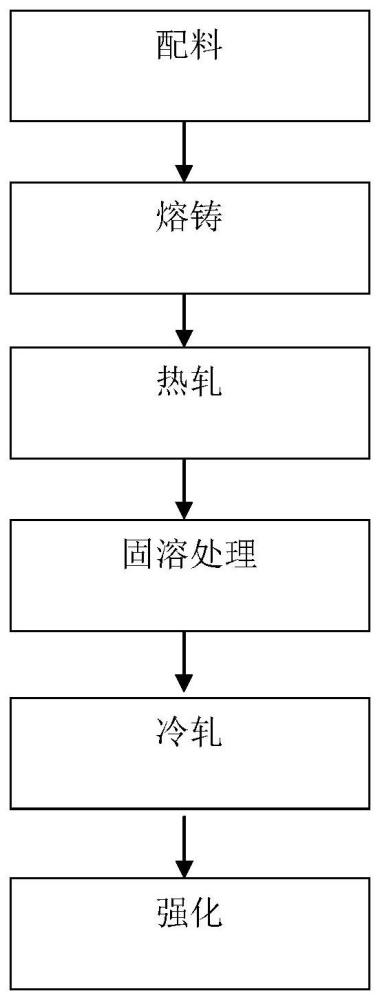
4、一种微合金化高强高导cu-ni-si合金材料的制备方法,包括以下步骤:
5、s1.配料:根据权利要求1或2所述的一种微合金化高强高导cu-ni-si合金材料的化学组成配比,称取原料电解cu、cu-ni中间合金、cu-si中间合金、cu-nb中间合金和cu-pr中间合金;
6、s2.熔铸:将步骤s1中称量完毕的所述电解cu和所述cu-ni中间合金加热直至熔化,迅速加入称量完毕的所述cu-si中间合金、cu-nb中间合金和cu-pr中间合金,搅拌均匀后进行浇铸,获得合金铸锭。
7、进一步的,还包括以下步骤:
8、s3.热轧:将所述合金铸锭进行双面铣面处理后,再进行热轧工艺,获得合金板坯;
9、s4.固溶处理:将所述合金板坯进行固溶处理;
10、s5.冷轧:将所述固溶处理后的合金板坯进行冷轧工艺,获得合金板材;
11、s6.强化:将所述合金板材进行超声波滚压处理。
12、进一步的,步骤s2中,所述加热温度为1200-1400℃,所述浇铸温度为1100-1200℃,搅拌时,要求操作迅速,进行浇铸前,需保温2-3min。
13、进一步的,步骤s3中,所述双面铣面处理后的合金铸锭的厚度为19-21mm,经铣面后,铸锭表面的氧化层被除去,使得铸锭表面平整,有利于后续加工;
14、和/或,所述热轧工艺的开轧温度为950-980℃,保温时间为40-60min,热轧的加工率为80-85%;
15、和/或,所述合金板坯的厚度为3-4mm。
16、进一步的,步骤s4中,所述固溶处理的温度为870-900℃,处理的时间为70-90min,在该条件下,可最大程度的获得过饱和固溶体;
17、和/或,步骤s5中,所述冷轧工艺进行4-5道次,得到的所述合金板材的厚度为0.3-0.8mm,此时的冷变形量为80-90%。
18、进一步的,步骤s5之前,还进行了冷却工序,所述冷却工序为将所述合金板坯以150℃/小时的速度冷却至常温;
19、和/或,步骤s6之前,还进行了退火工序,所述退火工序为将所述合金板材以120℃/秒的速度升温至580-620℃,同时在轧制方向上施加60~90n/mm2的张力,然后以50℃/小时的速度冷却至常温。
20、进一步的,步骤s6中,所述超声波滚压处理的超声频率为18-25khz,处理时间为50-90min,该步骤的目的在于提高板材的表面机械能以及使合金板材具有较高的表面质量。
21、本发明还提供一种微合金化高强高导cu-ni-si合金材料在集成电路引线框架中的应用。
22、本发明还提供一种微合金化高强高导cu-ni-si合金材料在集成电路引线框架中的应用。
23、本发明的有益效果是:
24、本发明制备的一种微合金化高强高导cu-ni-si合金材料,同时具有较高的抗拉强度和满足一般需要的电导率,且制备工艺较现有技术更为简单。
技术特征:1.一种微合金化高强高导cu-ni-si合金材料,其特征在于,化学组成配比包括:ni:1.8-3.5wt%,si:0.3-0.9wt%,nb:0.08-0.16wt%,pr:0.01-0.09wt%,余量为cu。
2.根据权利要求1所述的一种微合金化高强高导cu-ni-si合金材料,其特征在于,所述cu的含量不低于95.3wt%。
3.一种微合金化高强高导cu-ni-si合金材料的制备方法,其特征在于,包括以下步骤:
4.根据权利要求3所述的一种微合金化高强高导cu-ni-si合金材料的制备方法,其特征在于,还包括以下步骤:
5.根据权利要求3所述的一种微合金化高强高导cu-ni-si合金材料的制备方法,其特征在于,步骤s2中,所述加热温度为1200-1400℃,所述浇铸温度为1100-1200℃。
6.根据权利要求4所述的一种微合金化高强高导cu-ni-si合金材料的制备方法,其特征在于,步骤s3中,所述双面铣面处理后的合金铸锭的厚度为19-21mm;
7.根据权利要求4所述的一种微合金化高强高导cu-ni-si合金材料的制备方法,其特征在于,步骤s4中,所述固溶处理的温度为870-900℃,处理的时间为70-90min;
8.根据权利要求4所述的一种微合金化高强高导cu-ni-si合金材料的制备方法,其特征在于,步骤s5之前,还进行了冷却工序,所述冷却工序为将所述合金板坯以150℃/小时的速度冷却至常温;
9.根据权利要求4所述的一种微合金化高强高导cu-ni-si合金材料的制备方法,其特征在于,步骤s6中,所述超声波滚压处理的超声频率为18-25khz,处理时间为50-90min。
10.根据权利要求1或2任一项所述的一种微合金化高强高导cu-ni-si合金材料在集成电路引线框架中的应用。
技术总结本发明属于铜合金技术领域,具体涉及一种微合金化高强高导Cu‑Ni‑Si合金材料,该合金材料的化学组成配比包括:Ni:1.8‑3.5wt%,Si:0.3‑0.9wt%,Nb:0.08‑0.16wt%,Pr:0.01‑0.09wt%,余量为Cu。通过以下方法进行制备:S1.配料;S2.熔铸;S3.热轧;S4.固溶处理;S5.冷轧;S6.强化。本发明从已有的Cu‑Ni‑Si引线框架用铜合金的成分和制备工艺入手,通过化优化该合金的成分以及制备工艺,得到高强度、高电导率的铜合金,保证该合金的组织、结构与性能达到用户需要的生产标准。技术研发人员:李文,谢春晓,李国兵受保护的技术使用者:东莞理工学院技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/12624.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表